侧架去应力退火前后残余应力及变形有限元分析
2020-07-15徐海龙
徐海龙 刘 静
(中车大连机车车辆有限公司 辽宁 大连 116021)
电力机车转向架构架的结构主要由5个部分组成:侧架(2个)、横梁一、横梁二、牵引梁和前端梁,侧架作为转向架的重要组成部分直接影响机车运行的安全性能。众所周知,焊接残余应力对结构的使用性能影响极大,国产机车一直延用焊后去应力退火工艺,目的在于消除焊接残余应力,保证加工尺寸精度的稳定,保证机车运行安全。现有的文献和技术资料较少涉及到去应力退火对残余应力影响的理论依据,下文采用有限元分析的方法对比侧架去应力退火前后的焊接残余应力及变形量变化,验证去应力退火对残余应力及变形的影响,为去应力退火工艺的实施提供一定的理论依据。
1 侧架结构的简化处理及有限元模型的建立
图1所示为某电力机车侧架结构的三维图,可以看出此侧架是一个具有内侧筋板的箱型结构,一共由6个部分组成,分别为:旁撑盖板、上盖板、下盖板、立板一、立板二、内侧筋板。侧架的焊缝主要以角焊缝为主。侧架的简化依据是整体尺寸大致一致,整体刚度大致一致,将侧架简化成6 510 mm×250 mm×60 mm的箱型结构,各部分的厚度与原厚度相同(见图2)。内部使用9块12 mm厚的筋板,简化模型中的筋板布局与实际主要筋板位置相似。

图1 电力机车侧架整体三维模型

图2 电力机车侧架简化模型
侧架结构的有限元模型采用壳单元,单元个数为20 474个,节点个数为17 917个。图3~图5分别显示了侧架有限元模型的筋板(9块筋板),焊缝(9个筋板三面角焊缝、6条长角焊缝,其中:2条内侧、4条外侧长角焊缝,2个对接焊缝)及厚度信息。
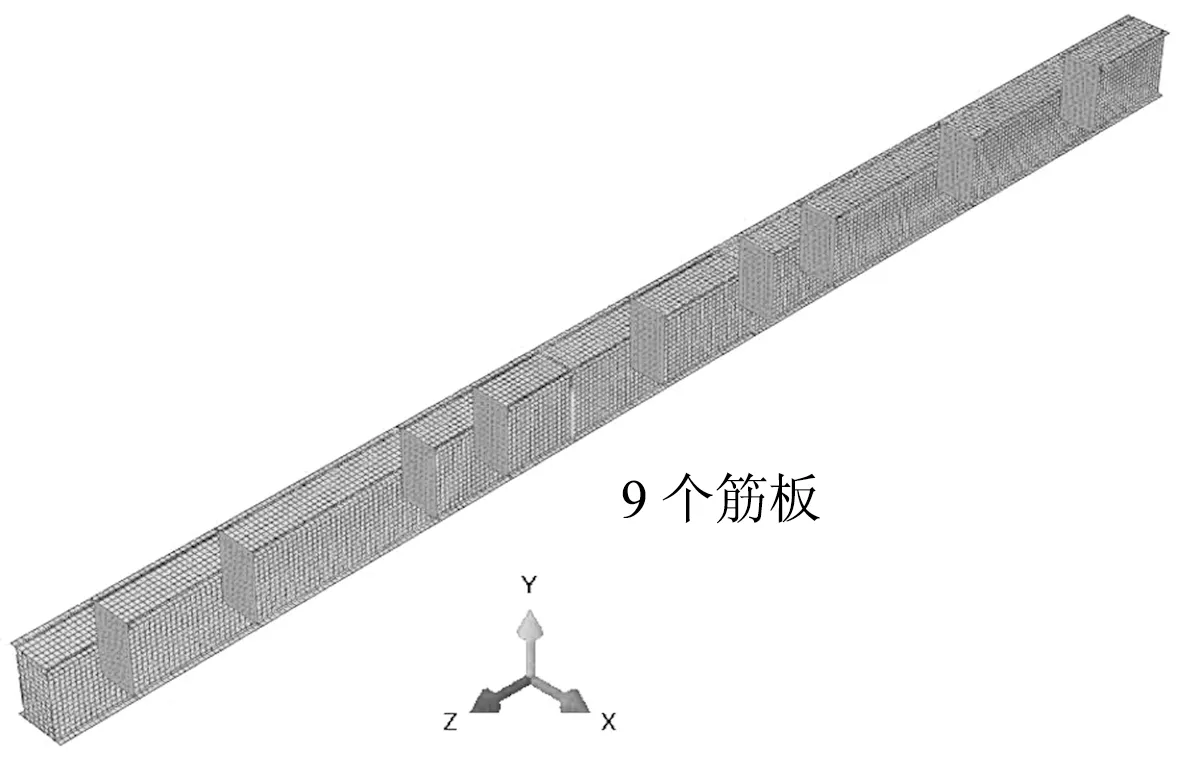
图3 侧架的有限元模型—筋板信息

