X-Y平台的模糊PID力/位置混合控制
2020-06-20侯伯杰张五臣高一鸣
侯伯杰,张五臣,高一鸣
(郑州大学机械工程学院,河南 郑州 450001)
1 引言
X-Y工作台由两个互相垂直交叉的执行机构组成,是一种比较典型的机械加工设备。它不但可以做一些比较简单的平面加工,也可以作为大型机械设备的原型机。当加工小型工件时,X-Y工作台相比于机器人有更快的响应速度和更高的精度。它由于结构较简单,响应较快,加工精度高等优点,因此在机械制造领域有广泛的应用[1]。
当X-Y工作台的执行机构与被控对象接触时,如果接触力较大就会损坏工件或刀具,影响加工质量。力控制的加入使X-Y平台能应用在更加复杂、精度要求更高的作业中[2]。针对X-Y定位平台的研究主要在位置控制中[3],在进行抛光、磨削、去毛刺等作业时,工作台与环境发生接触,为了保证加工质量,不仅要对位置轨迹有较高的跟踪精度,而且还要保证在平台与环境接触面间相互作用力的控制。研究人员对机器人上的力控制课题做过很多的研究[4-5],但在X-Y平台的力控制问题研究较少。因此以X-Y工作台为被控对象,提出一种力/位置混合控制策略。
采用自适应模糊PID控制方案,这种控制方案利用了模糊控制与PID控制的各自特点,使系统具有模糊控制的顺应性强的特点,又具有PID控制精度高的优势,增强了控制系统的鲁棒性。最后进行仿真试验验证,实验结果表明了该方法的有效性,有一定的工程实际意义。
2 X-Y平台动力学模型
X-Y工作台是研究的被控对象,其侧视图,如图1所示。该XY工作台用于加工精度较高体积较小的工件,工件固定在工作台上,伺服电机驱动X和Y方向丝杠协调运动,保证工件在一定平面范围内自由运动,打磨头即加工工具,它的位置是固定不动的,工件按照预设的轨迹在加工工具附近运动,从而实现磨削、抛光等精加工。完成加工精度高的工作,单纯的位置控制已经无法满足精度要求,而且对加工工具和工件表面易造成损坏,甚至对机床造成一定损伤。因此,在加工过程中不但进行位置的控制也要实现接触力的控制,力/位混合控制[6]是一种可行性控制方案。X-Y平台的机械进给系统动力学模型,如图2所示。

图1 X-Y工作台侧视图Fig.1 X-Y Table Side View
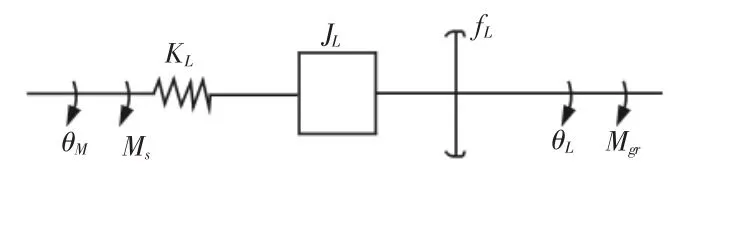
图2 机械进给系统动力学模型Fig.2 Mechanical Feeding System Dynamics Model
图中:θM、MS、KL、JL、FL、θL、Mgr—输入角位移、丝杠的驱动力矩、机械传动部件总扭转刚度、执行部件与各传动部件的总转动惯量、等效阻尼系数、输出角位移、等效负载转矩。机械传动转矩平衡方程表示为:

机械传动丝杠驱动转矩平衡方程表示为:

对式(1)和式(2)进行拉氏变换,整理得传递函数为:

后续系统仿真[7]分析都是基于式(2)进行讨论研究。
摩擦存在各个传动部分,X-Y平台建立模型时应考虑摩擦力因素。所用的摩擦模型表达式为:

式中:sgn(q˙)—符号函数;Fs—最大静摩擦力;Fc—库仑摩擦力;B—粘滞摩擦系数。
3 控制器设计
力/位置混合控制是指当执行机构在其位置不受限的方向规定为位置控制空间,在位置受限的方向规定为力控制空间,这两个空间相互垂直,互不影响,分别用不同的控制策略进行控制,在各控制回路分别设计力控制器和位置控制器,这两组控制量的和即为总的控制量,最终实现力和位置的同时控制。在位置控制部分采用PID控制,力控制部分采用自适应模糊PID控制,控制系统,如图3所示。

图3 力/位混合控制系统框图Fig.3 Hybrid Force/Position Control System Block Diagram
设计的力/位置混合控制系统控制器的设计主要包括位置控制器和力控制器的设计。当平台刀具与外界环境接触时,其控制
律为:

