打压透流式屈曲检测器结构设计及分析
2020-08-17田奕丰李红亲程龙生
彭 飞,田奕丰,李红亲,程龙生
(1.中国建筑标准设计研究院,北京 100048;2.中国石油管道局工程有限公司,河北 廊坊 065000;3.浙江石油化工有限公司,浙江 舟山 316021)
1 引言
屈曲检测器是一种用于检测海底管线在海上铺设过程中管道是否发生屈曲变形的专用设备,应用屈曲检测器可以发现管道缺陷并及时解决问题,避免在工程结束后才发现管道缺陷而又不得不花费高昂的费用修复海管。为了提高屈曲检测器的安装效率,传统的单根逐缆安装方式已被摒弃,目前屈曲检测器主流的安装方式是在船侧管道端部紧固密封盲板后利用空压机将屈曲检测器打压推送至着泥点后指定位置进行测量[1-4]。
随着石油资源的开采已从陆地向海洋发展,尤其是一些市政管道的建设,铺设的海管往往不带配重层。在采用铺管船法铺设时,对于无混凝土配重的管道铺设,为了克服管道在水下受到的浮力并使管道顺利的沉落到海床上,往往采用边铺设边注水的施工工艺[5-6]。传统打压式的屈曲检测器必定含有密闭截面,虽然可以通过打压方式推送至着泥点后指定位置,但是不具备透水功能,因此不再适用边注水边铺设式的海管铺设。为了解决上述技术难题,设计的打压透流式屈曲检测器采用透流屈曲检测器本体与法兰式低压爆破片相结合的思路,既保留了打压推送安装工艺高安装效率的优点,又兼具实现了着泥点定位后的透流功能。除此之外,重新设计了盲板打压机构,从安全性和可操作性方面提出新的安装工艺,并成功应用于广东海管项目,有效的缩短了海上安装的施工周期,节约了施工费用,经济效益显著。该设计方案和安装工艺对该类管道的铺设具有前瞻性的意义。
2 屈曲检测器的工作原理
2.1 传统屈曲检测器的工作原理
屈曲检测器主要用于检测管线在海上安装过程中管道及管道弯曲部分的变形,以便于及时发现管道是否存在缺陷,并及时解决问题。传统打压式屈曲检测器的结构形式主要由两块测量板、两组支撑轮、万向拉环及密封胶垫构成。测量板直径一般为管道内径90%至97%, 施工过程中由卷扬机或人工牵引作为动力,使其沿管道内部运行检测管道。常规使用的屈曲检测器,如图1 所示。
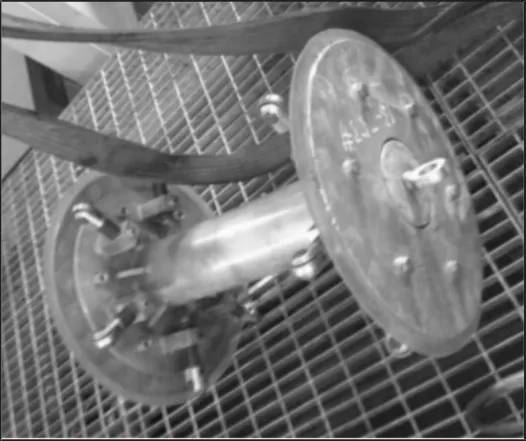
图1 传统打压式屈曲检测器Fig.1 The Traditional Mamometric Buckling Detector
在正常铺设过程中,为了检测海管是否发生屈曲以确保海管施工质量,需要使用屈曲检测器。目前常规浅水的屈曲检测工艺由一个屈曲检测器和若干根的标准索具组成,使用时通过单根逐次连接的形式,将屈曲检测器移动安装到着泥点后相应距离进行测量[7]。其工作状态,如图2 所示。

