浅议车轴锻造质量控制
2020-07-01张世宏
◎张世宏
一、前言
铁路货运因其大运量,高效率,安全,环保等优点正在发展为我国货物运输的主要的方式,随着经济形势和国际贸易的不断发展变化,未来一段时间,铁路货运装备的制造仍将呈现快速发展的势头。与此同时,铁路装备的质量监管将得到更多重视。车轴作为车辆行走部件中的重要部件,完全承担着车辆的载重和自重,在运行过程中承受强大的冲击力,因此,车轴的质量好坏,直接影响着车辆的安全,不得不引起我们重视。
二、车轴锻造工艺的现状
目前,我国常用的车轴锻造工艺包括自由锻工艺和径向锻造工艺。径向锻造是一种多锤头,高效率,高精度的锻造工艺,近几年在我国部分厂家得到一定的尝试,积累了一些经验。相对于径向锻造使用的精锻机,自由锻使用的快锻机设备具有较大的锻造压力,因此具有较好的锻透效果。从当前的应用规模看,车轴锻造工艺目前仍以自由锻为主。本论文将结合车轴自由锻生产的经验和理论,探讨在锻造过程中影响车轴质量的一些因素及改善思路。

三、锻造工艺要求
根据车间班组划分,与锻造紧密相关的坯料加热工序和车轴校直工序,与锻造工序统一设定为一个锻造班组。三个工序的作业要求如下:
1.轴坯加热工序。保温段炉温设置1180℃,炉内温度不超过1200oC,保温段保温时间不低于2小时。对因突发事故造成需停产超过三小时以上时,要将加热炉温度先降至1000℃以下,正常后按规定重新升温,保温二小时后方可以生产。

2.车轴锻造工序。用型砧样板检查型砧尺寸,用内卡钳测量型砧闭合高度,设定相应道次尺寸,确保安装正确。调整操作机钳口,保持与型砧同心。锻造时需用冷风管将氧化皮吹离型砧。现场操作工随时关注型砧和操作机状态,发现型砧错位和操作机钳口中心偏移应立即纠正。
锻造过程:锻打时先轻倒棱,以确保轴坯倒棱时单边压下量不超过30mm。①倒棱:主机紧贴操作机钳口一端开始,以90°旋转来回倒棱,进给量以100~150mm为限。②轮座:倒棱后,再从操作机钳口一端开始,进给量以50~100mm为限,旋转角度不大于60°,换轮座道次滚圆一遍。③轴颈:轮座滚完后,先换轴身道次,根据轴颈长度确定下压位置,进给量以50~100mm为限,旋转角度不大于60°滚圆;再换轴颈道次,进给量以50~100mm为限,旋转角度不大于60°滚圆。④调头:按上述1-3步骤加工另一侧。⑤轴身:先换轴身道次,依据轮座尺寸确定轴身起点,进给量以50~100mm为限,旋转角度不大于60°滚圆。
锻造操作过程中,应严格控制始终锻温度。每隔10根进行自检并用远红外测温仪测温一次记录。钢坯始锻温度应≥1000℃,终锻温度≥800℃。

