酸奶发酵罐CIP清洗效能优化研究
2020-07-31陈寿民韩峰
陈寿民,韩峰
(1.达能乳业(上海)有限公司 质量安全管理部,北京101107;2.上海美凯纯生物科技有限公司技术开发应用部,上海200120)
0 引 言
酸奶是发酵乳的俗称,定义为:以生牛、羊乳或乳粉为原料,经杀菌、发酵后制成的pH 值降低的产品[1]。根据尼尔森2018 年发布的零售数据显示,在中国乳制品份额占快消整体超过两成(21%),酸奶市场更是增长迅速,举例谷物酸奶销售贡献增长率从2016 年的49%上升到2017 年的51%,高端酸奶(产品均价超过品类平均价格20%及以上)的销售额贡献从2016 年的40%增长到了2017年的45%,增长潜力不容小觑。
发酵罐是搅拌型酸奶生产工艺中的重要生产设备,需要制定周期性的清洁。不合理的清洁方案会导致企业能源过度浪费、生产效率降低,严重的可能引发食品安全危机事件[2]。在我国GMP 第一百四十三条规定:清洁方法应当经过验证,证实其清洁的效果,以有效防止交叉污染。在美国FDA《清洁程序验证检查指南》[3]中第四条规定:生产企业对各设备及被清洗对象部件进行清洁验证之前,应明确制定书面验证计划,在计划中应规定取样、分析方法。在欧盟GMP 第四十一条:清洁验证的设计不应采用“不断检验,直至清洁”的方法。在WHO GMP 第一百五十五条:用于设备清洁的方法应充分经过相关性及效果验证,证实其清洁的效果有效,以有效防止出现污染和交叉污染。
路文革等针对啤酒发酵系统使用了Δ COD 值(重铬酸钾法[4])及Δ pH 值变化监测清洗的杂质物残留量,进行CIP 要素优化提高了发酵罐的清洗和消毒效果[5];检测食品或设备表面的ATP 含量可以很好的反应总体卫生状况[7],该方法广泛应用于类似HACCP体系中污染的在线监测及定量判定[8]。邢书霞等[6]通过对预处理后医疗器械清洗前、后使用ATP 验证器械的清洗效率,并以此评价CIP 清洗效果[9]。在2018 年国家发布了食品接触表面清洗消毒效果试验ATP 快速检验方法[10],可作为主要验证手段用于设备清洁消毒洁净度的快速验证。但相关方法综合应用于酸奶发酵罐的CIP 清洗效能优化方案还不成熟,制约了行业及企业发展。
本研究通过选定酸奶发酵罐结垢清洁难点作为评价对象,并针对制约企业发展较大的CIP 时间要素,研究一套有效的评价及优化方法,用于指导酸奶企业达到提效、节能、减排目的。
1 材料和方法
1.1 实验材料
清洗用软化水,由北京通州自来水公司提供,总硬度≤180 mg/L,pH 值5~7.5。
复合酸、碱性清洗剂,由上海泰华施清洗剂公司提供,浓度30%~37%。
主要试剂:0.2500 mol/L 重铬酸钾标准溶液、试亚铁灵指示剂、0.1 mol/L 硫酸亚铁铵标准溶液、硫酸—硫酸银溶液、化学纯硫酸汞。
1.2 仪器
15 t 不锈钢酸奶发酵罐(罐内含旋转洗球及定位洗球、温度、液位传感器等);CIP 清洗系统(含10 t 碱、酸清洗剂罐、回收水罐、软化水罐、清洗供料泵Q=25 m3/h、回流泵Q=30 m3/h、清洗线路直径63 mm、在线流量计、电导仪、温控仪、PLC 控制器等)、LUYOR-3130 黑光灯、Hygiena System SURE Plus ATP 荧光检测仪及检测拭子,上海美凯纯生物科技有限公司;pH 值检测仪。
1.3 实验方法
1.3.1 酸奶发酵罐CIP时间要素调查方法
在对酸奶发酵罐CIP 基本程序分解基础上,通过设计跟踪调查图表、跟踪30 组独立酸奶发酵罐CIP 时间要素的具体参数值,制作了CIP 清洗步骤耗时分解表,体现出参数固定值及非固定值分解统计各分步骤最长最短时间。
1.3.2 统计分析方法