图2 铺设期间屈曲检测器位置示意图Fig.2 Sketch Map of the Buckling Detector During Laying
由于单根逐缆的安装方式效率很低,安装过程繁琐,需要频繁的取出内焊机或内对口器,尤其是当深水铺设时,着泥点距离管口安装位置较远,需要的缆绳很长,且标准钢丝绳之间通过卡环及其他形式连接增加了失效或磨损的风险,因此使用单根钢丝绳连接屈曲检测器的工艺革新是最经济且有效的方式。目前国内外先进的安装方式是采用空压机吹动密闭状态下管线内屈曲检测器的形式将其推送至着泥点后指定位置。
该套装置主要由一台空压机、用于密封海管管头的盲板机构、钢丝绳以及屈曲检测器构成。安装过程为先将屈曲检测器安装在管道中,之后用盲板机构密闭管道,使用空压机通风送气吹动屈曲检测器在管道内移动,同时单根钢丝绳不断向管道输送,最终到将屈曲检测器推送至着泥点指定位置[8],如图3 所示。

图3 管口打压设备安装Fig.3 Pressure Equipment Installation at the End of the Pipe
2.2 边铺设边注水铺管方式中的应用
对于采用铺管船法的S-LAY 铺设而言,其管道在水下S 弯段的形态和应力状态是由托管架滚轮布置状态和张紧器张力来共同控制的。然而对于无配重海底管道的铺设,由于水浮力的影响,管道与托管架的拟合状态无法保证,很容易形成局部应力过大导致局部屈曲,因此此类管道的铺设往往采用边注水边铺设方式,使管道内液位低于海面一定高度(其高度差可以通过Offpipe软件计算得出),来保证在铺设过程中管道的应力始终控制在许用应力范围以内[9-11]。
边注水边铺设方式的过程往往配合岸拖工序进行,即利用岸拖方式将待铺设的无配重海管从铺管船上牵引至陆地侧起始端,管道就位后,在船侧管口位置开始安装屈曲检测器。当屈曲检测器打压推送至指定位置后,取下打压装置并将屈曲检测器的钢缆端部固定在绞车缆绳上,此时便可在陆地端注水平台注水,使近岸端管道依次向船侧开始下沉,直至达到计算的液位差,之后便可像正常的S-LAY 铺设方式一样,采用边铺设边注水的方式时刻保持液位差稳定,如图4 所示。

图4 岸拖工序Fig.4 The Shore Towing Process
3 打压透流式屈曲检测器结构设计
3.1 打压透流式屈曲检测器结构设计
为了检测边铺设边注水方式施工的海底管道的屈曲情况,以广东海管项目为例,利用低压法兰夹持式爆破片与透流式屈曲检测器本体结合的方式,设计了一种打压透流式屈曲检测器,并在透流孔布置和支撑轮数量方面重新设计,如图5、图6 所示。

