羽绒蓬松度测试方法和影响因素研究
2020-07-28罗立辉伍兆君
罗立辉,郭 文,伍兆君
(广州检验检测认证集团有限公司,广东 广州 510000)
羽绒服,特别是轻薄型羽绒服,广受青睐。其面料一般采用柔软轻薄的机织化纤织物,以高含绒量的鸭绒或鹅绒为主要填充物。优质羽绒羽毛制成的羽绒服通常具备良好的蓬松度。羽绒蓬松度深刻地影响着羽绒制品的保暖性,属于体现羽毛羽绒品质的关键标准,也就是羽毛羽绒的弹性程度。通常在进行测试时,采用规定容器内定量的羽绒羽毛样品于相应压力状态下所占的体积对蓬松度进行表征[1]。蓬松度是国际上衡量羽绒制品保暖程度的关键性指标之一。羽绒服中,羽绒的“量”可以通过充绒量、含绒量显示出来,而羽绒服的蓬松度对羽绒品质的“质”有重要的影响。针对羽绒蓬松度检验结果偏低及不稳定的问题,对每一个可能的影响因素进行认真的比对分析,分析过程报告如下。
1 羽绒蓬松度的检测方法
检测羽绒蓬松度的标准包括GB/T 10288ü2016《羽绒羽毛检验方法》;GB/T 14272ü2011《羽绒服装》;《国际羽绒羽毛局(IDFB)分析方法:第10部分》(2017年)。这些检测标准,适用于不同的试验仪器、样品数量、样品规格、测试方案和试验环境。分别举例说明不同标准下检测羽绒蓬松度的试验条件和方法。
1.1 试验 GB/T 14272—2011
样品数量为两份,规格是28.5 g。试验的仪器:天平、秒表、前处理箱、蓬松度仪、恒温烘箱。实验步骤:样品前处理和测试过程。样品前处理:把样品放置在50 ℃的恒温箱内,处理1 h后,放入处于标准大气中的前处理箱(温度为20 ℃,湿度为65%),静置24 h,恢复疏松至原本状态。测试过程:取处理后的样品两份,每份28.5 g,将试样逐把抖入蓬松度仪内,用硬质玻璃棒搅拌,然后铺平,用铝制压板盖住,松手放下压板,与此同时按下秒表,1 min之后进行数值记录,将同一试样如此重复3次。
1.2 试验 GB/T 10288—2016
样品数量为1份,规格为30 g[2]。试验仪器:电子秤、秒表、前处理箱、蓬松度仪、漏斗式倒料筒、搅拌木棒、蒸汽发生器、吹风机。样品前处理方法:把样品放到前处理箱中,用木棒打散,蒸汽发生器头在距离前处理箱纱网约12 cm处,吹入蒸汽,静置8 min,在距前处理箱网纱2 cm处,用吹风机吹干样品,然后用手检查。试样完全干燥后,在标准大气下置于前处理箱中24 h。测试过程:采用漏斗式倒料筒,称取处理后的样品30 g,打开倒料筒底盖,让试样落入测量筒中,用搅拌棒拨匀试样表面,盖上压盘。在压盘降至试样表面时立刻计时,2 min后读取数据,重复3次这种操作。
