电永磁吸盘在石油套管接箍切断机下料工序中的应用
2020-08-18李跟社
丁 超, 李跟社, 田 军
(宝鸡钢管西安石油专用管公司, 西安710201)
0 前 言
石油套管生产过程中, 接箍切断岗位人员需要将接箍搬运至成品料筐, 不仅劳动强度大, 而且会产生安全隐患。 以生产J55 钢级Φ139.7 mm规格LC 接箍为例, 每件接箍坯料重10.06 kg,搬运高度1.2 m, 按每台设备400 件/班的产量计算, 每班的搬运总质量为4 024 kg, 劳动强度大。 本研究通过分析电磁吸盘的工作原理, 结合现场实际, 使用电永磁吸盘吸取整层接箍, 自动下料到成品料框, 从而大幅减轻岗位人员的劳动强度, 提高生产效率。
1 设计原理和方案
1.1 磁力吸盘性能对比
磁力吸盘分为电磁吸盘和电永磁吸盘。 电磁吸盘由盘体、 线圈、 面板三部分组成, 线圈中通以直流电产生磁场, 由盘体、 面板、 工件构成磁回路, 将接触在面板表面的工件紧紧吸住。 电磁吸盘的充磁电源大小可调, 可以调节磁力的大小。 电流切断后, 工件仍有剩磁, 使用直流电进行退磁。
电永磁吸盘利用磁通的连续性原理及磁场的叠加原理, 由主磁体和可逆磁体组成。 当励磁线圈受正向激励时, 可逆磁体和主磁体的极性方向相同, 磁场覆盖磁极各表面而产生吸附力, 磁场形成闭合循环, 无磁力损失, 电永磁吸盘的吸力通过电脉冲信号控制。 当励磁线圈受负向激励时, 磁力线从主磁体经过可逆磁体, 通过磁轭回到主磁体, 使得磁场收敛在吸盘内部, 磁极表面不再有磁场, 吸附的物料被释放。
电永磁吸盘和电磁吸盘的性能对比见表1。由表1 可以看出, 电永磁吸盘在安全性、 可靠性、 使用寿命以及维护成本等方面均优于电磁吸盘。 同时结合现场使用工况, 本研究选用电永磁吸盘。
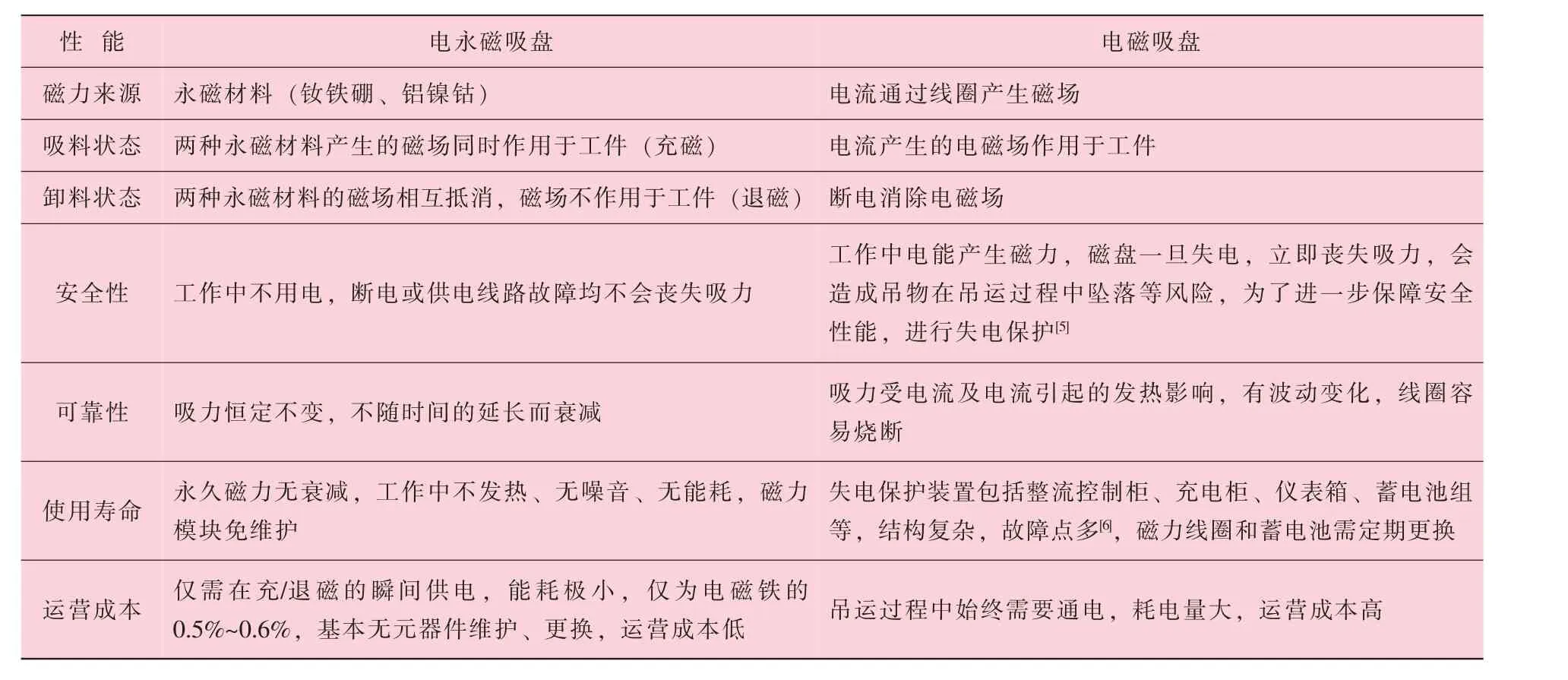
表1 电永磁吸盘和电磁吸盘性能对比
1.2 电永磁吸盘设计方案
在进行电永磁吸盘的材料选择时, 考虑到铝镍钴材料的剩磁较高 (最高可达1.35 T)、 温度系数低, 矫顽力小 (通常小于160 kA/m), 退磁曲线呈非线性分布。 基于以上原因, 选择矫顽力较小、 剩磁较大的LNG40 铝镍钴材料作为可逆磁钢, 同时磁力密度选择160 N/cm2, 该磁钢在磁饱和状态下的气隙磁密Bg为20 000 Gs。
气隙能量有解的表达式为

