板木复合衣柜门板结构与工艺研究
2020-09-01孙胜玉SunShengyuampWanHui
■孙胜玉,万 辉 Sun Shengyu & Wan Hui
(东北林业大学,黑龙江省哈尔滨 150000)
在传统制作工艺中,木质衣柜门板通常采用实木框架结构,而实木框架结构的制作工艺复杂,用材主要为实木,费用较高且易变形难以实现机械化生产[1]。随着名贵木材供应日益减少,人类对木材的需求量越来越大,应用的范围越来越广, 要求的品质也越来越高[2]。而现阶段在家具市场,板式家具以其造型丰富多变,价格适中,结实耐用深受消费者喜爱[3]。家具行业的发展也进入了新常态,行业需要在产品结构,加工制造,创新服务等方面不断提升,以适应新的发展阶段[4]。因此对人造板的应用与研究也顺应了市场资源的要求。基于实木框架结构的问题,设计出一系列外观造型仿实木框架结构的板木复合型衣柜门板。此系列产品共2款,每款又分2种结构。采用胶合板为基层板附加实木线条的方法替代实木框架结构。
木材的变形主要是由木材内水分吸收与释放引起的[5]。而胶合板是多层单板旋切胶合而成,且坚持奇数层的原则和对称原则即胶合板相邻层纤维方向相互垂直并且对称中心两侧的单板,在树种、厚度、含水率、层数等方面相互对称,因此当其发生干缩湿涨时相邻层会相互抑制,从而使变形量得到控制。此外,胶合板是中国人造板中产量最大板种,2014年全国生产胶合板约1.497亿m3,生产设备也得到提高,生产效率提升,生产质量也提高很多[6]。因此,采用胶合板为基层板代替实木基材具有很强的现实意义和试验价值。
1 实验内容
以多层胶合板为基础单侧附加实木线条并封边制作衣柜门板,测试5个月后门板的变形情况。
2 实验目的
测试多层板单侧附加线条后,门板整体变形度是否满足产品要求,并选择最佳设计方案,确定加工工艺。
3 实验材料和仪器
3.1 实验材料
3.1.1 板材及封边条
基层板采用临沂福猫板材厂生产的胶合板。
附加线条采用东南亚橡胶木指接板。封边条选用25道水曲柳封边条。
该实验所需板材尺寸规格(表1)所示。
3.1.2 胶黏剂
该实验所需胶黏剂种类及相关参数(表2)所示。
3.2 实验设备
该实验所需主要仪器设备(表3)所示。
4 实验过程及方法
4.1实验过程
门板的制作在实验室车间完成其主要制作流程如下:板材的选择—裁切—抛光—(铣槽)—(封边)—涂胶—粘贴线条—气钉固定—冷压—余胶处理—(封边)—封闭底漆—挂墙观察。

表1 板材尺寸规格

表2 胶黏剂相关参数

表3 主要仪器设备
实验用的板材为临沂福猫板材厂生产提供的胶合板,尺寸规格为2420mm×1220mm×n,在选材时对板材进行了质量检测,对于存在胶合板常见质量缺陷的进行了筛选。如:叠芯、离缝、鼓泡、开胶、胶层脱皮、版面压痕、过度翘曲等[7]。选用相对平整、花纹较优、质量合格的优质素板进行试验以免影响实验结果,确有弯曲的选择弯曲变形小的素板,在凹面进行涂胶。
4.2 工艺参数的确定
根据国标规定胶合板I、II类产品的含水率应在6%~14%[8]。本实验所用胶合板均符合这一标准。根据各胶黏剂的特性和几种门板款式的结构特性进行制作,工艺参数(表4)所示。施压方式均为冷压,强度为4.2MP,重力15T。
4.3 封边工艺
人造板封边不仅可以使板材环保,美观,而且很大程度上可以体现人造板的质量,对木材起到一定保护作用[9]。但不同的结构具有不同的封边工艺,两种款式的结构不同所以他们的封边方式也不同。A款结构(图4-1)所示,封边时无需封线条位置,只需封基层板即可,因此在附加线条之前直接将基层板封边,而且平板直接封边也利于操作。B款门板的结构(图4-2)所示,B款封边时要将附加线条一同封上,因此B款封边需要在附加线条之后进行。
4.4 涂漆、挂墙观察
封边与附加线条结束后进行涂饰工艺,在试件表面涂饰封闭底漆,其主要目的在于封闭木材表面孔洞,减小木材含水率的变化幅度[10]。为了提高实验数据的真实性和实践性,涂饰完毕后仿照衣柜门板的使用条件将试件进行挂墙观察,每10天测量一次实验室内温湿度值,每40天测量一次门板变形量。变形量的测量方法是用一块2000mm×200mm×18mm的直板沿门板表面对角线平放,用塞尺测量板面与直板的最大偏差[11]。
5 实验结果分析
涂漆后木材存放的适宜温度为23±2°C[12],通过对温湿度变化(图5-1)所示,从7月到12月的5个月时间里温度变化量不大,稳定在17~27°C之间,上下10°C的温差,而且这区间的温度为适宜温度适合木材的存放。但是湿度的变化却非常大,波动起伏明显,这对木材的含水率影响很大,而木材的翘曲变形主要受木材含水率变化引起的。
之所以选择在7~12月份进行此实验,是因为这5个月的时间正好是1个季度,能反映出1年的气候变化规律,可以由点及面,实验数据具有极强的真实性、可靠性。经5个月的观察测量实验数据结果如表5所示。
(表6)为参照中华人们共和国国家标准GB/T3659-1999对试件短边长度在400~500mm之间的翘曲度公差的规定制作[13]。
通过对(表5)中各组样板的翘曲度变化分析可得以下结果:
A1组样板中x样板的所有数据均在0.2mm以下,达到了翘曲度等级的1级标准,质量优异。y样板中的数据除个别数据外也都符合2级标准,质量较优。但是z样板的质量等级却达到4级标准,质量较差。
A2组样板中x样板的标准等级除前2次测量在4级标准外其他都在2级标准。y样板的质量等级也都达到1、2级的标准,质量优异。z样板的变动较大经历了从较大翘曲再回弹的变形过程,性能不稳定。