图4 侧架的有限元模型—焊缝信息

图5 侧架的有限元模型—厚度信息
焊接残余应力产生的根本原因是焊接区域受到较大温度变化而引起的局部塑性变形。同时由于材料硬化过程及焊缝区域往往受多向应力状态,焊缝处(发生塑性变形的区域)的残余应力都高于室温的屈服强度。所以只需知道塑性区的范围,并在此范围内施加高于屈服的应变,就可以得到相应的残余应力和变形,这个方法称为固有应变法。因此,对于大型焊接结构-侧架,固有应变法与传统的温度应力顺次耦合法方法相比,可以大大简化模拟过程及计算时间。
对于焊接结构来说,塑性区决定了残余应力和变形,对于残余应力和变形的模拟来说,塑性区提供了连接温度场与应力场的一个桥梁。所以,一个有效的估算塑性区大小的方法显得尤为重要。在塑性区大小的估算中,需要把焊接温度场的信息有效地联系起来。
塑性区是由于局部温度梯度大而产生的,所以塑性区可以通过温度应力顺次耦合的有限元分析来估算,把焊接参数及热输入量反应到有限元模型中[1-2]。角焊缝二维有限元模型如图6所示,在温度应力顺次耦合的有限元分析后,得到等效塑性应变(PEEQ)分布图,此分布图的上下限分别为零和屈服应变。塑性区的范围为焊缝周围如图6所示部分(表示等效塑性应变为0),塑性区边界大约离焊趾12 mm左右。