图5 打压透流式屈曲检测器Fig.5 The Through-Flow and Mamometric Buckling Detector

图6 爆破后的打压透流式屈曲检测器Fig.6 The Through-Flow and Mamometric Buckling Detector After Blasting
其原理是将法兰夹持式的低压爆破片机构焊接在屈曲检测器的末端,屈曲检测器本体上在不影响强度的情况下尽可能的开透流孔,使最小透流截面的过流面积尽量大,以使其移船过程中需要绞车提供的拖拽力尽量小。在安装时将其用天吊放入管道之中,其爆破片和屈曲检测器密封盘之间组成密封截面,与传统的打压方式类似,利用密封盲板和空压机将其推送至指定位置。接下来将船侧屈曲检测器携带的钢丝绳端部固定,继续打压,直至爆破片爆破。爆破片爆破后便形成透流孔,进而实现了打压后透流过水的功能。在实际设计的过程中,需要根据不同的实际工况区分考虑如下问题:
(1)为了确保透流面积足够大,屈曲检测器内筒直径的确定需要综合考虑测径板内径、配合的爆破片尺寸、内筒直径增加引起整体重量的增加幅度。
(2)通过工程经验可知,屈曲检测器用于支撑的滚动轴承极易磨损,考虑本海底管道为大直径海管,为了减小单个支撑轴承的受力,采用单侧12 个支撑轮的设计方案,以保证工作状态下始终有12 左右的支撑轮分担重力,从而提高支撑轮的使用寿命。此外,支撑轮的增加减小了单个支撑弹簧所需的刚度,在保证同心度的前提下减小了屈曲检测器过焊缝和弯管时卡住的可能性。
(3)在保证强度的前提下,应保证整体重量尽可能的小。
(4)在安装之前需要经过缜密的计算,确保爆破片的爆破压力高于正常打压推送时的额定压力的2.5 倍,以避免由于误操作和设计偏差致使打压过程中爆破片爆破。
3.2 打压透流式屈曲检测器安装工艺
铺管船上打压操作属于高危操作,为了配合打压透流式屈曲检测器的安装,本项目自主设计了一套带有自动泄压回路和压力监控回路的盲板机构,以对整个打压过程进行监控和风险控制,如图7 所示。
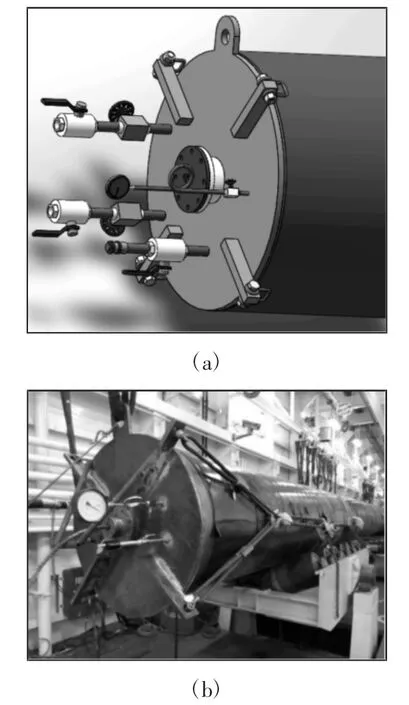
图7 安装示意图Fig.7 The Installation Diagram
设计的打压盲板机构由盲板本体、吊耳、固定机构、密封胶垫、压力监控通道、自动泄压通道、打压通道、两半式进缆法兰组、泄压通道、缆绳高度调节架等组成。在部件加工之前,需根据屈曲检测器和牵引缆绳等各种参数计算出合理的打压推送压力和爆破压力,之后对爆破片进行选型。之后对压力表量程和自动泄压阀的泄压值进行选取。所有型号选定后,再根据管道尺寸制作打压盲板机构。
安装时首先将屈曲检测器置于管道内,随后牵引钢缆穿过盲板机构上底部法兰,之后将盲板机构整体固定在管道端部并保证密封。用填充硅胶垫的两半式法兰密封住牵引缆绳进口通道,并用螺栓将法兰对与底部法兰预紧,如图8 所示。所有设备调整后,操作人员在管道侧向通过压力表远距离控制进气通道的流量,使压力控制在推送压力左右,直至牵引钢缆输送至标记位置(表明屈曲检测器已在着泥点后指定位置),此时缓慢停止打压。

图8 填充硅胶垫的两半式法兰Fig.8 The Two-Halves Type Flange Filling with Silicone Gaskets
将屈曲检测器打压推送至指定位置之后,利用泄压通道将管道内压力泄去,将自动泄压通道的手动球阀关闭,使自动泄压功能失效。之后取下两半式法兰对,将牵引钢缆端部通过卸扣与事先预制的拉环相连,最后将拉环和密封垫通过螺栓紧固在底部法兰上,如图9 所示。拉环的巧妙设计避免了固定点选取和密封难以保证的难题,操作简单,结构紧凑。所有设备调整后,操作人员侧向通过压力表远距离控制进气通道的流量,使压力升高至爆破压力,直至压力表压力突然降为零左右(表明爆破片已爆破,实现透流过水功能),到此打压透流式屈曲检测器安装完毕。

