高职院校数控车削实训教学中提高加工质量方法的探析
2020-09-07蒋毅
蒋毅
(四川职业技术学院 机械工程系,四川 遂宁 629000)
0 前言
近年来全球制造业快速发展,社会对制造业要求也不断提高,德国作为世界制造业强国率先提出了“工业4.0”,我国也提出了《中国制造2025》的十年行动纲领。伴随着制造业的发展同时,数控加工已经成为了机械制造行业中最重要的技术之一,而高职院校作为培养数控人才的重要场所,应紧密结合社会对数控人才提出的新要求,不断改善自身的教学方式,提高自身的教学水平,培养出更加合符社会需要的人才。对于制造业而言,如何保证零件的加工质量是制造业的生存之本;对于职业教育而言,如何提高学员的技术水平是学校的立足之本,这给职业教育的教学者带来了新的考验。
在制造业中,零件的加工质量直接影响机械产品的工作性能和使用寿命,加工质量包括加工加工精度和表面质量,加工精度包括尺寸精度、几何形状精度和位置精度。影响加工精度的主要因素有加工原理误差、调整误差、机床误差、夹具误差和刀具误差;影响表面质量的主要因素有工件材料、切削用量、刀具材料、刀具几何参数、切削液及工艺系统的振动。保证加工质量是对操作者的基本要求,对操作者而言只能从减小调整误差和刀具误差方面来保证加工精度,以及从合理确定切削用量、刀具几何参数、合理使用切削液及减小工艺系统振动方面保证表面质量的要求。
回转体表面是构成回转体零件的主要表面,其主要的加工方式是车削加工。随着制造技术的快速发展,数控车床已作为车削加工的主要设备,如何保证数控车床加工工件质量是数控机床操作人员必备的技能。影响数控车床加工工件质量的因素较多,包括对刀精度、切削用量、刀具几何形状、工件和刀具材质、工艺系统刚性等。在数控车削的实训教学中,教学者可以从提高对刀精度、合理确定切削用量及提高工艺系统刚性等方面提高学员的技术水平。
1 保证刀具正确位置
刀具的位置误差是产生加工误差的主要因素之一。对于数控车床而言,刀具的位置包括X、Y、Z三个方向,Y方向通过安装刀具保证,X、Z的位置通过对刀确定。
1.1 正确安装刀具
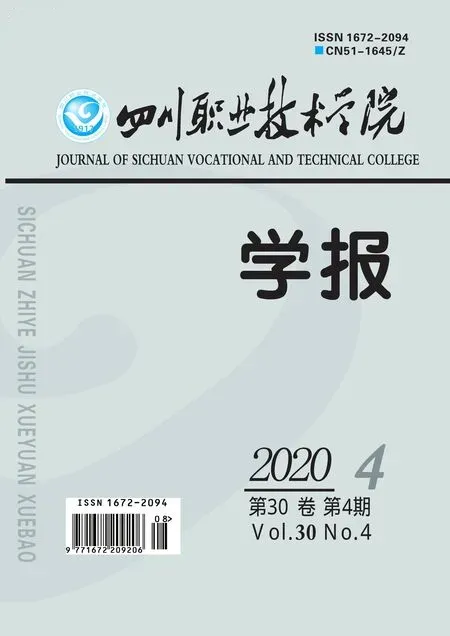
安装刀具时,首先应保证刀尖与工件回转中心等高或略低于中心,否则会出现尺寸偏差,如图1所示,高度偏差(a)越大,最终的尺寸偏差也就越大。对于实心工件可采用试切端面的办法调整刀具刀尖高度,该办法简单快捷,但存在刀具种类受限的弊端。比如切槽刀和螺纹刀不适合试切端面和切削外圆,故可先用外圆车刀试切端面,根据试切结果调整刀尖至回转中心高度,测量此时刀尖距离刀台底部的高度,在使用其他刀具时可直接将刀具刀尖调整至此高度。

图1 刀尖高度的影响
其次应使切削刃的对称中心平面与工件回转轴线垂直,这对螺纹刀和切槽刀十分重要,否则会出现形状误差。
1.2 合理设定工件坐标系
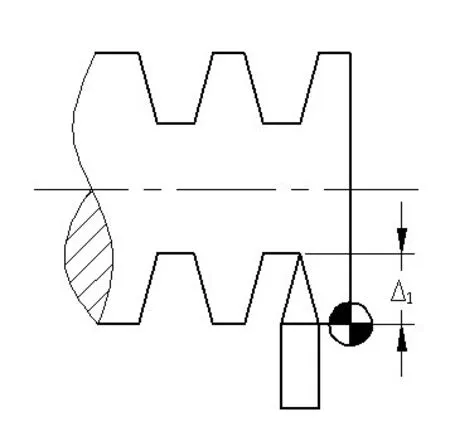
图2 螺纹加工的工件坐标系
工件在加工过程中采用的坐标是工件坐标系,数控车床的工件坐标系一般设在工件的右端面与轴心线的交点处,以避免减少测量误差影响Z方向的对刀精度;在一些特殊场合也可以设在外圆轮廓与端面的交点处,以减少编程计算工作量和计算失误出错,比如在加工螺纹时,如图2所示,如果仍然将加工原点设置在工件右端面与轴心线的交点处,那么在计算切削深度时就需通过螺纹大径减去刀具当前位置计算,在加大了计算量的同时也增加了出错的可能性;如果将加工原点设置外圆轮廓与端面的交点处,在加工过程中的切削深度便可直接通过X坐标直观显示,从而更好的掌握螺纹加工时的螺纹深度,有利于保证螺纹的牙型高度尺寸。
1.3 保证对刀精度
图3 对刀误差
对刀就是建立工件坐标系与机床坐标系之间的正确位置关系。因对刀误差的影响将导致工件原点与编程原点不重合,从而产生加工误差,如图3所示。因此,操作者在对刀时应尽可能提高对刀精度,以减小对刀误差对加工精度的影响。

图4 塞尺对刀
普通数控车床一般采用试切法对刀,需对工件表面切削一次,测量其尺寸,测量值即为其在坐标系中的坐标值,测量误差会影响对刀精度。当某些对刀表面不允许切削时,可以采用塞尺对刀,如图4所示,此时人为因素会影响对刀精度。