3.车轴校直工序。在不低于510℃热态下校直,依次夹紧轴身,轮座,轴颈,每次翻转车轴180度左右,校直完后在冷却料台上平铺,不允许直接堆垛冷却。

四、锻造生产过程中影响车轴质量的因素
1.轴坯加热过程中可能影响车轴质量的因素。锻前的加热可以提高金属的塑性,降低变形抗力,并获得良好的锻后组织和力学性能,锻前的加热质量直接影响到车轴的产量,能耗以及快锻机寿命。一般来说,对于已经成熟的生产线,炉气成分和钢材成分已经属于固定因素,因此,从操作的角度来看,轴坯加热工序中影响质量的主要因素为加热温度及时间。
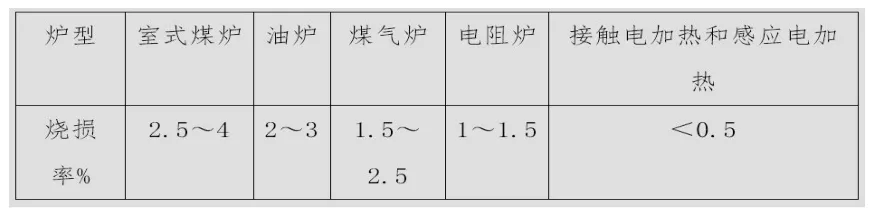
采用不同的加热方法时钢的一次烧损率
(1)氧化:在200~500℃时,钢料表面仅能生成一层氧化膜;600~700℃时,便开始有显著氧化,并生成氧化皮;从850~900℃开始,氧化速度迅速升高;超过1300℃时,表面氧化皮融化,扩散阻力减小,氧化速度大大增加。
(2)脱碳:温度超过1000℃后,脱碳速度超过氧化速度,钢料表面形成脱碳层。氧化皮在一定程度上可阻止脱碳层的加深,故控制加热温度可减小脱碳层的厚度。
(3)过热:超过过热温度,会引起奥氏体晶粒迅速长大,产生过热缺陷。过热将引起材料的塑性,冲击韧度,疲劳性能,断裂韧性及抗应力腐蚀能力下降。通常钢中的C,Mn,S,P等元素会增加钢的过热倾向。
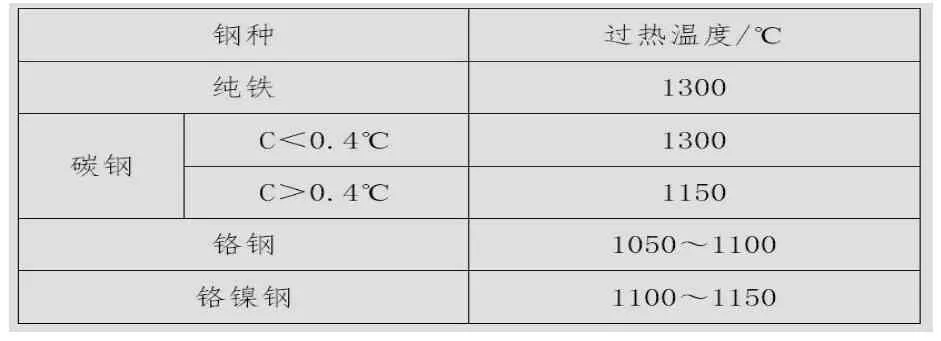
钢的过热温度
对于没有相变的钢,如果在加热中发生了过热,热处理能将其消除。对于具有相变重结晶的钢,过热可以分为稳定过热与不稳定过热两种情况。不稳定过热是单纯的高温奥氏体晶粒粗大,一般用热处理方法可以消除。稳定过热是除了高温奥氏体晶粒粗大之外,还发生了促使过热组织稳定化的情况,例如沿奥氏体晶界或孪晶界大量析出第二相(包括杂质元素化合物,如硫化物、碳化物、氮化物)的质点或薄膜等,这种过热用一般的热处理方法不容易改善或不能消除。
(4)过烧:当坯料的加热温度高于过热温度,并长时间加热时,不但奥氏体晶粒粗大,还有氧化性气体渗入晶界,这种缺陷即为过烧。由于氧化性气体渗入到晶界,还会使晶间物质Fe,C,S发生氧化,形成了易熔共晶氧化物,甚至晶界产生局部熔化,使晶粒间结合完全破坏。过烧是加热的致命缺陷,最后坯料只能报废。
(5)裂纹:加热过程中的裂纹,按其产生原因不同分为两种:内应力和过烧。坯料的内应力有:温度应力,组织应力和残余应力。一般来讲,坯料加热过程中,由内应力引起的裂纹主要是温度应力造成的,且裂纹发生于加热的低温阶段,裂纹产生的部位在坯料心部。