1.3 试验IDFB 2017
样品数量为两份,规格为30 g。试验的仪器:还原箱,蓬松度仪,自动、手动、重量盘自动测试仪,蒸汽仪,吹风机。样品前处理:备好两个独立测试样品放到还原箱中,用蒸汽吹80 s,确认羽绒为潮湿状态。5 min后用吹风机吹干,还原箱保持温度为20 ℃、湿度为65%,平衡48 h。测试过程:在蓬松度仪中放进30 g样品,使用木棒和吹风机让样品蓬松,用蓬松度仪测试。自动测试时,记录重量盘自动降低接触样品后1 min时显示的数值。手动测试时,记录降低手动盘到样品表面后盘做自由落体运动60 s时的数值,以此形式进行3次[3]。
观察发现,不同的标准在羽绒蓬松度前处理方法中体现出明显的差异性。根据GB/T 14272测试羽绒蓬松度时,前处理的举措是烘箱还原法,其他两种则采取蒸汽还原法。同时,根据GB/T 10288以及GB/T 14272测试蓬松度应用的是手动蓬松度仪,IDFB法可使用自动蓬松度仪、手动蓬松度仪两种。另外,GB/T 14272测试结果单位是cm,GB/T 10288同样为cm,但是国际羽绒羽毛局分析方法明确了测试结果单位不仅是cm,还有两种,即mm和in,对蓬松度结果进行计算以后,也能表示为in3/30 g及cm3/g。往常应用in3/oz频率较多,但当前标准测试采用的样品质量为30 g,IDFB的官方测量单位则选为立方英寸每30 g(in3/30 g),以免出现混淆。
2 蓬松度的影响因素分析
对羽绒蓬松度构成影响的因素是多种多样的,一方面与羽绒中的绒朵大小、绒朵和绒丝的比例有密切关系,另一方面和测试的环境状态、测试方法的选用、操作者的操作手法等具有一定的联系。蓬松度的检验过程可以分为8个步骤:取样、预调湿、还原、称样、搅拌铺平、测试、计算、样品差异。因此,从取样的均匀性,样品预调湿的充分性,还原过程、称样的准确性,测试过程、读数的正确性,人员、样品的差异这几方面来进行比对分析[4]。
2.1 取样的均匀性
一般情况下,绒子含量越高,蓬松度就越高。所以,对于同一份样品,取样均匀与否对蓬松度结果有着直接的影响。因此,匀样、缩样和取出蓬松度测试样品一定要有足够的均匀性、代表性。
2.2 样品预调湿的充分性
标准GB/T 14272,样品预调湿的目的是保证羽绒的实际回潮率低于标准回潮率,使得还原过程都能够在吸湿状态下进行,避免因试样的原始条件不同而引起误差。对于预调湿,标准只作了以下规定:将样品置于(50±5)℃的恒温箱内1 h,作恒温处理。对于样品的盛装容器没有明确规定。不同的盛装容器应该会影响预调湿的效果。为此,采用不同的盛装容器、不同的温度、不同的烘干时间、不同的还原时间分别进行比对试验。