焊缝余高对压力容器的影响及对策
2020-08-21高少平韩超秦国民
高少平,韩超,秦国民
(大庆石油化工机械厂有限公司,黑龙江大庆163714)
焊缝余高指的是凸出母材表面的部分或焊趾连接线以上部分的熔敷金属的垂直高度,在压力容器行业中特指A、B类对接焊接接头同侧焊趾连接线以上部分的熔敷金属的垂直高度。压力容器的对接
焊接接头
一般是多道焊(如各种自动焊、手工焊),后焊的焊道相当于对前1焊道起到保温、缓冷与正火的作用,对消除前1道焊缝焊接残余应力、细化晶粒是有益的,余高相当于对最后1层强度焊道发挥了上述作用,同时也是气孔、夹渣等缺陷的收集区。理想的无余高而又不凹的焊缝难以获得,因此,余高是有用的,它是焊接工艺的需要焊接接头焊完后,余高的工艺作用即完成,此后余高的存在将对容器的安全运行产生某些不利影响,因此要限制余高尺寸,焊缝截面见图1。。
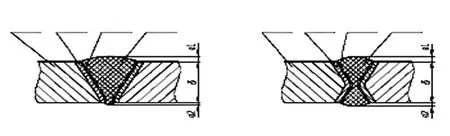
图1焊缝截面
1 焊缝余高对压力容器的影响
1.1 造成焊缝应力集中
焊缝处应力集中的来源1是焊接残余应力,主要分布在熔合区;2是压力容器承受载荷时,由于焊缝余高带来的焊缝处形状的突变引起焊趾处应力集中,并随着焊缝余高增加而增加,焊缝余高越大,应力集中程度越严重,而焊缝的实际承载能力会降低。焊接残余应力可以通过焊后热处理、振动时效处理等方式消除或降低,但焊缝余高引起的应力集中必须通过去除焊缝余高进行消除。
对于承受疲劳载荷的容器,疲劳破坏一般要经历3个过程,生核(形成疲劳裂纹源)→疲劳裂纹扩展→断裂,焊缝余高产生的应力集中和可能带来焊缝缺陷是形成疲劳破坏的重要因素。试验表明保留余高的容器比去除余高的容器平均疲劳寿命短2.1~2.5倍[1]。
对于处于应力腐蚀工况的容器,拉应力、特定化学介质、特定金属材料是引起应力腐蚀要素,有余高的焊缝,焊趾处应力分布复杂,极易产生引起应力腐蚀拉应力,是产生应力腐蚀的重要因素。
对于低温钢、铬钼钢、高强钢容器,运行工况恶劣,并且有些钢种焊接时残余应力较大,对集中应力敏感,焊缝余高更容易形成安全隐患。
1.2 破坏压力容器内外表面的整体连续性
压力容器制造过程中,在焊缝处组装补强圈、衬板等零部件,需将焊缝磨平;某些搅拌釜的搅拌桨叶和内壁间隙很小,容器内壁凸起会与桨叶发生干涉;浮头式、U型管式换热器的管束要求筒体内部焊缝磨平;有的容器内部流体介质容易在不光滑处结垢;有些容器用表面环氧树脂玻璃布进行防腐,或者对衬里与内表面贴合度要求严格,如果存在焊缝余高,将使焊趾处出现缝隙。
2 标准对焊缝余高的要求
JB4732-1995(R2005)《钢制压力容器--分析设计标准》对需按附录C进行疲劳分析设计的容器其A、B类焊接接头表面应与母材齐平,不允许保留余高。对于标准抗拉强度≥540 MPa的钢材及铬钼、碳素钢与低合金钢制低温压力容器,余高按母材厚度控制,最高不得超过3 mm,其它钢制压力容器,余高最高不得超过4 mm[2,3]。
GB/T 150.4-2011《压力容器 第4部分:制造、检验和验收》规定:对于标准抗拉强度大于540 MPa的低合金钢材及铬钼低合金钢材,单面坡口:余高e1不得超过3 mm,余高e2不得超过1.5 mm;双面坡口:余高e1不得超过3 mm,余高e2不得超过3 mm。其它钢制压力容器,单面坡口:余高e1不得超过4 mm,余高e2不得超过1.5 mm;双面坡口:余高e1不得超过4 mm,余高e2不得超过4 mm。
3 焊缝余高的控制对策
3.1 明确焊缝余高合格指标
焊缝余高首先要满足压力容器安全运行、工艺性能要求,对于标准要求去除焊缝余高的容器必须执行,对于标准允许保留一定量焊缝余高的容器,要根据容器所用材料、工况、使用等实际情况,确定不低于标准要求的焊缝余高合格指标。
3.2 加强焊接工艺管理
焊接电流、电弧电压和焊接速度要相互匹配,对开坡口角度加强控制,焊接时严格控制线能量不得超过允许范围,控制好错边量和装配间隙公差,保证间隙均匀一致,做好焊接记录,发挥余高的工艺作用。资料表明,当焊缝余高为0.4 mm,焊接角度为65o时,焊缝疲劳寿命最高,抗疲劳性能最佳[4]。对于可保留的焊缝余高,保证焊缝余高的缺陷低于相应检测标准。
3.3 强化焊缝余高去除和保留质量控制
严格按照设计或工艺要求的合格指标去除和保留焊缝余高尺寸,焊缝余高的去除和保留通常采取打磨方式,打磨范围:焊缝2侧25~50 mm范围,打磨区域应无明显打磨痕迹,沿焊缝方向打磨,打磨表面平滑。对于需要去除的焊缝余高,打磨至与母材齐平,或保留高度不超过0.4 mm(应经过严格的焊接工艺评定);对于可以保留的焊缝余高,焊缝余高不得超过合格指标,焊趾处平滑过渡;对于小直径的内表面,如小直径筒体和接管等,可以采取镗削,或专用工装清除焊缝余高[5]。
4 结束语
焊缝余高不可避免,对焊缝具有重要的工艺作用。焊缝余高会引起局部应力集中,对处于疲劳、应力腐蚀工况容器及低温钢、铬钼钢、高强钢容器会造成装配、检修、运行的影响。
