某钛白厂酸解尾气改造方案比较
2020-07-13巩鑫贤
巩鑫贤
(中海油石化工程有限公司,山东 济南 250101)
硫酸法钛白生产中,酸解是一个重要工序,分为间歇法和连续法,由于连续法能耗较高,全球超过90%的钛白生产企业采用间歇酸解[1]。酸解过程反应激烈,放热量大,温度高,且单位时间内产生的酸气量非常大,还夹带着部分未分解的钛矿粉,处理困难。酸解气中含SO2、SO3、硫酸等,具有较强的腐蚀性,废气处理难度大,能耗高,设备的投资费用高。山东某硫酸法钛白厂酸解尾气中SO2、SO3和硫酸酸雾排放超标,不满足DB37/2376-2013《山东省区域性大气污染物综合排放标准》中第四时段排放限值(重点控制区,SO2≤50 mg/m3)的要求,政府责令其停车改造。本文结合现场采集数据提出两套改造方案,分别进行比较。
1 现场情况
酸解工序中6个酸解罐共用一个酸解烟囱,平均每个小时酸解1次,每次酸解时间不超过20 min,酸解时酸解罐释放大量的酸解尾气,瞬时流量约110000 m3/h,目前的处理工艺为从烟囱顶部喷淋废水,吸收酸解气中二氧化硫和固体颗粒,一级吸收后就地排放(一级吸收喷淋水量约300~600 m3/h),但排放尾气不达标,经初步检测二氧化硫含量仍然高达4500 mg/m3,需要对废气进一步处理,以实现达标排放。
钛白粉间歇反应主要为浓硫酸和钛铁矿发生化学反应,反应方程式如下:
FeTiO3+3H2SO4→Ti(SO4)2+FeSO4+3H2O
FeTiO3+2H2SO4→TiOSO4+FeSO4+2H2O
目前国内常用的处理方法包括大烟囱喷淋法,水/碱液喷淋法,水/碱液喷射吸收法[2]。经过钛白厂实际运行,这些方法都能一定程度的处理酸解气,但是处理后尾气难以达标排放,随着环保指标的日益苛刻,酸解尾气的处理更是给钛白厂三废处理提供了一大难题。本文介绍两种处理工艺,为硫酸法钛白酸解尾气的处理提供参考。
2 方案一:文丘里喷射器
目前很多钛白厂改造时采用大烟囱一级吸收,填料塔进行二次吸收,但是废气中含有一定的钛矿粉,长期运行填料塔会出现堵塞、沟流等情况,降低吸收效率,导致酸解尾气难以达标排放。武汉方圆钛白有限公司自主开发的酸解尾气处理新装置技术,该技术的核心为文丘里喷射器,可根据酸解尾气气量制造不同规模的设备,处理后的尾气中SO2、SO3和硫酸酸雾浓度排放浓度低于国家标准,在多家企业成功应用[3]。文丘里喷射器也能降低钛白粉的堵塞问题。本方案结合武汉方圆钛白有限公司提供的文丘里喷射器制定了一套酸气处理方案。
2.1 工艺流程
在现有的大烟囱顶部增加电动烟囱盖,侧面开一排气口,酸解时,电动关闭酸解烟囱盖,大烟囱中吸收液一级吸收后从酸解烟囱产生的酸解尾气通过侧排气口进入文丘里喷射器,用质量分数>5%碱液吸收,吸收后废气通过引风机进入小烟囱就地排放,废液通过碱液罐缓冲后分析其浓度,若浓度仍>3%可循环利用,若浓度较低则直接排至酸解工序现有大罐中。循环碱液和新鲜配置碱液用碱液循环泵从碱液罐送至文丘里喷射器吸收酸解尾气。本方案的流程示意图如图1所示。
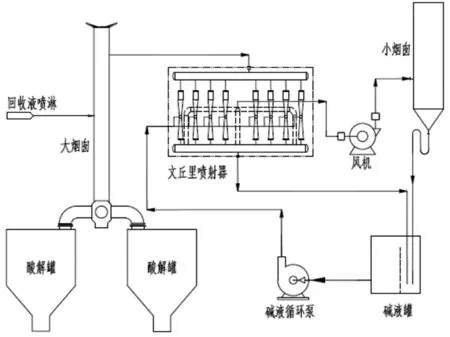
图1 方案一工艺流程示意图
2.2 设备介绍
本方案中涉及到的主要设备包括文丘里喷射器、风机、碱液罐、碱液循环泵、小烟囱等,设备规格参数、材质等如表1所示。

表1 方案一设备一览表
文丘里喷射器按照~30%的余量设计,确保尾气充分吸收,设置小烟囱的目的是进一步降低尾气中酸雾的含量,碱液罐内设挡板,回流碱液返回到挡板另一侧,确保回收液中微量钛白粉沉降排出。
3 方案二:三级吸收+旋风分离
3.1 工艺流程
结合酸解气的特性(气量大,温度高,放热大,含固体粉末等),根据工程设计的经验,设计了2台吸收器,在大烟囱中一级吸收后,在两台吸收器中再进行两级吸收,三级吸收后尾气达标排放。吸收器主要结构形式为底部为一水箱,盛满三分之二碱液,水箱上部设置一个喷射吸收器和一个旋风分离器。废气进入一级喷射吸收器用碱液吸收后,不凝汽进入旋风分离器,气液分离后进入二级吸收器,同样进行吸收、分离后不凝汽通风风机排至小烟囱中进一步气液分离后,达标排放。初步设计的工艺流程如图2所示。
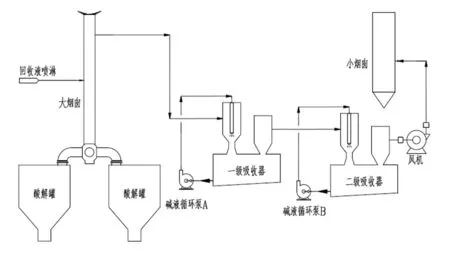
图2 方案二工艺流程示意图
3.2 设备介绍
本方案中涉及到的主要设备包括一级吸收器、二级吸收器、风机、碱液循环泵A/B、小烟囱等,设备规格参数、材质等如表2所示。

