阴极电泳涂漆生产线自动装板机的设计*
2020-07-21许桂云李园奇柳光利
□ 许桂云 □李园奇 □杨 阳 □柳光利
重庆机电职业技术大学 机械工程学院 重庆 402760
1 设计背景
根据联合国预测,21世纪上半叶是我国人口老龄化快速发展的时期。到2050年,60岁及以上老年人的比重将达到31.1%,快速的人口老龄化将对我国经济社会发展产生重大而深远的影响[1]。廉价劳动力的数量红利开始消失,机器代替人成为现实考量,“中国制造2025”实际上是推进“中国制造”的转型升级。可以预见,在今后的制造企业中,流水线上普通劳动力会越来越少,并且被先进的智能机器所代替。
重庆是我国中西部地区的老工业基地,产业体系完备,但是由于历史原因及区域生产发展不平衡等因素的影响,重庆部分企业中一些老式生产设备的自动化程度不高,制约着企业的发展。这其中,某企业的阴极电泳涂漆生产线存在由人工进行装盘作业,生产效率低,难以满足生产要求等问题。相比重新研发或购置自动化生产线,实施旧生产线技术改进较为节约成本,因此,该企业采用招投标方式选择单位进行旧生产线技术改进。国内多家科技企业参与投标,但历经2 a多仍未能解决关键技术问题。对此,笔者设计了阴极电泳涂漆生产线自动装板机,获得了该企业工艺部门的认可。
2 电泳涂漆工艺
电泳涂漆技术发明于20世纪30年代。福特公司于1961年建立了第一个用于涂装车轮的阳极电泳槽,于1963年成功将阴极电泳涂漆技术应用于汽车车身涂装。发展至今,电泳涂漆已成为最主流的涂装方式之一。在实际工业生产应用中,电泳涂漆具有效率高、可靠性佳、经济环保等优点,获得了国内外相关行业的认可,得到普遍应用[2-3]。