车轴锻造加热过程中产生的裂纹
总之,在加热过程中一定要保证温度在工艺要求范围内。同时要求采用分段加热,在低温加热阶段降低装炉温度,装炉后要保温,使得加热速度均匀,以防产生加热裂纹,并且尽可能快速加热,缩短钢在高温区域停留的时间。
2.车轴锻造过程中可能影响质量的因素。车轴锻造一般采用自由锻工序中的拔长工序。使坯料横截面减小而长度增加的锻造工序即为拔长。通过拔长过程,坯料各个部分都能得到充分的变形,使得拔长后的锻件内部组织比较均匀,有效提高了锻件的质量。但是,由于拔长是通过逐次送进和反复转动坯料进行压缩变形,所以它是锻造生产中耗工时最多的一种锻造工序。因此,提高拔长效率的探索和拔长质量的研究是拔长工序中同样重要的两个方面。若采用型砧拔长,金属的横向流动受到限制,迫使金属主要沿着轴向流动,与平砧相比拔长效率可提高20~40%。除了对型砧的设计改进之外,在压下量,送进量,旋转角度等工艺参数中进行适当调整,也是提高效率的一个思路。以下关于车轴的型砧拔长工序中,暂且只谈影响车轴质量的一些因素。
(1)送进量。
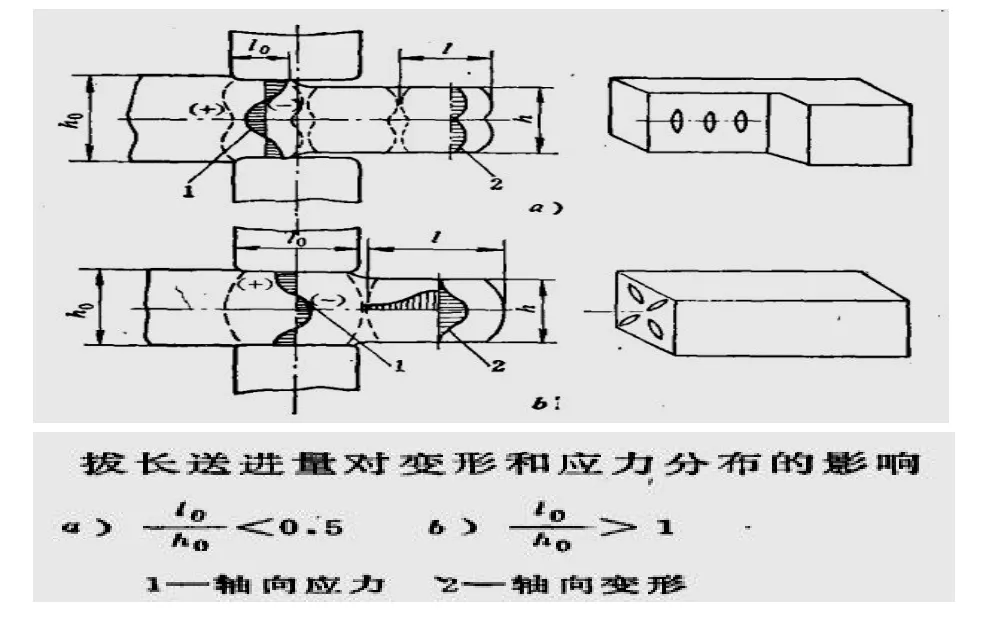
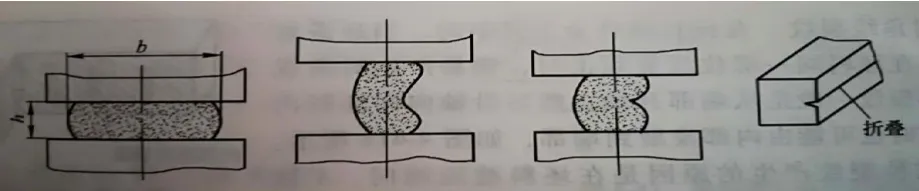
当 lo/ho〈0.5时(lo/ho为砧宽比),如图 a)所示,拔长变形区出现双鼓形。变形集中在上下表面层,锻件中心部分非但不能锻透,还出现轴向拉应力,容易产生内部横向裂纹。送进量如小于单边压下量,还会在表面形成横向折叠。
当lo/ho〉1时,如图b)所示,拔长变形区出现单鼓形,这时心部变形很大,能够锻透,但在鼓形侧面和角部受拉应力。容易引起横向裂纹和角裂。若在同一位置反复转动重击,由于金属沿对角的剧烈的相对流动,会使得塑性低的锻件产生十字裂纹。
考虑送进量对拔长效率和锻件质量的影响,相对送进量lo/ho=0.5~0.8较为合适,绝对送进量常取lo=(0.4~0.8)B,其中B为砧宽。在生产中,相对送进量lo/ho≥0.5的拔长成为宽砧锻造,反之为窄砧锻造。为了提高拔长的效率,通常采用窄砧锻造,若锻件要求充分锻透时,则应采用宽砧锻造。
(2)压下量。增大压下量可以提高生产效率,强化心部变形,有利于锻合内部缺陷,因此,只要钢的塑性允许,尽量采取大的压下量拔长。为了不使锻件产生折叠,单边压下量Δh/2应小于送进量lo;同时还要控制压下量不能过大,使得轴坯不被压太扁,翻转90°后拔长时失稳产生弯曲,形成表面纵向裂纹,如下图所示,每次压下后的坯料宽度和高度之比(b/h)应小于2.5~3.0。
纵向裂纹产生原理图