为了避免对刀误差对加工精度的影响,首先,对刀测量的量具应选用精度较高的,如千分尺。其次合理使用数控系统的刀补功能校正刀具的位置。批量加工时,应首件试切后,测量尺寸→确定刀补值→设置刀补,提高刀具位置精度。单件加工时,采用一把刀具完成粗精加工时,粗加工结束后,暂停程序测量工件设置刀补,再启动程序进行精加工;采用两把刀具完成粗精加工时,应安排半精加工工序,换刀后进行半精加工,半精加工结束后暂停程序测量工件修正刀补,再进行精加工。
2 合理使用切削用量和切削液
切削过程中的切削力、切削热、积屑瘤、刀具磨损等因素均会对零件的加工质量产生影响,而切削用量与这些因素之间存在密不可分的联系,合理使用切削用量和切削液,有利于减小其对加工质量的影响。
2.1 切削用量的合理确定
粗加工时的切削用量以提高加工效率、降低加工成本为目的,精加工时以保证加工质量为目的。精加工的切削用量应根据参考资料、加工经验结合实际情况确定。
粗加工时,应尽量在一次的走刀中切除全部加工余量。半精加工时,取ap=0.5~2mm。精加工过程中,如果背吃刀量在不小于最小切削厚度时,精车背吃刀量越小越有利于提高表面质量,因为切削厚度越小,工件材料抵抗塑性变形的能力越强,刀具和材料原子之间的相互作用力越弱,加工表面质量就越好。最小切削厚度是一个变量,随着刀具的几何形状、刀具材料、加工材料等切削条件的不同而变化。在加工常见材料时最小切削厚度通常与刀尖圆弧半径R有关,但当精加工背吃刀量小于最小切削厚度时,反而会降低工件表面质量,因为在车削加工时工件与刀具之间主要是切削关系,当背吃刀量过小时,工件与刀具都会有一定的弹性变形,导致工件与刀具之间除了切削关系外还加大了两者间的磨擦,而磨擦的存在则会直接降低工件的表面质量。所以设置适当的精车余量对于提高工件的表面质量就显得尤为重要,一般取ap=0.1~0.4mm,采用圆弧刀尖时,ap=0.3R-0.7R。
进给速度是影响表面质量的主要因素,确定时应以减小刀具与已加工表面的接触时间从而减小已加工表面塑性变形为准。精加工时,一般取 f=0.05~0.1mm/r,采用修光刃时,f≈0.8b(b 为修光刃的长度)。
提高切削速度有利于提高表面质量,当切削速度达到一定值后,表面质量反而会降低,同时切削热会大幅增加,热变形会加大,尺寸精度难于控制,应合理使用切削液。精加工的切削速度应参考切削用量手册结合加工经验确定。
2.2 切削液的合理使用
合理使用切削液可以改善切屑、工件与刀具之间的摩擦情况,抑制积屑瘤的形成,从而降低切削力和切削温度,减小工件的热变形和刀具磨损,提高刀具的耐用度、加工精度,改善已加工表面的质量。切削液通常分为油基切削液和水基切削液,油基切削液润滑性能较好,冷却效果较差,润滑性能相对较差,冷却效果较好。
不同的材质刀具其耐热温度不同,选用的切削液也有所不同,常用的刀具材料有高速钢、硬质合金、陶瓷、金刚石等。高速钢允许的最高温度为600℃,在低中速切削时发热量不大,可采用油基切削液或乳化液冷却,高速切削时,由于发热量大,为避免油基切削液会产生较多油雾,故采用水基切削液;硬质合金其硬度高且耐高温,允许工作温度可达1000℃,具有优良的耐磨性能,但在使用硬质合金合金刀具时应注意均匀地冷却刀具,以免造成刀具受热不均匀而产生崩刃,油基切削液的热传导性能较差,使刀具产生骤冷的危险性要比水基切削液小,故硬质合金一般选用含有抗磨添加剂的油基切削液;陶瓷、金刚石都具有很高的硬度和高温耐磨性,一般采用干切削或采用水基切削液,特别适合加工一些高强度或不宜污染的材料,如碳纤维。
粗加工进给量较大,切削力大,发热大,应选择冷却性较好的切削液,一般半合成水基切削液;精加工进给量较小,相对发热量较小,对工件表面精度要求较高,一般选用润滑性较好、浓度较高的半合成切削液。
3 结束语
影响车削加工尺寸精度和表面质量的因素很多,除了上述因素还包括 刀具几何形状、机床刚性、工件和刀具材质等多方面影响,操作者要十分熟悉数控车床的性能和功能以及加工过程中影响加工质量的主要因素,不断提升自身的理论水平和数控机床的操作能力,从而提高自己分析问题和解决问题的能力,掌握更多的保证数控车床加工质量的方法和措施,充分利用现有设备设施为零件的加工服务。