对首次水冲洗后样品浑浊度感官判定法与COD检测法进行比较,比对项目为量化准确性,并对数据变化趋势图模拟分析讨论标准有效性。碱洗时间的测定通过黑光灯法、光源放大镜校正视力法、裸视法及ATP 检测法等结果分析方法的检出合格率判定各方法是否存在差异显著。
每个试验均重复50 次,试验结果采用Duncan's multiple test方法进行比较分析。
1.3.3 酸奶发酵罐CIP清洗覆盖率验证方法
基于各清洗要素调查基础上,对50 个独立酸奶发酵罐在满足清洗时间、温度、浓度、流量设定限值等要求清洗后,由经验丰富的操作工通过人孔下罐使用强光手电检查喷淋器状态及罐壁、搅拌、取样器等部位有无明显异常情况,并分外源性(异物、杂质)与内源性(奶垢)统计异常频次,并对存在异常的详细描述问题,将检查结果记录在调查表中。
1.3.4 各CIP清洗效能优化步骤的验证方法
1.3.4.1 清洗化学洁净度验证
首次冲水洁净度:冲洗过程中回流线取样阀上每隔100 s 连续取样10 个。通过感官评价浑浊度,评价洁净度,输出不同浑浊度描述的定性结果。不浑浊判定为达到冲洗效果。通过对样品送检COD 值(重铬酸钾硫酸回流法(简称标准法))检测洁净度,输出不同浑浊度的COD 值。COD 变化值不明显作为判定达到冲洗效果。
清洗液浓度:酸碱滴定法(国标法)、在线电导值检测。
有机物定性检测试验方法。
裸视法:裸视法即对清洗后的设备直接用肉眼观察清洁度。观察清洗后设备不易清洗部位的表面,清洁、光亮、无可见污物、无奶垢即为合格,否则为不合格。
光源放大镜校正视力法:用10 倍光源放大镜观察清洗后的设备,观察清洗后设备不易清洗部位是否有残留物质。表面无有机物残留、清洁、光亮、无可见污物、无奶垢即为合格,否则为不合格。
黑光灯法:配备防护眼罩,打开黑光灯对选定的设备不易清洗部位进行设备清洁效果检查,有显示荧光,表示未清洗干净阳性,反之为清洗干净。
有机物定量检测ATP 荧光法:用ATP 采样器中无菌预湿润(含有细胞裂解剂)的专用达克纶拭子,在清洗后的设备表面上涂抹被测区域(30~45°角、10×10 cm 表面),边涂抹边旋转拭子头,横向、纵向各往返擦涂5-6 遍。检测结果值≥30 RLU 判定为有机物残留超标,(RUL 为ATP 荧光仪可识别的相对光单位,在System SURE Plus 荧光仪上使用Ultrasnap 检测拭子时,1 RLU≈1 fmol ATP。经与厂家共同确认,此判定标准严于裸视法、校正视力法、黑光灯法判定标准)。清洗剂回收合理浓度判定方法:以在线电导仪检测显示结果为准。
1.3.4.2 清洗微生物洁净度验证
对试验发酵罐生产的终产品出厂按照GB19302-2010 微生物限量规定批检产品微生物指标。数据连续跟进三个月(抽样样本量200 个),无异常结果判定优化效果有效。
大肠菌群:GB 4789.3-2016 食品安全国家标准食品微生物学检验大肠菌群计数
酵母菌:GB 4789.15-2016 食品安全国家标准食品微生物学检验酵母菌和霉菌计数
霉菌:GB 4789.15-2016 食品安全国家标准食品微生物学检验酵母菌和霉菌计数。
2 结果与讨论
2.1 酸奶发酵罐CIP时间要素调查
酸奶发酵罐从生产到CIP 清洗是一个循环过程,其中CIP 清洗作为整个生产的一部分主要分为5 个步骤:首次水冲洗、碱洗循环、中间水冲洗、酸洗循环、最后水冲洗。通过生产实践发现,除了以上所描述的清洗必须环节及参数之外,在实际的CIP 清洗流程设计过程中,各个步骤的切换衔接是否高效,对每一步及最终的设备CIP 清洗效果及效率起到决定性作用。经调查分析,酸奶发酵罐CIP 清洗的各个步骤可细化分解到26 个环节。在CIP 清洗程序设计中对各环节进行有效的衔接可确保发酵罐设备CIP 清洗的高效执行。
基于CIP 清洗26 个环节分解后的子步骤,对酸奶发酵罐CIP 清洗各分步骤的具体耗时按照固定值及非固定值调查分解见表1。

