提高波导组件法兰加工精度的加工工艺
2020-07-21张恩平
□ 张恩平
中电科仪器仪表有限公司 山东青岛 266555
1 存在的问题
波导腔是一种微波仪器中常用的信号传输载体,可以传输频率较高的电磁波。波导腔一般由上下两个腔体组合而成,大多数波导腔都需要通过波导口末端的法兰来对接其它微波部件。波导组件法兰的加工精度将直接影响信号指标及后续测试工作。随着波导频段的提高,波导口的特征尺寸越来越小,对波导组件法兰的加工精度要求也越来越高。当矩形波导口尺寸小于一定值时,采用传统的加工方法,将受到加工精度的限制,无法达到设计精度要求。
2 问题分析
波导组件法兰如图1所示,主要加工精度要求有法兰面与波导管的垂直度、法兰销钉孔形位公差、波导口棱角毛刺、法兰面粗糙度。随着矩形波导口尺寸减小,受条件限制,加工法兰销钉孔时无法保证法兰销钉孔的位置度公差要求。
法兰销钉孔位置度的主要影响因素是加工对象的加工基准。目前用于机床在线检测的较为稳定的探头,最小直径为1.00 mm。如图2所示,当待加工波导腔截面宽度B小于1 mm时,不能将探头直接伸进腔内自动测量波导腔中心点,无法确认加工前波导腔相对机床坐标系的真实偏移角度,这是影响法兰销钉孔位置度的主要因素。

▲图1 波导组件法兰▲图2 探头直径大于波导腔截面宽度
3 加工工艺
待加工波导腔截面宽度小于1 mm时,采用原有方法加工波导组件法兰时,用线下万能工具显微镜测量波导腔截面中心到零件边的尺寸C,将实测数据输入机床在线检测系统,确定波导口中心点位置。波导口偏移角度的确认方法为通过保证单个波导腔零件的平行度在0.01 mm以内来间接获取,无法获得波导口与机床坐标系的真实偏移角度,加工后四个销钉孔位置精度不稳定,难以保证要求的0.025 mm以内位置精度。经过分析,主要原因为人工测量误差和矩形波导腔在加工坐标系中的偏移角度没有直接准确数据确认,导致四个销钉孔位置精度无可控性。
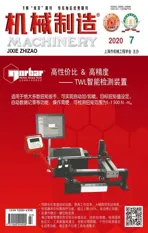
经过几年的加工实践,对加工工艺进行了改进。在加工上下波导腔零件时,在波导腔末端零件端面预留1.5 mm余量,加工出三处宽3.00 mm、深1.50 mm的工艺槽,作为组件加工时的工艺腔。工艺腔如图3所示。要求三组工艺腔与波导腔一次性装夹完成加工,保证三处工艺腔与波导腔在宽度、深度方向一致,粗糙度达到波导腔同等要求,且口部不能残留毛刺。端面余量及三组工艺腔可根据机床实际使用的探头直径大小进行调整,为了保证数据的准确性,可预留稍大一些。
▲图3 工艺腔
在加工波导组件法兰时,使用酒精清洗三组工艺腔,使腔内表面无残留物。使用在线测量探头通过中间工艺腔自动探测波导腔中心位置,并自动反馈至数控机床坐标系。通过上下两组工艺腔自动校正波导口与机床坐标系的实际偏移角度,并补偿给加工坐标系。这样可以确定波导口的中心位置和实际矩形波导口偏移的真实角度,加工后满足四个销钉孔相对波导腔位置度精度在0.025 mm以内的要求。工艺腔的作用如图4所示。

▲图4 工艺腔作用
4 结束语
影响波导组件法兰加工精度的因素有很多,如组件装配方法、法兰面粗糙度、法兰销钉孔精度、法兰面与波导传输线垂直度、加工后波导口部残留毛刺、装夹夹持力、法兰销钉孔位置度检测方法等。笔者通过增加工艺腔,并将机床在线测量作为加工时的检测手段,保证了法兰销钉孔的位置度精度要求。采用所介绍的加工工艺,基于三轴数控设备,使用四轴以上机床可一次性装夹完成波导腔及波导组件法兰的加工,也可通过精密工装夹具实现三轴机床一次性加工,减小由多工序操作引起的不确定性误差。