表4 各款式门板施胶类别及工艺参数

表5 门板变形量数据
B2组实验数据中x样板的翘曲度都在5级标准,y组样板的翘曲度都符合4级标准,z样板的翘曲度都符合4级标准。单从翘曲度大小方面看B2组的样板翘曲度较大,变形严重。但该组中每次测量数据之间的变化不大,也就是说在观察阶段样板并未在原翘曲度的基础上发生较大变化。
通过以上数据结果分析并不足以说明样板的优劣程度,如B2组的实验中虽每次测量的翘曲度都比较大,但每次测量之间的相对变化却很小,经试验记录B组板件在加工成型之前就存在较大的翘曲变形,也就是说B组实验出现的较大翘曲度并不能充分说明其设计的合理性与否。对每次数据结果之间的变化关系分析,就能很好的说明门板结构的设计对翘曲的影响。通过对数据的处理(图5-2)所示。
图5-2为各组中3块样板的挂墙前变形平均值、最大相对变化量平均值、最大变形量平均值。通过图表分析可得:
A1组各项数据都非常优异,均符合2级标准,性能稳定不管是挂墙前变形还是相对变形量都很小,因此这种结构具有很好的稳定性[14]。
A2组数据虽然挂墙前变形较小,但是其相对变化量却很高达到0.63mm,也就是说在成型后观察阶段,这组样板出现了较大的变形,其性能稳定性较差。
B1组样板挂墙前的翘曲极大,虽然样板在成型前就存在一定的翘曲,但其相对变形量同样也达到了0.79mm,这也就说明了这种结构的不合理性且稳定性极差。
变压器的功能便是电压的合理调换。如今,节能型变压器已经涌现在好多地方。显著的优点是,以更少的损耗来运行。无论是单相配变还是三相配变,都拥有了新的功能。一些变压器还能应对一些特殊的要求,结合考虑到噪声等问题,更好的服务于居民。有条件的农村,可以用新变压器替换村里的老式S7及以下型号的变压器。
B2组样板虽然挂墙前翘曲度很高,但其稳定性较好,该组样板的最大相对变形量只有0.47mm,也就是说在观察阶段该组样板相对于挂墙前并没有出现更严重的变形,导致出现这种结果的原因,是在实验样板的选择时板件就存在较大的翘曲度,在实验过程中也有相应的记录。因此证明该种结构的设计性能是稳定的,符合产品要求。
6 结语与建议
6.1 结论
①实验数据结果证明A1和B2的设计具有合理性,产品性能稳定翘曲度符合国家标准。最终确定A1、A2的结构图(图6-1、6-2)所示。
乳白胶为市面上使用最广泛的胶种。在涂胶完成后需要用气钉进行固定,防止冷压时歪离。

表6 翘曲度公差等级标准
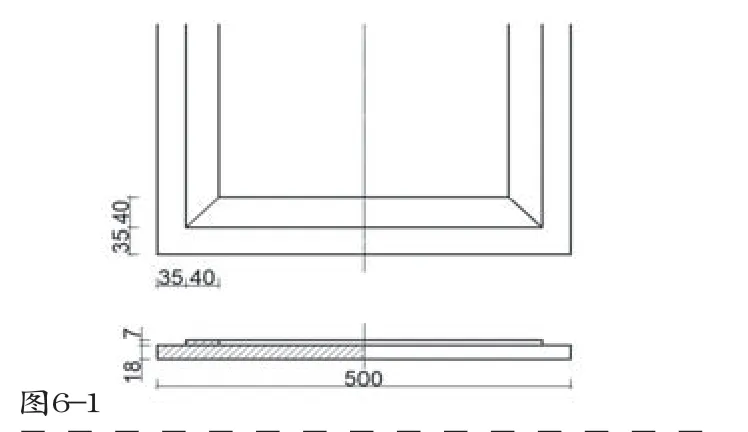
■图6 A1款结构图

■图4-1 A款门板结构图

■图5-1 室内温湿度变化图

■图5-2 不同结构样式变形量对比

■图6-2 A2款结构图

■图4-2 B款门板结构图
②由于2种款式的结构不同因此在加工工艺流程上有一些区别。2种款式的加工工艺分别为:
A1:板材的选择—裁切—抛光—封边—涂胶—粘贴线条—气钉固定—冷压(12h)—余胶处理—涂漆—成型。
A2:板材的选择—裁切—抛光—铣槽—涂胶—粘贴线条—气钉固定—冷压(12h)—余胶处理—封边—涂漆—成型。
6.2 建议
在制作和选择胶合板时要选择含水率达标,质量较优的板材进行加工。
③本次实验未进行线条铣型的设计和实验,而线条附加铣型工艺也就相应的增加了生产难度。线条铣型后进行冷压时,需要将冷压机的压力面覆盖一层柔性材料以保护线性,防止在铣型过程中由于压力过大破坏线型。
