柿竹园黑白钨混合精矿常温浮选分离试验研究①
2020-07-24黄伟生李文恒
黄伟生, 李文恒
(湖南柿竹园有色金属有限责任公司,湖南 郴州424300)
钨是一种非常重要的金属,具有高熔点、高硬度和耐腐蚀等优良特性,因此被广泛应用于各种领域,如机械、化工、航空航天等行业[1-2]。 自然界中,钨主要以2 种矿物形式存在:黑钨矿和白钨矿。 相比于白钨矿,黑钨矿更易选别,但储量相对较少。 在全世界可开采钨资源总量中,黑钨矿约占20%,白钨矿约占70%,剩下的10%是黑白钨混合矿。
黑、白钨矿中由于元素种类不同,钨冶炼时采用的方法也不同,考虑到黑白钨共同冶炼的方法限制条件较多,也不如黑钨与白钨分别冶炼经济高效,因此,在浮选过程中需要将黑钨和白钨精矿分离以供冶炼使用。 现在很多研究集中于钨和脉石矿物的分离,如黑白钨与萤石、方解石、石榴石、石英等分离[3-7],而对黑白钨分离研究较少。 常见的黑白钨浮选分离是采用加温的方法(彼得罗夫法),该方法需要加大量水玻璃抑制黑钨矿,同时需在90 ℃左右保温60 min,并在整个过程维持强搅拌,然后再常温稀释浮选,浮选后的精矿为白钨矿,尾矿是黑钨产品[8-10]。 但彼得罗夫法存在加温成本高、工作强度高、工作环境较恶劣、加温尾矿难以沉降造成钨矿物损失等缺点。 因此,开发黑白钨常温浮选分离技术具有重要意义。
1 矿石性质及试验方法
1.1 矿石性质
试验样品为湖南柿竹园多金属选厂黑白钨混合浮选精矿,其主要化学成分分析结果见表1。 该矿石主要目的矿物为白钨矿和黑钨矿,主要脉石矿物为石英、萤石和方解石等矿物。

表1 黑白钨混浮精矿主要化学成分分析结果(质量分数)/%
1.2 试验药剂和设备
试验所用药剂有氢氧化钠、水玻璃、硫酸铝、CYW⁃29(由长沙矿冶研究院研制的新型浮钨捕收剂)等工业级药剂,试验用水为选厂用水。 主要设备为XFD 系列浮选机以及过滤机和烘箱等。
1.3 试验方法
取一定量的黑白钨混合粗精矿加入浮选槽中,控制矿浆浓度35%左右,依次加入调整剂、抑制剂和捕收剂后浮选,得到浮选泡沫精矿(黑钨精矿)和槽内尾矿(白钨精矿)。 试验指标要求:黑钨精矿WO3品位不低于28%,白钨精矿WO3品位不低于40%。
2 试验结果
2.1 pH 值条件试验
pH 值是浮选工艺中非常重要的影响因素,特别是螯合捕收剂体系。 采用氢氧化钠调节矿浆pH 值,在抑制剂水玻璃用量200 g/t、硫酸铝用量50 g/t,捕收剂CYW⁃29 用量200 g/t 条件下,探索了矿浆pH 值对黑白钨矿浮选分离效果的影响,结果如图1 所示。