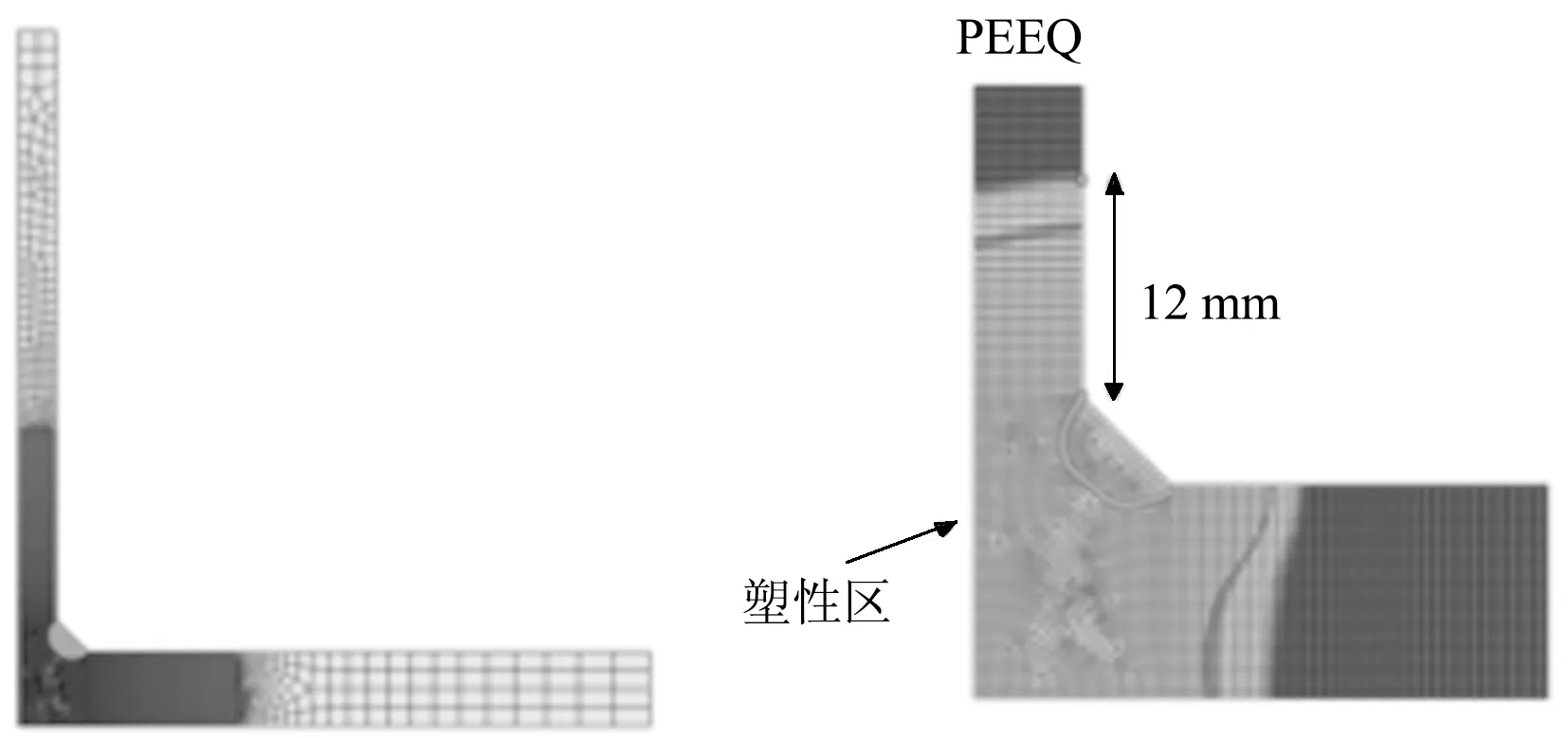
图6 角焊缝二维有限元模型塑性应变区估算
2 原始焊态的侧架残余应力分布
根据估算的塑性区范围,在塑性区(包括焊缝)施加-1.5εy的应变,得到残余应力如图7所示,可以看出焊缝处为屈服拉伸应力。在塑性区施加压应变的顺序与实际焊接顺序一致:(1)中间一个筋板与旁撑板,立板的角焊缝;(2)其他8个筋板与下盖板,立板的角焊缝(从中间向两端,分4步焊接);(3)立板与下盖板内侧的长角焊缝;(4)旁撑板与上盖板间的对接焊缝;(5)立板与上下盖板间的外侧长焊缝(分4步焊接)。
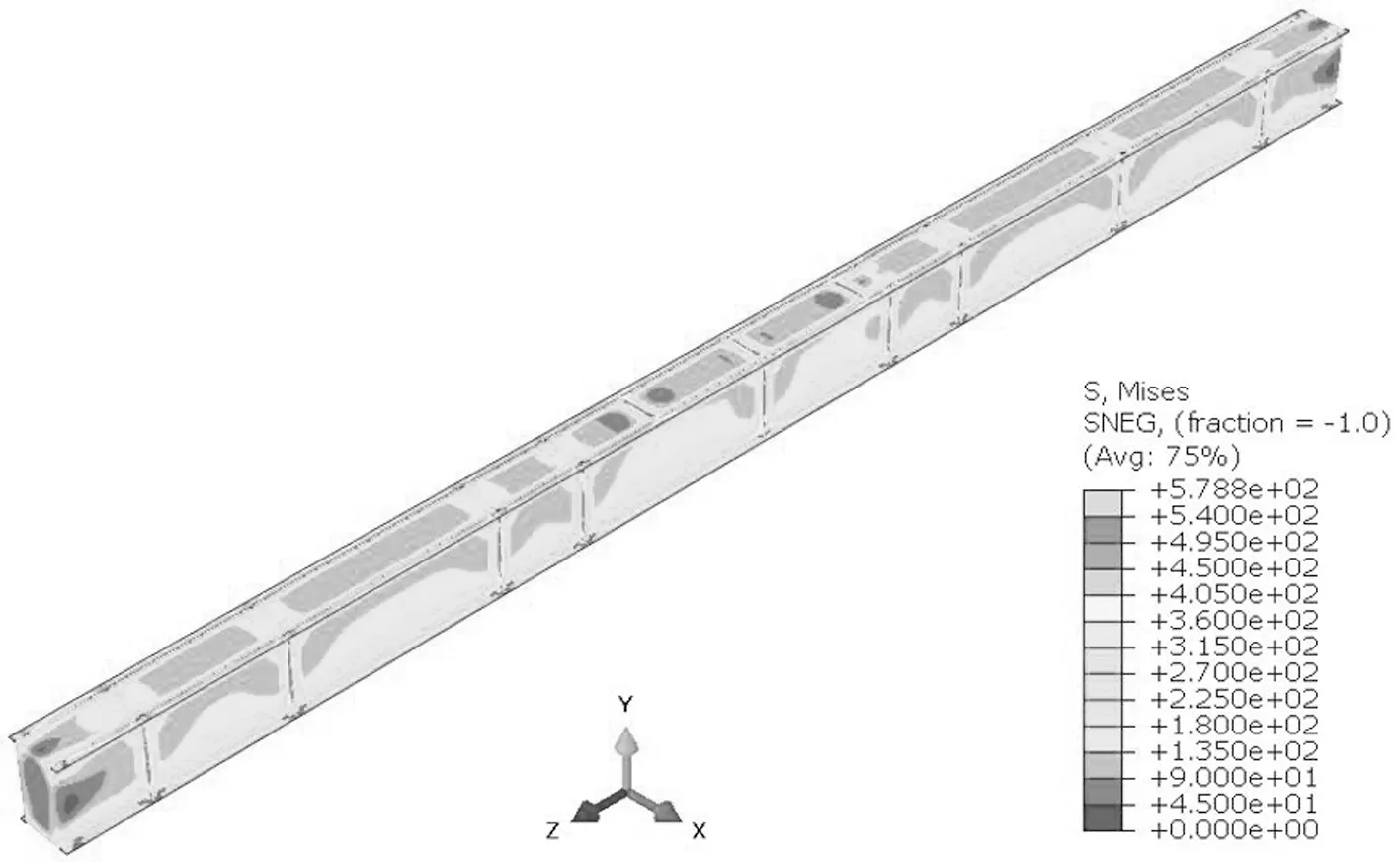
图7 整体侧架残余应力分布
3 去应力退火后的侧架残余应力分布
退火过程使用的是ASME压力容器与管道规范中的Omega蠕变模型。图8显示了整体侧架在去应力退火前后的应力分布,可以看出退火后,焊缝处残余应力降低到90 MPa 以下,其他位置几乎为零,进一步说明了去应力退火方法的有效性。图9显示了整体侧架在去应力退火前后沿对接焊缝方向的残余应力分布。可以看出,去应力退火后侧架整体的残余应力几乎为零。