式中: Bg——气隙磁密, Gs;
Ag——接触面积, m2;
Lg——磁盘与工件的间隙, m;
μ0——真空磁导率, μ0=4π×10-7H/m。
由公式(1) 得到吸引力

为了计算方便, 将公式(2) 转化为

在接箍生产过程中, 由于电永磁吸盘不会和接箍表面完全吸合, 吸附面积是整个面积的90%, 且物料高低不平, 因此有效吸附面积只有80%, 即有效面积系数为0.72。 为了起吊安全,在设计时通常会选择3~3.5 倍的安全系数, 对吸盘的安全系数进行校核。 接箍各规格参数校核明细见表2。

表2 接箍各规格参数校核明细表
2 生产工艺及设备结构
2.1 生产工艺
生产过程中, 切断后的接箍通过料道输送至托盘, 岗位人员只需将接箍码成一层, 并按照工艺要求进行质量检查和编号。 当一整层接箍放满时, 操作人员按下下料按钮, 桁架z 轴上升到安全高度, x 轴移动到待下料接箍位置, z 轴下降到设定位置与整层接箍接触, 电磁吸盘通电对整层接箍进行充磁, 吸住接箍并上升到安全高度,移动到料筐, 电磁吸盘退磁放下整层接箍, 下料完成, 其工艺过程如图1 所示。 不同规格接箍下料只需更改接箍高度参数、 料筐内接箍的层数、吸盘的抓取位置和放料位置, 无需更换工装。
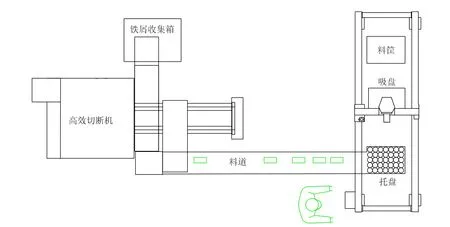
图1 切断机下料生产工艺示意图
2.2 设备结构
接箍下料装置结构如图2 所示。 龙门桁架立柱采用180 mm 方钢, 外形尺寸为4 000 mm×1 800 mm×2 500 mm。 z 轴有效行程2 000 mm,x 轴有效行程3 500 mm, 以便于托盘和料筐的摆放以及吸盘的动作。
x 轴的主动行走轴由伺服电机、 齿轮齿条、导轨双滑块组成, 进行动力输出; 另一侧, 由导轨双滑块形成辅助行走机构, 跟随主动行走轴运动。 z 轴的主动行走轴由伺服电机、 齿轮齿条、导轨三滑块组成, 进行动力输出, 要保证吸盘运行平稳、 无晃动。 x 轴和z 轴的导轨均设立移动式防护罩, 防止铁屑进入导轨和齿轮齿条机构,采用自润滑系统, 便于日常的维护。 托盘和吸盘的平面度安装精度要在±0.5 mm 以内, 确保吸盘可以整层地接触接箍。 缓冲装置里装有弹簧, 防止吸盘在接触整层接箍时冲击力过大, 保护吸盘和伺服电机的使用安全。

图2 接箍下料装置结构示意图
3 自动控制系统
整个控制程序使用PLC 梯形图语言, 作为顺序控制器应用到自动控制中, 对数据量信号、 开关量信号进行处理, 实现过程控制和位置控制。触摸屏连接人机界面, 用于数据显示和参数设置。
电永磁吸盘控制系统单通道充/退磁工作时间不超过0.2 s, 吸料和卸料时间短, 采用PLC进行远程控制, x 轴、 z 轴均采用伺服控制, 电气控制精度为±1 个编码器脉冲, 每一个伺服系统均安装齿轮齿条和编码器, 齿轮齿条定位精度±0.1 mm, 编码器精度±0.01 mm, 满足设备整体定位精度±0.5 mm 的要求。
现场使用触摸屏显示电机的脉冲总数和脉冲输出速度, 从而实现x 轴、 z 轴电机速度的控制。 位置模式可以设定执行的脉冲总数和急停功能, 从而实现电机的位置控制。 控制程序可以根据设定进行电磁吸盘的充/退磁, 实现整层接箍的抓取和卸料。 整个过程实现一键自动下料, 全程不用人工干预。
4 结束语
使用电永磁吸盘进行整层接箍下料, 能大幅降低岗位员工的劳动强度, 每年减少约3 600 t的搬运量, 生产效率提高5%以上, 同时减少了岗位人员搬运接箍时存在的安全隐患。 采用电永磁吸盘, 实现了生产线接箍下料不用人工干预,以较少的投资解决了人员劳动强度大的问题, 达到了预期效果。