由图1 可得,当矿浆pH 值从8 提高至9 时,黑钨精矿品位与回收率指标变化不明显,pH 值继续提高至11 时,黑钨精矿品位和回收率却呈现先下降后上升的趋势,而白钨矿的试验指标趋势却恰恰相反。 综合考虑黑白钨矿品位和回收率,当矿浆pH 值为10 时,浮选分离效果较好,此时可得黑钨精矿WO3品位32.11%、回收率32.99%,白钨精矿WO3品位40.15%、回收率67.01%的2 种产品。
2.2 抑制剂试验
2.2.1 抑制剂配比试验
相较于传统的单一水玻璃,改性水玻璃具有更好的选择性,经前期探索,盐化水玻璃(即水玻璃和硫酸铝的混合物)对黑白钨矿分离具有更好的选择性。 因此,采用氢氧化钠调节矿浆pH =10,捕收剂CYW⁃29用量200 g/t、水玻璃用量200 g/t,通过改变硫酸铝用量,探索不同水玻璃和硫酸铝配比的组合抑制剂对黑白钨混合精矿浮选分离效果的影响,结果如图2 所示。由图2 可得,当硫酸铝用量增加时,黑钨矿品位和回收率都先减小后增加,而白钨矿品位和回收率却恰恰相反。 综合考虑黑白钨矿品位和回收率,当硫酸铝用量为50 g/t 时(水玻璃和硫酸铝配比4 ∶1),浮选分离效果较好,此时可得黑钨精矿WO3品位33.07%、回收率36.58%,白钨精矿WO3品位43.03%、回收率63.42%。
2.2.2 抑制剂用量试验
除了组合抑制剂配比对浮选具有影响外,其用量对于黑白钨矿浮选分离也有重要影响。 采用氢氧化钠调节矿浆pH=10,捕收剂CYW⁃29 用量200 g/t,固定抑制剂水玻璃和硫酸铝配比为4 ∶1,探索抑制剂用量对黑白钨矿浮选分离效果的影响,结果如图3 所示。 由图3 可得,当组合抑制剂用量增加时,黑钨矿品位变化不明显,回收率逐渐下降,而白钨矿品位呈现下降趋势,回收率逐渐增加。 综合考虑黑白钨矿品位和回收率以及对白钨精矿品位的要求,当水玻璃用量为200 g/t(水玻璃和硫酸铝配比为4 ∶1)时,浮选分离效果较好,此时可得黑钨精矿品位32.58%、回收率34.71%,白钨精矿品位42.93%、回收率65.29%。
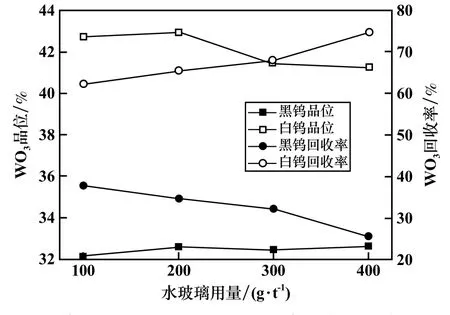
图3 抑制剂用量对黑白钨矿浮选分离效果的影响
2.3 捕收剂用量试验