图8 整体侧架在去应力退火前后的残余应力分布
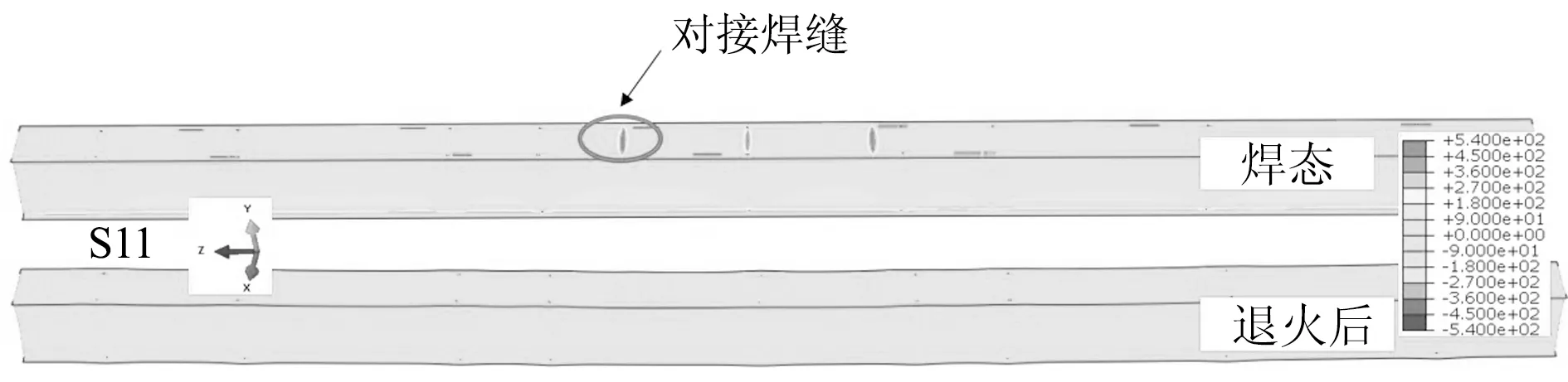
图9 整体侧架在去应力退火前后沿对接焊缝方向的残余应力分布
4 基于有限元模型的去应力退火前后的变形分析
图10比较了整体侧架在去应力退火前后的变形,图11定量地比较了下盖板中间沿长度方向(Z方向)在退火前后的变形。从这两张图片可以看出,侧架在焊接后的整体变形为拱形,即中间(旁撑盖板)向Y方向翘起。退火前,中间翘起的高度约为9.5 mm,退火后中间翘起的高度降低为8.5 mm。

图10 整体侧架去应力退火前后变形比较

图11 沿长度方向的去应力退火前后变形比较
由此看出:整体上看,退火前后的变形趋势一致;数值上看,与退火前相比,退火对变形的影响非常有限,变形最大点从9.5 mm降低到8.5 mm,主要是因为在退火过程中,让残余应力降低的弹性应变的降低量几乎与蠕变应变的增加量相等,而塑性应变的变化很有限。
5 结论
侧架去应力退火后焊缝处残余应力降低到90 MPa以下,其他位置几乎为零,证明了去应力退火方法的有效性;变形方面,退火前后的变形趋势一致,前后变化很小,说明去应力退火对变形的影响非常有限。
