RP120-80 辊压机主轴承结构分析及改进
2020-08-03王坷刚孙永生
王坷刚,陈 波,孙永生
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2矿山重型装备国家重点实验室 河南洛阳 471039
辊压机自 20 世纪 80 年代问世以来,在水泥行业得到快速的推广应用,由于其在破碎领域显著的节能效果,且随着产品技术的不断发展,在国内金属矿物破碎、冶金球团领域迅速扩大应用[1]。由于矿物种类繁多,物料性质差异极大,因此对辊压机的可靠性提出了更高的要求。
挤压辊主轴承是辊压机的核心部件,其故障率及使用寿命直接影响到辊压机的质量。目前大部分辊压机采用调心滚子轴承做为挤压辊主轴承,常州现场运行中这种轴承的使用寿命大约为 1~2 a。轴承损坏后会出现点蚀、剥落,甚至会出现滚动体和内外圈开裂等问题[2]。轴承损坏会直接导致辊压机无法运转,而且轴承损坏后维护工作量大,特别是传动侧轴承更换时,还需要拆除减速器等部件,更换时间长达 3 d,更换费用高昂且影响生产。
1 工况条件
1.1 轴承受力条件
辊压机由一对相向旋转、水平放置的挤压辊组成。具有一定料压的物料在整个挤压辊宽度方向被挤压辊连续地带入辊间进行破碎。挤压辊及轴承受力如图 1 所示。在运行过程中,由于物料颗粒形状存在差异,并且物料沿挤压辊宽度方向会有一定的偏析,所以挤压辊间两侧辊缝会出现偏差,使挤压辊在承受径向力的同时还会受到轴向力作用,并发生一定角度的偏摆,偏摆角度可达到 0.5°。因此,辊压机轴承既要承受主载荷径向力,同时还要进行调心并承受轴向力。

图1 挤压辊及轴承受力示意Fig.1 Force sketch of squeezing roller and bearing
通常采用比压力衡量辊压机的挤压力,

式中:P为挤压辊受到的比压力,MPa;F为挤压辊受到的径向挤压力,kN;D为挤压辊直径,m;B为挤压辊宽度,m。
目前辊压机运行的比压力通常为 3~5 MPa。以RP120-80 辊压机为例,在破碎物料时挤压辊受到的径向力达到 2.88~4.80 MN。挤压辊由 2 个轴承进行支承,单个轴承径向受力达到 1.44~2.40 MN,同时由于辊偏等原因,径向挤压力还会产生最大约 10%的轴向分力。
调心滚子轴承采用径向当量动载荷对轴承的负载进行计算[3]。

式中:Pr为径向当量载荷,kN;Fr为径向载荷,kN;Y1为载荷计算系数,Y1取 1.8~1.9;Fa为轴向载荷,kN。
1.2 轴承润滑密封要求
1.3 轴承冷却
由于润滑脂的散热能力较差,在高载荷作用下轴承摩擦发热量大,而轴承温度过高又会引起润滑脂黏度降低,润滑效果下降,而且温度过高对轴承材料性能也会有一定的影响,会降低轴承的使用寿命。因此需要对主轴承进行强制冷却,降低其工作温度。
2 轴承失效分析
目前国内大部分辊压机采用调心滚子轴承作为挤压辊主轴承,并采用 V 形或 J 形密封圈对轴承进行密封,同时设计有多种轴承座冷却水道形式对轴承进行强制水冷。
2.1 轴承结构
调心滚子轴承本身具有承受轴向力、径向力及调心的多重功能,作为主轴承能够满足辊压机的工况要求。调心滚子轴承为便于拆卸均采用锥面配合,对轴承内圈及其配合的加工精度要求较高。
2.2 轴承密封
轴承密封如图 2 所示,在靠近挤压辊破碎物料的区域布置有 2 道橡胶密封。辊压机采用调心滚子轴承时,在辊偏状态下挤压辊与轴承座会产生偏角,挤压辊在偏摆方向一侧对密封圈进行局部挤压,而在另一侧又会使密封与挤压辊的配合间隙变大,会造成挤压侧密封局部磨损使,密封寿命及密封性能降低,同时在非挤压侧由于间隙变大,粉尘会进入轴承中导致密封失效。