CYW⁃29 是一种新型环保螯合型钨矿捕收剂,药剂溶解性能较好,对于黑钨矿具有较好的选择性。 采用氢氧化钠调节矿浆pH =10,组合抑制剂中水玻璃用量200 g/t、硫酸铝用量50 g/t,考查了捕收剂CYW⁃29用量对黑白钨矿浮选分离效果的影响,结果如图4 所示。 由图4 可得,当CYW⁃29 用量增加时,黑钨矿品位呈现先降低后上升的趋势,回收率逐渐递增,而白钨矿品位在CYW⁃29 用量200 g/t 时较高,回收率则随CYW⁃29 用量增加呈现逐步下降的趋势。 综合考虑黑白钨品位和回收率,当CYW⁃29 用量200 g/t 时,白钨精矿具有相对较高的品位,此时可得黑钨精矿品位31.21%、回收率39.56%,白钨精矿品位41.07%、回收率60.44%。
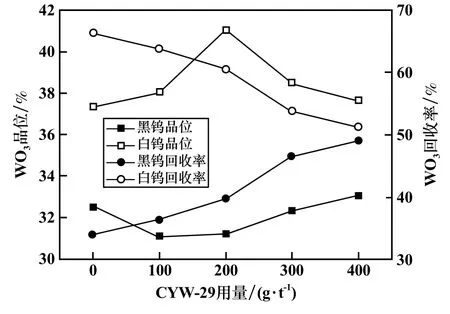
图4 捕收剂用量对黑白钨矿浮选分离效果的影响
2.4 实验室浮选闭路流程试验
在条件试验基础上,进行了实验室浮选闭路流程试验,试验流程为一粗一精两扫、中矿顺序返回,试验结果见表2,浮选闭路试验流程见图5。 由表2 可见,闭路试验得到了黑钨品位30.30%、回收率35.67%和白钨品位40.34%、回收率64.33%,较好地实现了2 种产品的浮选分离。
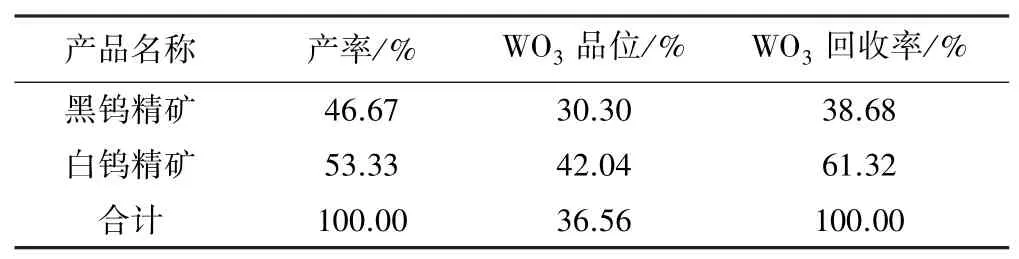
表2 浮选闭路流程试验结果
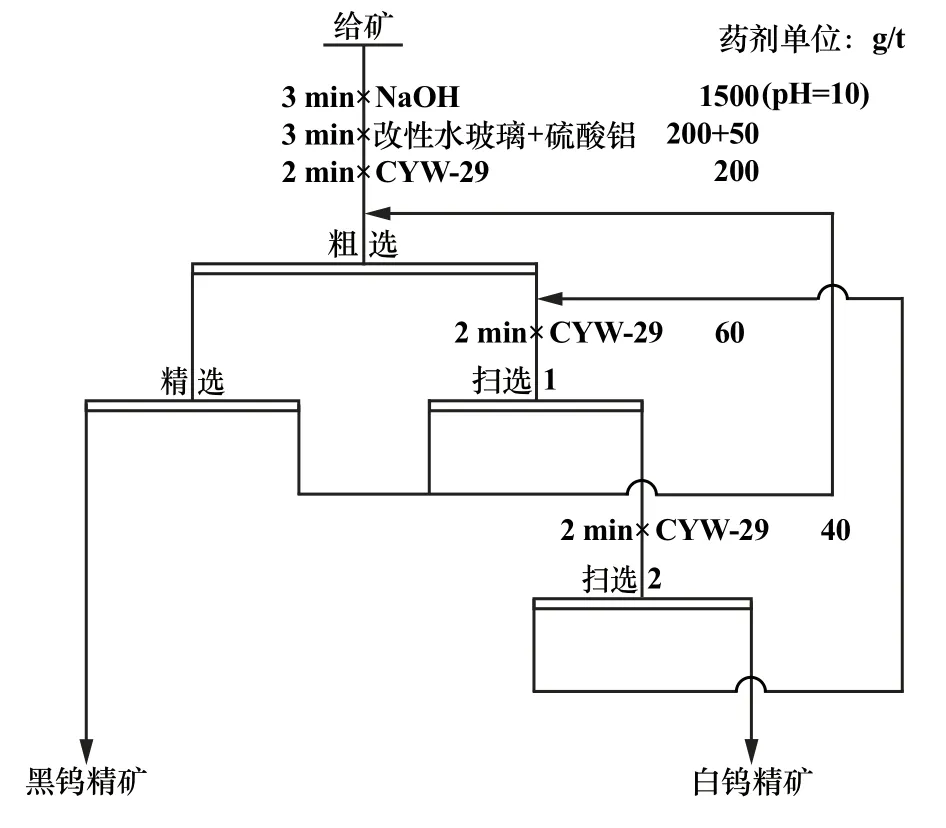
图5 浮选闭路试验流程
2.5 工业试验指标
在实验室试验基础上,采用与实验室相一致的浮选工艺流程进行工业试验。 连续2 个月的工业试验累计技术指标为:白钨精矿品位40.78%、回收率74.56%,黑钨精矿品位33.31%、回收率25.44%。 工业试验指标与实验室试验结果基本接近,且圆满达到了试验预期要求。
3 结 论
1) 采用一粗一精两扫浮选流程,粗选中加入氢氧化钠将矿浆pH 值调至10,然后加入组合抑制剂(水玻璃和硫酸铝比例为4 ∶1)与浮选捕收剂CYW⁃29,实验室浮选闭路试验可获得黑钨精矿品位30.30%、回收率35.67%,白钨精矿品位40.34%、回收率64.33%的指标。
2) 连续2 个月工业试验获得的技术指标为:白钨精矿品位40.78%、回收率74.56%,黑钨精矿品位33.31%、回收率25.44%,在工业上成功实现了黑白钨常温浮选分离。