表1 酸奶发酵罐各CIP清洗步骤耗时分解表
将以上统计的分步骤耗时按照酸奶发酵罐CIP有效清洗时间和无效清洗时间分解如图1。
通过对酸奶发酵罐CIP 时间要素调查可见,在酸奶发酵罐整个CIP 清洗过程中,有效清洗时间为3 600 s,而无效清洗时间为1 200 s~2 780 s,无效清洗时间占到了总清洗时间的25%~43.6%,此部分无效清洗时间对于清洗效果没有贡献,对生产效率构成严重影响。有较大的优化空间。
2.2 酸奶发酵罐CIP时间优化
2.2.1 酸奶发酵罐CIP计时首次水冲洗时间优化
经统计首次水冲洗COD 值对应的洁净度及样品状态见表2。

图1 酸奶发酵罐CIP有效清洗时间和无效清洗时间分解图

表2 不同的COD值对应样品浑浊度及样品状态
按照以上标准,浑浊度目测法在冲洗至邻近重点时无法准确判定最佳时间。按照COD 值变化法选定一组正常使用的发酵罐,每个清洗对象取样50 组数据,并随CIP 冲洗时间变化对应COD 值及感官判定结果描述见表3。

表3 随CIP冲洗时间变化对应COD值及感官判定结果
试验发现,不同酸奶发酵罐因设备距离CIP 站远近、流量、罐大小等因素影响冲洗时间虽有不同,但最终冲洗至COD 值小于50 mg/L 时,延长冲洗时间Δ COD 值基本无明显降低,Δ COD 值由最初的>200 降至<5 内。由此可见,两个独立发酵罐冲洗后达到COD 值50 mg/L 后Δ COD 值变化趋势得到同样的结论,可将酸奶发酵罐CIP 清洗的首次水冲洗的COD 值与冲洗时间关系模型描述如图2。
经取样对比目测浊度及COD 值变化趋势,COD值方法设置限值≤50 mg/L 对应时间作为达到冲洗标准精度高可操作性强,可作为首次水冲洗优化时间方法。
2.2.2 酸奶发酵罐CIP计时中间水冲洗时间优化