电泳涂漆工艺流程包括前处理、电泳、后冲洗、烘干。其中,前处理流程主要包括预脱脂、脱脂、水洗、表调、磷化、水洗、钝化、纯水洗等环节。电泳涂漆的原理为,以水溶性涂料溶剂为介质,将经过前处理的工件浸入电沉积槽中,通电后使工件内外表面被泳涂;待所有表面涂覆完毕后,将工件从电沉积槽中取出,进行后冲洗,再通过烘烤实现固化漆膜[4]。
3 阴极电泳涂漆生产线现状
某企业的阴极电泳涂漆生产线采用半机械化作业,经前序工艺处理后的无序散装工件放置在塑料筐中,由人工运至电泳涂漆生产线,再由人工插入托盘。阴极电泳涂漆生产线现场照片如图1所示。每条生产线至少需要六位装盘工人、三位搬运协助人员,工人站立在工位上从塑料筐中抓取工件进行装盘作业,不仅劳动强度大,而且效率较低。可见,阴极电泳涂漆生产线传统的生产方式已无法满足企业的生产需求。对此,笔者所在院校技术人员多次进行实地考察,与企业一同商讨解决方案,制订技术改进实施计划。
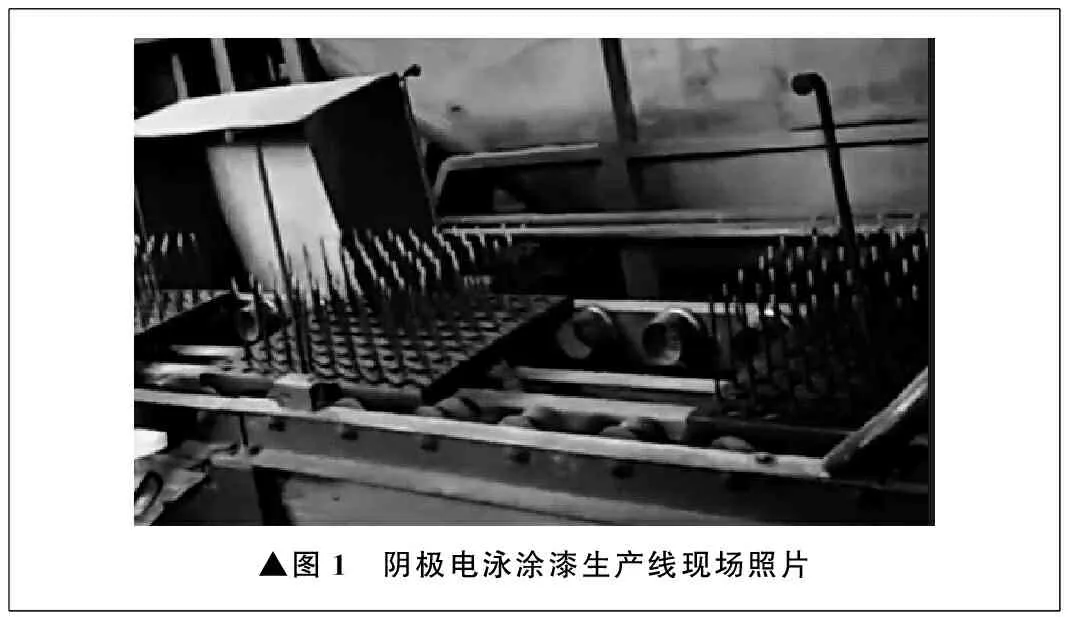
▲图1 阴极电泳涂漆生产线现场照片
4 自动装板机设计概述
4.1 技术路线
笔者所在院校技术人员多次前往企业实地考察,与企业技术负责人及现场工作人员进行沟通,确定了阴极电泳涂漆生产线自动装板机的技术路线。具体技术路线为:虚拟样机计算机辅助设计开发、运动仿真与计算机辅助工程分析、制造信息数据整理分析、虚拟样机三维计算机辅助设计模型优化、零部件加工、实物样机组装、样机性能测试、试验数据整理分析、虚拟样机三维计算机辅助设计模型再优化、部分零部件改进加工、成熟样机组装。
4.2 设计要点
所设计的阴极电泳涂漆生产线自动装板机是电泳涂漆生产线上的专用设备,用于对无序散装工件实现快速识别、自动分选、顺向和装盘。这一自动装板机应用机电一体化控制技术,用自动化作业取代多人手工操作,以满足电泳涂漆生产线的工艺质量要求,并提高生产效率[5-6]。