结果表明,采用不同密度的布袋(透气性好)或直接用处理箱对不同水分率的羽绒进行烘干,蓬松度结果的最大差异是0.3 cm。所以,在正常情况下,盛装容器对结果的影响是有限的;分别在1 h,2 h,3 h对不同水分率的样品进行烘干,蓬松度结果的最大差异是0.3 cm。所以,在正常情况下,高于50 ℃的烘干温度对结果的影响也是有限的;还原时间在24 h以上,检验结果基本相同。
2.3 还原的充分性
标准IDFB 2017对于还原过程作出了3个关键点的说明:(1)经过匀样的样品要用手逐把抖入前处理箱,用木棍将样品抖散抖松;(2)蒸汽还原时,要求手感敏感,能感觉到样品的干湿状态,如样品未干透,需延长吹风时间;(3)还原需在标准大气下平衡48~72 h。
2.4 称样的准确性
称样天平的精度要求是0.1 g,称取两个28.5 g或30.0 g的试样,把测试桶放在天平上清零,使用漏勺称取测试样品逐把抖入蓬松仪内,不要用手直接接触样品,以免影响最终结果[5]。
2.5 测试过程
测试过程中有3个因素可能会对蓬松度的结果产生影响:(1)搅拌的时间(表1)。如果搅拌的时间不够充分,样品没有完全达到疏松的状态,蓬松度的结果有可能偏低。(2)静电的影响。天气干燥和使用电吹风预处理、搅拌等,均会使样品产生静电。如果存在静电,蓬松度结果会偏高。(3)经电吹风预处理的样品,其状态发生了变化(变化程度因样品而异),样品中的细小羽丝、绒丝、杂质等从前处理箱的4面不锈钢纱网中吹出。故经电吹风处理过的样品蓬松度结果会偏高[6]。
2.6 读数方法的正确性
读取数据时,视线要与刻度保持在同一水平线上,读取压板压在蓬松仪桶壁的两边刻度值,取平均值。
2.7 人员差异
同一样品应由不同的检验员进行检验,以此判断检验员之间是否存在差异(表2)。结果可见,各检验员对同一份样品的检验结果存在一定的差异。
2.8 样品差异
含绒量相同,绒子含量不同。一般情况下,绒子含量越高,蓬松度就会越高,见表3。

表1 搅拌时间不同,其他试验条件相同
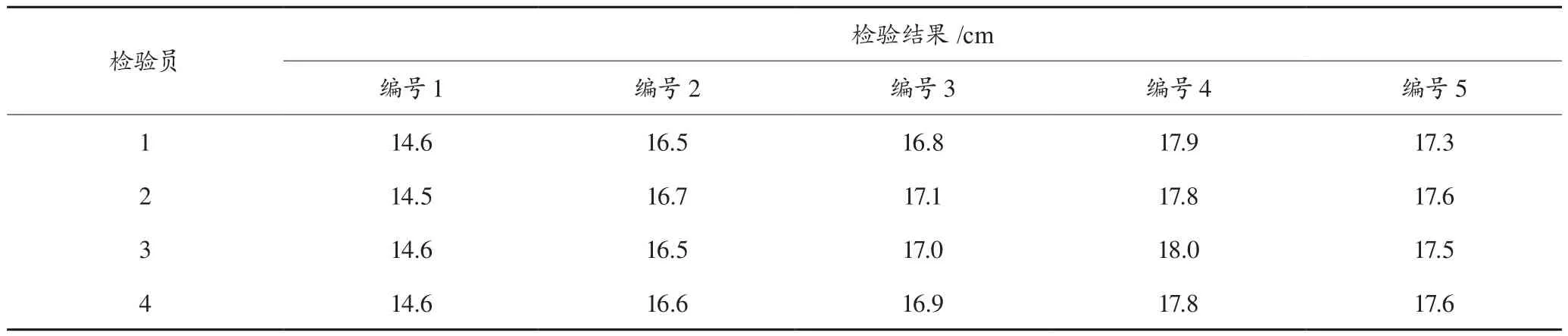
表2 人员比对结果
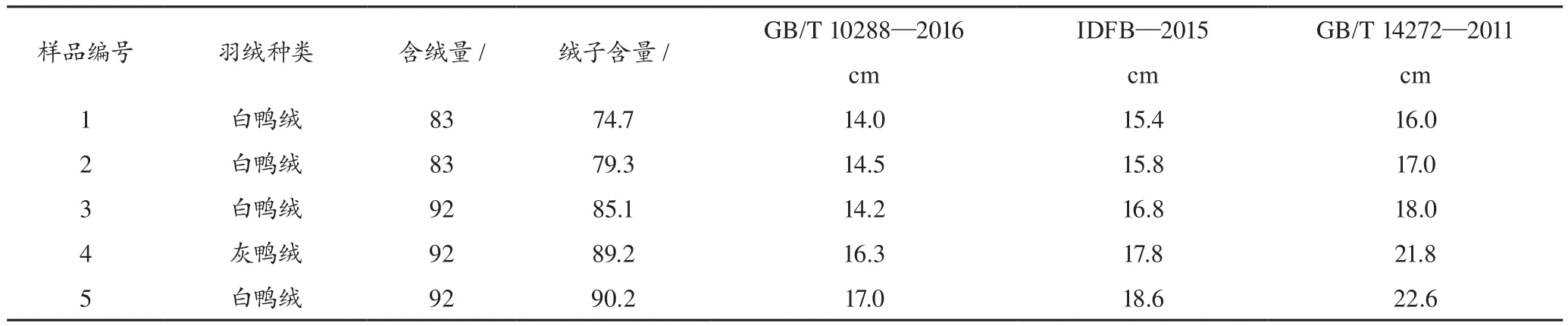
表3 样品差异情况
3 结语
在衡量羽绒产品品质时,含绒量、充绒量属于关键内容,蓬松度属于对羽绒品质产生重要影响的因素。对于羽绒的蓬松度来说,很多因素可以对最终的检测结果产生影响,主要包括测试方法、测试样品的试验环境以及测试仪器设备等。另外,建议消费者在使用羽绒制品期间,正确地洗涤以及保养羽绒制品,确保羽绒具备良好的蓬松度,提升其保暖功效。