车轴拔长过程中的纵向裂纹
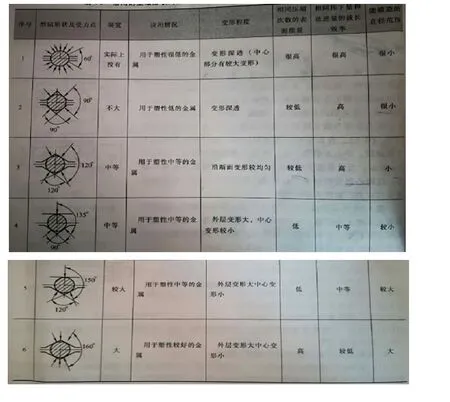
(3)型砧的影响。一般在型砧内拔长比平砧拔长效率要高20%~40%。当采用圆弧型砧和V型砧时,由于型砧弧段包角ɑ不同,其对拔长效率,变形程度,金属塑性和表面质量的影响不同,常用的型砧形状及使用情况如下图所示:
为了使轴的台阶平缓过度,即分段拔长时进行压肩或压痕,需要对型砧内凹边缘进行角度修整,使压痕或压肩面平齐,防止产生夹层现象。
锻造过程中需保持型砧与钳口的中心位置在一条水平直线上对齐,及时进行调整,避免车轴轴径或轮座偏心。
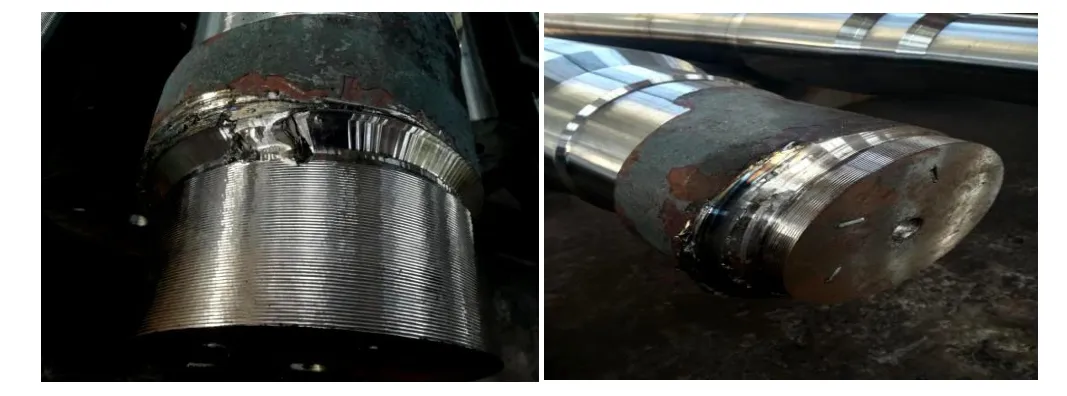
轴颈偏心导致后续机加工质量问题
(4)拔长方式的影响。因为车轴为台阶轴锻件,故一般采用沿螺旋线翻转90°拔长的方式。拔长短料时,可从坯料的一端到另一端,长料拔长时应从坯料中间向两端拔长。每次拔长翻转前后的送进位置要相互错开,使得轴坯沿轴线方向的变形均匀。
3.车轴校直过程中影响质量的因素。校直虽然作为车轴锻造的辅助工序,但是对保证车轴各部分的同轴度起至关重要的作用,决不可轻视。校直时应按照轴身,轮座,轴径的顺序夹紧,保证车轴轴身,轮座,和轴颈的同轴度。

未经校直的车轴