工艺效率要求为在18 s的生产线步进间隙时间内将104个工件装到运行中的涂漆托盘上,受特殊生产环境限制,要求自动装板机体积小巧、结构紧凑。根据技术路线,应用CAXA、Unigraphics NX 等三维计算机辅助设计软件进行虚拟样机开发,然后对所设计出的虚拟样机进行装配和运动仿真,以检查构件是否发生干涉。同时对重要构件进行受力分析和载荷计算机辅助工程分析,以进一步优化设计。优化设计后制作样机,并进行现场测试。所设计的阴极电泳涂漆生产线自动装板机流水线如图2所示。

▲图2 阴极电泳涂漆生产线自动装板机流水线
4.3 工件自动顺向排序装置
经前序工艺处理后的工件散乱无序,且形状特殊,对工件进行高速识别、顺向排序的难度很大。通过研究,确定应用重力原理,设计工件自动顺向排序装置,如图3所示。这一装置相比通过图像识别、电气控制实现顺向,大大提高了顺向准确率和效率,并且成本较低,可靠性高。
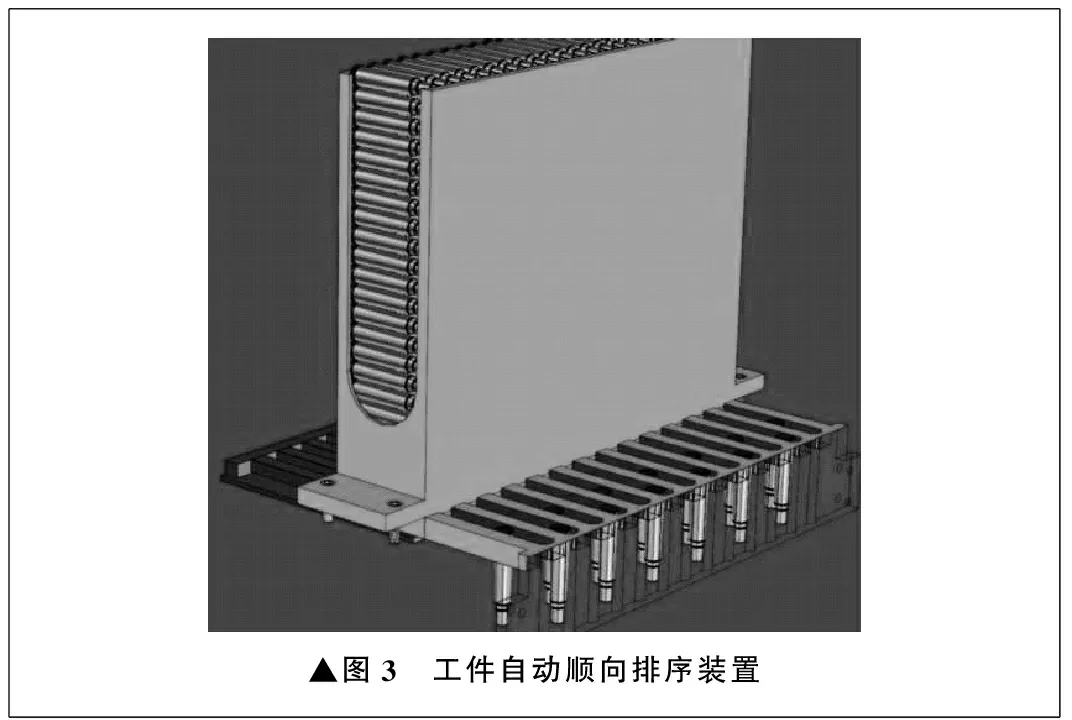
▲图3 工件自动顺向排序装置
工件自动顺向排序装置的主要结构为一个长度略大于工件长度的楔形槽,利用工件头小尾大的锥形特征,以及工件头部尾部重力不同的特性,通过重力作用自然使工件形成头部在下、尾部在上的竖直状态,达到自动顺向排序的目的。
4.4 工件对中装置
工件顺向排序后,整齐插入过渡盘。为了保证工件实现竖直对中,设计了工件对中装置,如图4所示。在过渡盘中设计一个工件自定心模块,在对中孔中设置一个锥度楔爪机构,依靠工件自身的重力和过渡盘的运动,保证单排13个工件顺向排序后,始终竖直、准确地插入过渡盘的定位桩,并能够在过渡盘中依靠自身重力自动楔紧。八排工件全部装满后,一同运输至涂漆托盘上部,104个工件整体插装至涂漆托盘的定位桩上。