图2 轴承密封Fig.2 Bearing sealings
2.3 轴承冷却
辊压机主轴承的冷却是在轴承座上加工冷却水道进行强制水冷。
(1)环套式冷却如图 3 所示,在轴承座内孔镶嵌环套对轴承进行整圆冷却。环套式冷却前期冷却效果好,但由于冷却水中污染物会堵塞水道,无法对污染物直接进行清理导致冷却效果下降。由于环套为薄壁环,长期受力下环套易发生变形,造成轴承外圈接触不良导致轴承损坏。
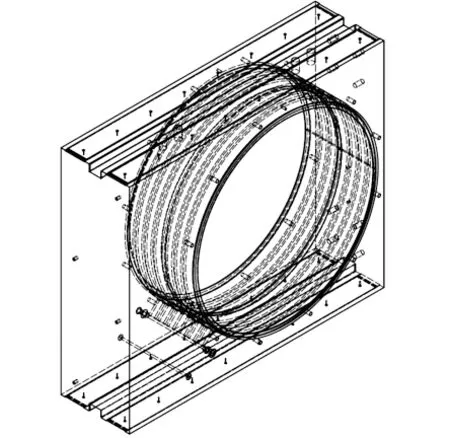
图3 环套式冷却Fig.3 Annular cooling
(2)局部冷却如图 4 所示,在轴承座受力端加工冷却水孔,对主要发热部位进行冷却[5]。在轴承座受力端加工贯通的冷却水孔,在水道堵塞时能够直接疏通清理,不会发生堵塞。但由于只有局部冷却,热量会随着轴承的旋转传导到轴承座其他部位,造成整体冷却效果不佳。
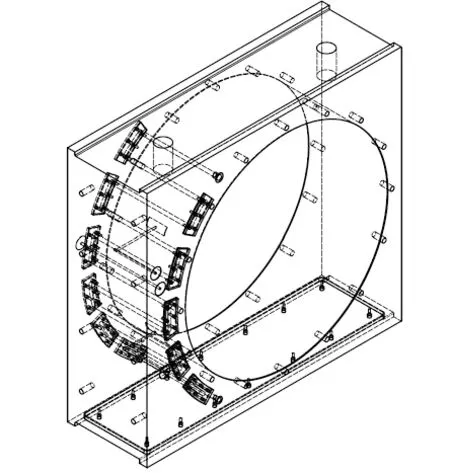
图4 局部冷却Fig.4 Local cooling
3 改进方案
RP120-80 辊压机在改造前,由于辊面局部磨损、物料偏析造成辊偏较大,轴承受到的复合载荷较大,同时密封效果不好,轴承内润滑脂经常污染,冷却水道堵塞,轴承运行温度 >55 ℃,造成轴承经常损坏。
3.1 轴承结构改进
组合式轴承及密封如图 5 所示。采用圆柱滚子轴承+推力轴承的组合式轴承结构取代原有的调心滚子轴承结构。圆柱滚子承载径向力,推力轴承承载轴向力,轴承座上配备关节轴承进行调心,使轴承的复合载荷分流为单一载荷,改善轴承受力条件。

图5 组合式轴承及密封Fig.5 Combined bearing and sealings
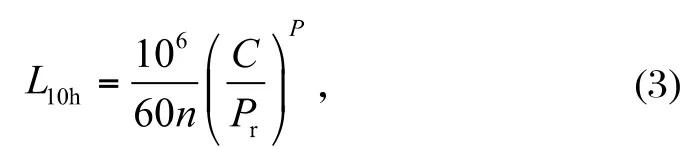
式中:C为轴承额定载荷;Pr为当量载荷;P为寿命公式指数,滚子轴承为。
由式 (3)可知,轴承额定寿命与当量载荷Pr的次方成反比。采用改进结构后,圆柱滚子轴承仅承载径向力,轴承受到的当量载荷Pr=Fr,与调心滚子轴承相比,其当量载荷降低了 18%~19%。
3.2 密封结构改进
轴承密封采用径向与轴向综合密封结构,加强密封效果。由于轴承结构改进,在辊偏时轴承座随挤压辊一起偏摆,使密封圈的内外圈始终处于同轴状态,避免了密封圈局部受压及漏粉的现象,提高了轴承的密封性能。
3.3 冷却结构改进
综合环套式冷却和局部冷却的优点,轴承座冷却采用三面直通式冷却水道,如图 6 所示。相比局部冷却,该冷却方案在轴承座内孔上下两侧增加了冷却水道以提高冷却效果,同时在水道发生堵塞时能够直接疏通清理,从而能保证长期良好的冷却效果。经改进后该 RP120-80 辊压机轴承温度降低至 45 ℃ 以下。

图6 三面直通式冷却水道Pig.6 Three-way through cooling channel
4 改进效果
自2014 年始陆续完成了 3 台辊压机的全部改造,通过改造全面优化了轴承的受力状态,润滑、密封及冷却性能,使现场挤压辊轴承使用寿命由平均 1 a 提高到了 5 a 以上。
5 结语
辊压机作为一种高效、节能的粉碎设备,应用范围越来越广泛,提高主轴承的使用寿命对保障辊压机的运转率具有重要意义。选择合理的轴承、密封和冷却结构,能够有效地提高辊压机主轴承的使用寿命。通过整体更换总成的方式对辊压机进行改造优化,可提高辊压机的运转率。