图9 拉环Fig.9 The Pull-Tab
本安装工艺的操作难点为压力控制,爆破压力需为推送压力的2.5 倍以上,以避免操作过程误操作或者设计出入引起打压推送过程中爆破片意外爆破。此外,本设计还提出了采用自动泄压阀与手动球阀结合的自动泄压通道作为双保险,将打压推送压力始终限制在爆破压力以下,以保证爆破片的完整性。
4 打压透流式屈曲检测器受力分析
4.1 打压透流式屈曲检测器受力分析
在方案制定初期,爆破片和自动泄压阀的选型及牵引绞车的拖拽力校核是设计难点。在额定推送压力选取时应遵循人为放大法,即宁取大值舍小值,其放大导致的误差带来的影响有利无弊。当采用岸拖工序安装时,参考如式(1)所示。

式中:P推送—额定推送压力;P爆破—爆破压力;P自泄—自动泄压阀额定压力;m屈—屈曲检测器重量;m钢缆—牵引钢缆的重量;g—重力加速度;f钢缆—牵引钢缆与密封法兰对之间的摩擦力;A屈—屈曲检测器的密封截面积。
在校核绞车拖拽力时,只需将各个力线性叠加后取一定的安全系数即可。可以参考式(2)~式(4)。

式中:F牵引—计算得到的牵引力;F水—屈曲检测器注水后在管道内以一定速度拖行的拖拽水阻力;f内或对—内对口器或内焊机与管道的摩擦力;η—管道形成的S 弯段对牵引力的影响系数;F绞车—牵引绞车所能提供的最大牵引力;ξ—校核所取的安全系数。
由于设备的复杂性和施工成本的限制,在计算F水的时候无法采用实验方法测得,经济可信的方式为用FLUENT 软件模拟计算求得。在FLUENT 软件中利用布尔运算技术采取1:1 建模,考虑来流充分发展,来流端取直径的10 倍,背流端取直径的20倍,导入到FLUENT 中,得到流体域,如图10 所示。

图10 FLUENT 中的三维模型Fig.10 The 3-d Model in the FLUENT Software
根据实际工程数据,推荐η、ξ 的取值分别为1.2,2.5。
4.2 广东海管铺设项目应用实例
某海管项目铺设的海底管道直径为1016mm,壁厚为15.9mm,采用岸拖方式完成近岸段的铺设,之后采用铺管船法边铺边注的方式完成剩余管道的铺设。该项目采用上述盲板打压机构和安装工艺成功完成了打压透流式屈曲检测器的安装。安装过程中,通过调节空压机进气阀门,钢缆进缆速度平稳可控,推送压力和爆破压力与设计方案的数值十分吻合,工程数据,如表1 所示。
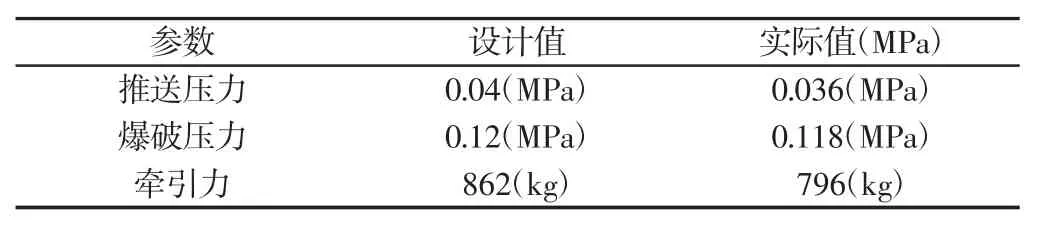
表1 施工参数对照表Tab.1 Distribution of Factors and Levels
5 结论
为了解决边注水边铺设方式施工方式时传统屈曲检测器无法实现打压透流功能的难题,采用法兰夹持式低压爆破片和透流屈曲检测器本体相结合的思路,自主设计并改进透流式屈曲检测器及打压盲板机构,提出了一种新型的打压透流式屈曲检测器,并成功应用于广东海管项目。依托工程实践详细阐述了透流式屈曲检测器及打压盲板机构的结构构造和安装工艺,明确了设计难点和力学分析等技术要点,并给出关键参数的推荐值,对今后相似工程的施工具有前瞻性的指导意义。