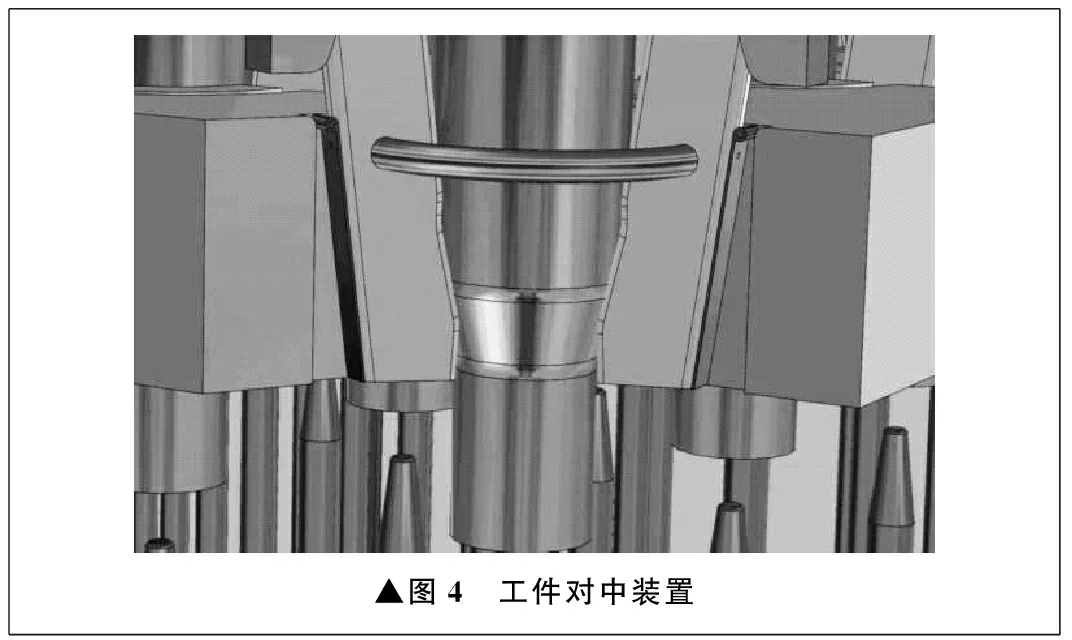
▲图4 工件对中装置
在工件对中装置中,锥度楔爪机构的结构关系到工件的对中精度。锥度楔爪机构夹持住工件后,工件允许的最大偏转角度是衡量对中精度的重要参数,因此对锥度楔爪机构的制造和安装精度进行了试验验证,以保证工件偏转角度在-3°~3°范围内,进而确保工件的对中精度[7-8]。
4.5 样机试验
对所设计的阴极电泳涂漆生产线自动装板机部件进行虚拟装配、运动仿真和计算机辅助工程分析,并根据试验情况进行设计优化,制作样机,进行现场试验检测。阴极电泳涂漆生产线自动装板机虚拟样机如图5所示,工件装盘情况如图6所示。

▲图5 阴极电泳涂漆生产线自动装板机虚拟样机
自动装板机样机能对前序工艺处理后无序散装的工件进行快速识别、自动分选、自动顺向,顺向后的工件按每排13个的要求整齐排列,然后插入过渡盘。过渡盘通过逐排递进的方式将八排104个工件一起插装
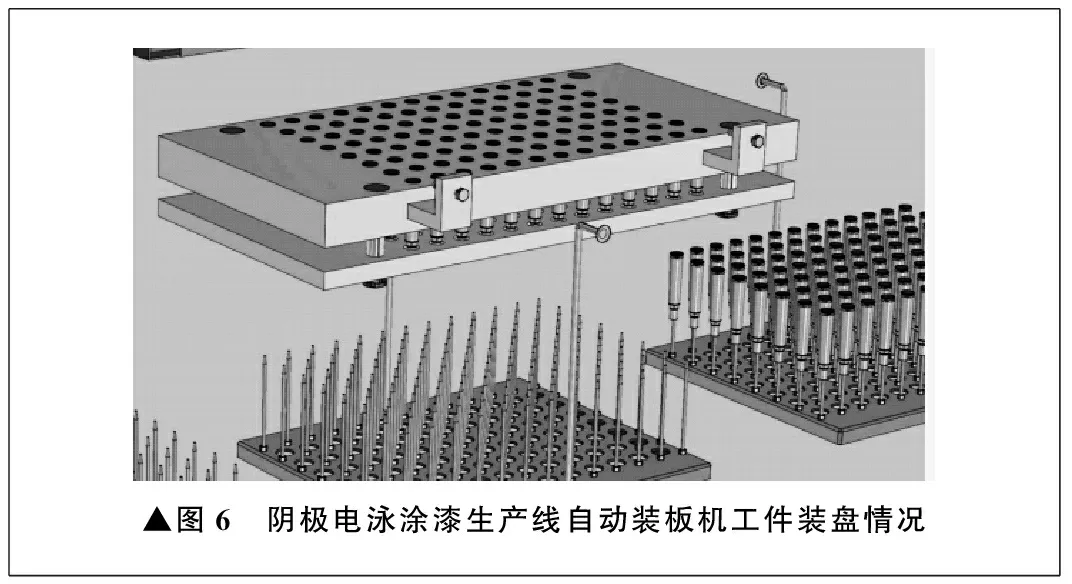
▲图6 阴极电泳涂漆生产线自动装板机工件装盘情况
至涂漆托盘,顺向、排列、定位有序进行,阴极电泳涂漆生产线的准确率和生产效率显著提高。
自动装板机样机可在18 s内将104个工件准确无误地插装至阴极电泳涂漆生产线循环前进的涂漆托盘定位桩上,工作效率是人工的20倍。
5 结束语
阴极电泳涂漆生产线自动装板机已完成模型设计、计算机辅助工程仿真分析、虚拟样机装配、样机制作及测试,获得了企业工艺部门的认可。设计中涉及知识产权保护的部分已申报了国家专利,包括发明专利授权两项、实用新型专利授权五项、外观专利授权一项。后续将进行样机与生产线的配套测试等工作,确保按期交付,为企业解决技术难题。
