浅谈铁皮风管工厂化预制工艺方法
2020-07-04李心中
李心中

摘 要:通风管道是指用于工业与民用建筑中通风与空调工程的金属或非金属管道,是为了使空气流通,降低有害气体溶度的一種市政基础设施。通风管道常用的金属板材有普通钢板(黑铁皮)、镀锌薄钢板(白铁皮)、铝板、不锈钢板和塑料复合钢板等;常用的非金属材料有玻璃钢风管、硬聚氯乙烯板等。通风管道与其它系统管道安装相比较,它具有风管及配件的加工、制作和板材连接方法以及风道连接方法的特殊性。
关键词:铁皮风管;工厂化;预制工艺
1 前言
近年来,建筑物的体量越来越大,通风管道安装面积也随之增多,传统的铁皮风管手工制作方法已经远远不能满足质量和生产效率的需求,因此,铁皮风管工厂化预制应运而生。
2 工艺特点
2.1 准备阶段
准备工作主要包括绘制加工草图、选料、配备加工机具和人员、安排好运输工具、加工场地、板材的整平、除锈、划线等工作。
2.2 装配阶段
对加工制作好的产品进行质量检查、防腐处理、管段编号和运输等。
2.3 完成阶段
对风管进行吊装,完成对漏光、漏风量的检测,对检测不合格的风管。
2.4 传统铁皮风管加工工艺存在的问题及原因
(1)传统铁皮风管加工工艺普遍存在的问题:风管扭曲与翘角、风管塌陷或凸起、铆钉脱落、纵横向偏差大、加固强度不够、耗时、耗材。(2)引起这些问题的主要因素:施工时在板材上随意踩踏、对施工工艺流程不熟悉、放样下料尺寸没有复核、咬口精度不够、风管拼接方法不正确、风管加固不合理等。(3)对传统工艺普遍存在的问题进行实地分析归纳,我们发现:制作环节越复杂,参与制作的人员越多,质量越得不到控制。(4)采用铁皮风管工厂化预制工法,就是利用电脑控制设备,将铁皮风管的压平、加固、剪切、咬口、倒角、折方等工序全部在工厂里完成,然后运输到施工现场进行组装,可以省去复杂的人工制造环节,使之不受现场条件制约,可与现场同步进行风管制作,提高生产效率,降低了生产成本和工期,使质量得以保证,资源实现共享。
3 适用范围
(1)主要适用于通风、排烟、空调、人防等工程中规格为DN200mm~DN1500mm的圆形铁皮风管预制和规格为100mm~3000mm的矩形金属法兰风管与共板法兰风管的预制。
4 工艺原理
(1)风管切割软件PM2000。以软件拆图代替传统工艺中异形风管展开下料的工序,完成异形风管的设计、展开、板材排版、套料。本软件提供了上百个参数化图形库,满足一般风管类、风口类、消声器类的快速套料,并支持等离子弧切割的工作方式,实现设计切割一体化。
(2)铁皮风管生产线。由电动放料架、下料装置、过料平台、双侧咬口机、双侧共板成型机组、液压折方机、电气控制系统组成。可完成定长板料的开卷下料;平板型、L型直角边、联合角压制;共板法兰成型制作。
(3)电动放料架。可放置四卷材料,单卷可承载6T,配备了1.5kW的电机,经过涡轮蜗杆减速装置驱动,经过电路控制,实现了自动控制放料、退料及点动进料的功能,对板料表面起到了很好的保护作用。
(4)下料装置。主要由机架、校平压筋装置、剪角模具装置、剪切装置等组成,俗称上料、校平、压筋、测量、冲剪于一体机组。平压筋装置,采用五筋/六筋平行轴整体压制U筋,筋形间距为210mm/230mm,使成形的板材钢性大大增强。剪角模具装置位于校平装置尾端,采用液压动力系统,可根据板料的宽度自由调节。剪角工序完成后,板料前行至设定剪切长度,上梁压紧并剪断板料。
(5)过料平台。由皮带滚杠组成的传送线,完成对板材加工过程中的运输工作。
(6)双侧边咬口机。板料在传送线的作用下定位后,由辘骨机靠上板料,并在自身轧辘的带动下完成板料边缘雌雄咬口的制作。
(7)双侧共板成型机组。由14组轧辘组成,轧辘由电机驱动,成形宽度可调,调节时摇动手轮带动两根丝杠同步带动形部件整体移动。板料经由传送线输送,通过前部的导料板进入轧辘组,完成共板法兰的成形。
(8)电气控制系统。采用闭式反馈控制系统,设有安全启动按钮、报警装置,电路接地保护,保证安全生产的顺利进行。
(9)数控角钢法兰冲裁一体机。采用数控系统和冲压机械配合来完成角钢的冲孔裁断动作,构成一整套柔性冲压自动化生产线,保证了安全,提高了生产效率。
5 施工工艺流程及操作要点
5.1 施工工艺流程
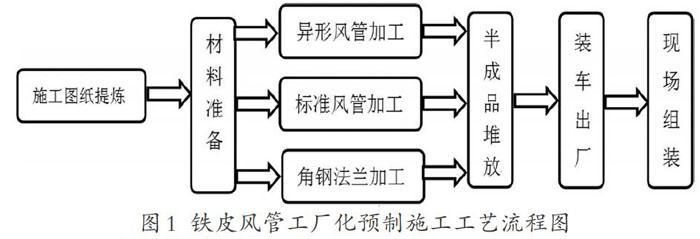
铁皮风管工厂化预制施工工艺流程如图1所示。
5.2 施工图纸提炼
(1)施工图纸提炼对应电子版图纸与纸质版图纸分别采用AutoCAD软件与人工比例尺两种拆图方式,每提炼一条管段对应其位置做一段标记,以确保提炼的准确性。(2)详细阅读设计说明与施工说明,建立Excel工程信息表,将工程信息、风管制作的板材厚度要求、风管连接方式要求、加强筋要求、垫片选用要求等录入表格。根据所统计信息,对此工程进行初步评估。(3)按设计单位分区对风管平面图进行提炼,将每个区域的直管段长度和规格与弯头、大小头数量和规格录入台账。
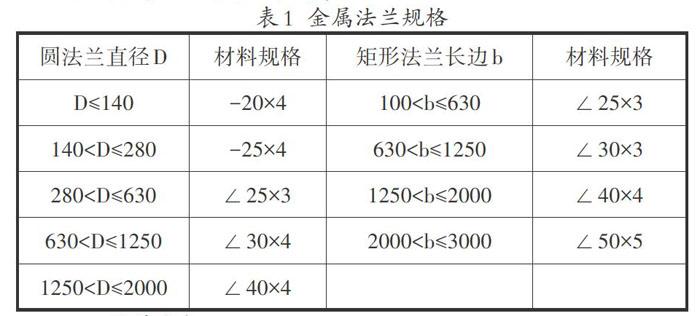
5.3 金属法兰选用规格见表
5.4 材料准备
(1) 将《材料总需求表》交由材料管理部门,由材料管理部门进行材料采购。采购的板材和角钢应符合设计要求,具有产品合格证与检测报告。并且板材表面应平整,厚度应均匀,无凸凹及明显的压伤现象,角钢不得有裂纹、砂眼、结疤等情况。(2)将《异形风管汇总表》交由设计部门,对异形风管进行设计展开。(3)与施工现场进行对接,多个工程项目根据各方进度安排,协调生产。