图2 首次水冲洗时间与COD值关系模型
中间冲洗及最终冲洗的目的是达到中性,pH值在6~8 范围内可作为目标值判定。按照此目标设定清洗程序及参数不需要规定冲洗时间,只需设定冲洗的电导值变化趋势达到“中性”时,及时转入下一步清洗程序而避免计时冲洗导致的盲目性。选定一组在用发酵罐,重复清洗50 次回流线取样并同步检测回流线电导值变化。对比pH值法与在线电导检测法,见表4。
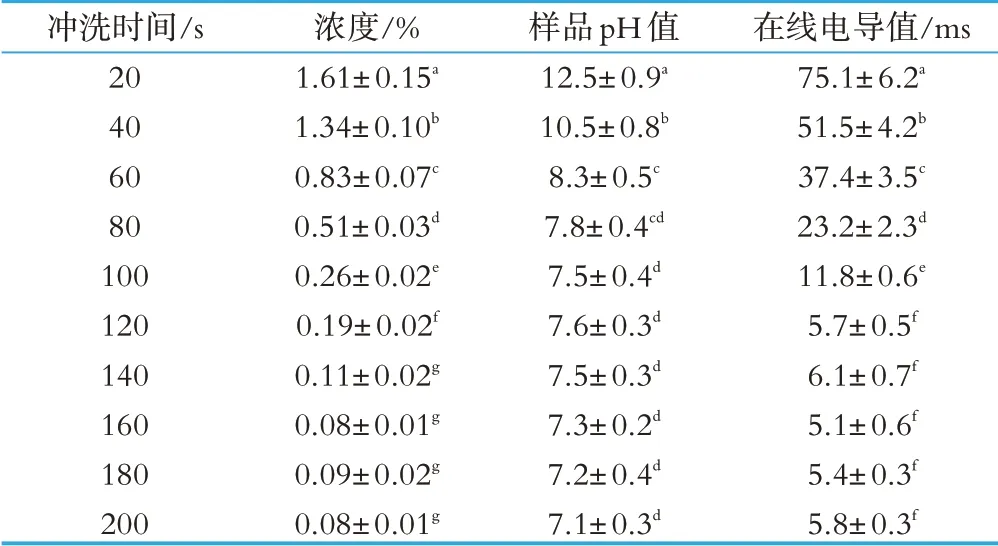
表4 样品pH值检测法与在线电导值判定对比
纵向比较表中数据,随着冲洗时间延长,浓度、pH电导值均降低,但从差异性分析看出,在线电导值与浓度检测更灵敏,但浓度检测方法受到取样方法及时机影响较在线电导值法操作灵活性差,因CIP 清洗系统来线或回线过滤器堵塞等故障可能导致罐内积液,进而影响到清洗的回流电导值反复,出现此类问题需及时排除系统故障确保清洗效率。单纯使用Δ pH 值检测某个点确定重新参数会导致冲洗不彻底误判隐患。
在线电导值检测是为保证冲洗的彻底性,设置达到“中性”之后切换下一步前的延时程序,一般延时时间为清洗液循环一圈的2-3 个整数倍,具体值根据目标罐与CIP 站距离及清洗流速可确定。经跟踪数据,电导值在较短时间即可达到中性水平,延长冲洗时间既浪费清洗用水又影响清洗效率。
通过设定回程在线检测监测电导值法对比使用Δ pH 值检测法判定中间冲洗可及时判定是否“冲至中性”,操作性强且准确度高,可作为优化中间冲洗时间优化方法。
2.2.3 酸奶发酵罐CIP计时碱洗循环时间优化
为研究酸奶发酵罐CIP 清洗不同时间对清洗效果的影响,选择ATP 荧光法、裸视法、光源放大镜校正视力法平行比较,评价不同清洗时间参数对酸奶发酵罐CIP碱性清洗剂清洗后效果。
CIP 清洗步骤中碱洗的主要目的是使被清洗对象达到化学清洁度水平,为有效进行酸清洗及消毒准备。判定标准为被清洗发酵罐内表面及不易清洁部位(搅拌叶背面、人口及视镜)无有机污垢残留,即通过感官验证清洁、光亮、无可见污物、无奶垢,无油腻感即为合格。实验对象选择酸奶发酵罐的难清洗部位,通过使用不同的验证方法验证是否达到清洁度要求。
试验组清洗具体参数及清洗方法见表5。