表2 方案二设备一览表
一级吸收器和二级吸收器按照~30%的余量设计,确保尾气充分吸收,设置小烟囱的目的是进一步降低尾气中酸雾的含量,水箱中碱液按照10 min停留时间设计,循环使用,设置分析取样检测碱液浓度。
吸收器中喷射器A口为酸解气入口,连接大烟囱,B口和E口为喷淋碱液入口,C口和D口与碱液罐连接,F口为不凝汽排放口与风机相连。吸收器为本套方案的核心设备,也是借鉴了文丘里喷射器的原理,结构简单,经过模拟计算能够有效破坏酸解气,处理后达标排放。
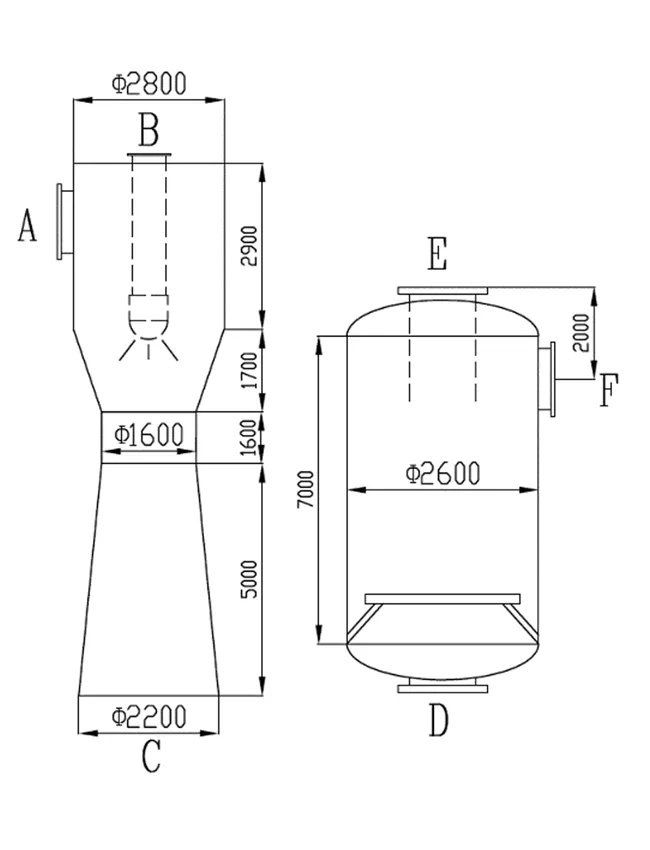
图3 一级吸收器喷射器和分离器示意图

图4 二级吸收器喷射器和分离器示意图
4 方案比较
以上两种方案均能够有效处理酸解尾气,处理后尾气达标排放。通过以上两种方案对比,总结如表3所示。
通过以上两种方案比较,方案一采用武汉方圆钛白有限公司提供的文丘里喷射器方案虽然投资较高,但其能耗更低,同时该方案在多个钛白厂已投产使用得到验证,业主方最终采用方案一进行采购安装,并运行良好,尾气达标排放。
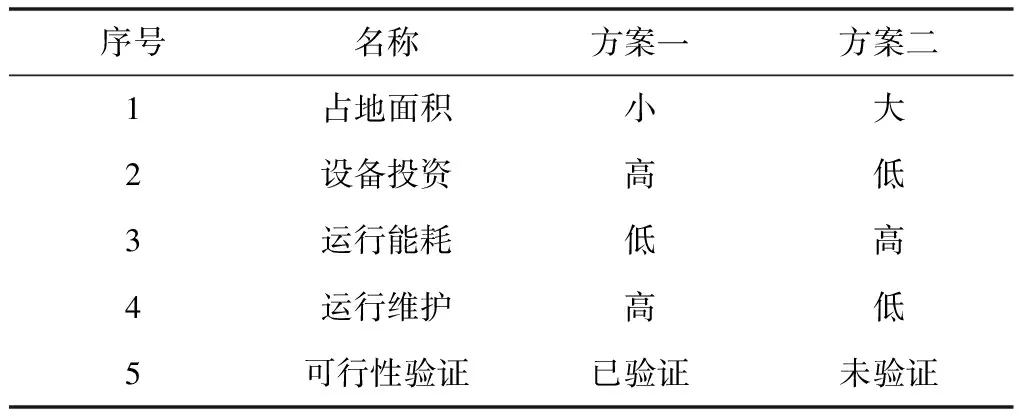
表3 方案比较
5 结论
结合山东某钛白厂提出的酸解尾气超标的问题,本文提出了两种解决方案,业主方综合考虑方案一更优。经过后期实际运行,尾气含量仍然稍微超标,我方建议将喷射碱液质量浓度由5%,提高到10%。修改后,尾气能够达标排放,工厂得以继续安全运行。本文的研究为其它硫酸法钛白厂酸解尾气的处理提供参考。