表5 酸奶发酵罐碱洗参数及清洗方法
分组检测结果及分析见表6。

表6 酸奶发酵罐碱洗检测结果分析
表6 结果表明,不同碱清洗时间组对照20 min 清洗组,其中通过14 min 碱清洗组检出合格率判定黑光灯和ATP 方法与裸视法、校正视力法差异明显,其中ATP 荧光法检测的灵敏度更高于黑光灯法。其他清洗要素固定的前提下,明显高于14 min 碱洗组和12 min 碱洗组。裸视法、矫正视力法及黑光灯法检验异常率低的原因可能因为被观察表面设备表面凹凸不平,很难观察清楚,并且目测只能观察到粒径大于5 μm 直径的污垢及杂质,散在设备表面的微量有机物及杂质无法通过肉眼及简单的辅助工具观察到。
通过评价各种酸奶发酵罐CIP 清洗碱性清洗验证方法评价,也存在明显的差异性。概括总结见表7。
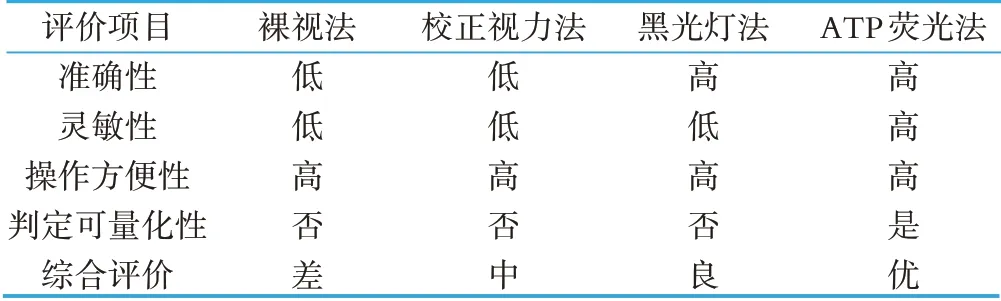
表7 酸奶发酵罐碱洗优化方法评价
经对优化检测方法评价结果表明,ATP 荧光法用于CIP 清洗碱洗后验证明显在结果的判定准确性、灵敏性、操作方便性及可量化性各方面优于传统的裸视法、校正视力法、黑光灯法,在乳品企业一直使用的传统常规方法基于感官评价,存在人为因素对结果判定影响大,因此,在酸奶生产企业推广ATP 荧光法有显示意义。
2.2.4 酸奶发酵罐CIP时间优化效果评价
在优化基础上,对酸奶发酵罐搅拌叶背部及人孔视镜等难清洁部位验证,并通过持续监测验证同期对比3 个月共200 批次生产的最终产品微生物检验结果数据见表8。

表8 CIP清洗时间优化效果验证
通过优化方法实施在日产300 t酸奶生产厂为例,按照每罐15 t 计,共计需使用20 罐次,每次生产使用后均需要CIP 清洗,跟踪酸奶发酵罐CIP 清洗优化前后耗用时间对比见表9。

表9 验证各CIP清洗可优化环节优化前后的清洗时间耗用
按照设定的优化方法,持续跟进优化后3 个月共200 批次使用效果,从酸奶发酵罐各项感官、理化、微生物验证等评价满足优化目标要求,优化效果可接受。按照优化方法对酸奶发酵罐CIP 清洗优化前后耗时统计得出,优化后单罐CIP 清洗效率可提升37%。对应该效率提升可显著提升生产企业生产效率、节约能源耗用并降低污水排放。
3 结 论
通过对发酵罐CIP26 个子步骤现状分析及跟踪基础上得出,无效清洗时间占到了总清洗时间的25%~43.6%。
通过对酸奶发酵罐CIP 首次水冲洗使用COD 法对比感官判定法,重复跟踪得到COD 值在50 mg/L以下时可量化精确的确定首次水冲洗的最佳时间。
通过对酸奶发酵罐CIP 中间及末次水冲洗时间判定方法,对比得出使用在线电导值判定法优于pH值法及浓度检测法,量化精确的确定中间及末次水冲洗的最佳时间。
通过对酸奶发酵罐CIP 碱洗清洗效果跟踪发现,ATP 检测法优于黑光灯法、校正视力法及裸视法,可量化精准的确定最佳碱洗时间。
通过对酸奶发酵罐CIP 优化后的效果评价,优化后感官、理化、微生物验证等满足优化目标要求。对优化后的效率评价,优化后单罐CIP 清洗效率可提升37%。对应该效率提升可显著提升生产企业生产效率、节约能源耗用并降低污水排放。