式中:up,uf—位置和力的输入矢量。
在进行打磨、去毛刺等操作时,打磨头与工件垂直接触力f可间接获得,转换公式为:

式中:Ge—环境等效刚度,由Z轴上摩擦头力传感器采集接触力F,Ep—工作平台位置误差;估算环境等效刚度;q—参考点实际位置;qe—参考点初始位置。
3.1 位置控制器

3.2 力控制器
3.2.1 模糊控制器设计
在控制系统中,位置控制器采用PID控制。
力控制器采用的是自适应模糊PID[8-9]复合控制方案。该控制方案以传统PID控制为基础,运用模糊控制思想,将偏差e和偏差变化率ec作为二维模糊控制器的输入量,通过模糊计算,模糊控制器输出变量kp、ki、kd,模糊控制器的设计是整个系统设计的重要部分,该控制器设计的关键在于确定输入与输出之间的模糊关系,在系统运行中实时检测输入量误差和误差变化率,通过模糊控制原理对输出量进行在线修正,实时整定PID参数实现自适应的目的。基于对上述控制系统的分析,偏差e和偏差变化率ec作为控制器输入,kp、ki、kd3个参数作为输出。设定输入变量e和ec的模糊子集为{NB,NM,NS,ZO,PS,PM,PB},输出量 kp、ki、kd模糊子集为{ZO,PS,PM,PB}。输入变量的论域为[-3,3],输出变量的论域为[0,3]。隶属函数采用工程上常用的三角形函数。输入量e和ec,输出量kp、ki和kd的隶属度函数曲线,如图4所示。

图4 隶属度函数曲线Fig.4 Membership Function Curve
模糊控制规则的建立是控制器设计的重要组成部分。模糊控制规则设计的优劣直接影响系统仿真效果,采用专家经验归纳,通过人类专家在实际生产、学习中不断积累总结,经过加工表述成可以用于仿真的模糊控制规则,这种控制规则具有一定的适应性。通过总结工程设计人员的技术知识和实际操作经验建立合适的模糊规则为:
IF(E is NB)then(Kp is PB)and(Kiis ZO)and(Kd is PS)
IF(E is NM)and(EC is NM)then(Kp is PM)and(Kiis PS)
and(Kd is PM)
IF(E is NM)and(EC is PM)then(Kp is PM)and(Kiis PS)
and(Kd is PM)
IF(E is NS)and(EC is PB)then(Kp is PB)and(Kiis PB)
and(Kd is PM)
IF(E is PS)and(EC is NS)then(Kp is PB)and(Kiis PB)
and(Kd is PM)
IF(E is PS)and(EC is PS)then(Kp is PB)and(Kiis PB)
and(Kd is PM)
…
3.2.2 PID控制器
输入变量e,ec,Kp,Ki和Kd为本控制系统中PID控制器的输入量,而输出控制量为uf,其控制算法为:

式中:e(n)—第n个采样时刻的偏差信号;KP—比例增益—积分时间常数;Td—微分时间常数;T—采样周期。
4 仿真分析
为了验证控制方案的有效性,通过MATLAB中Simulink仿真工具箱[10]进行仿真实验,以X-Y工作平台单轴为仿真对象,其传递函数,如式(3)所示。其中,JL=0.0014(kg·m2),FL=0.1,K=98(NM/rad)。取Fd=10N,期望轨迹为:qd=20sin4πt,初始值:q(0)=0;摩擦力 F位置控制部分参数设置为kp=400,ki=2,kd=4.2,环境等效刚度 Ge=100N/mm。
在仿真分析时,为便于对比分析,在力控制部分分别采用常规PID和自适应模糊PID两种控制方法进行。其仿真结果,如图5~图8所示。实线表示参考输入,虚线表示跟踪曲线。综合分析实验结果,自适应模糊PID控制方案无论是位置跟踪还是力跟踪都有有很高的跟踪精度,很快的响应速度,而常规PID控制方案响应速度和跟踪精度明显差于自适应模糊PID控制方案。恒力跟踪时在0.05s时已达到稳态,变力跟踪也表现出良好的跟随性,达到了期望的控制效果。

图5 位置跟踪曲线Fig.5 Position Tracking Curve

图6 恒力跟踪曲线Fig.6 Constant Force Tracking Curve

图7 变力跟踪曲线Fig.7 Variable Force Tracking Curve

图8 常规PID变力跟踪曲线Fig.8 Conventional PID Force Tracking Curve
5 结论
针对X-Y定位平台系统,提出了一种自适应模糊PID力/位置混合控制策略,在系统运行中对输入量误差和误差变化率实时检测,通过模糊控制原理对输出量进行在线修正,实时整定PID参数,提高系统自适应能力。仿真结果证实了该控制方案响应速度快,在保证位置跟踪精度的同时具有良好的力跟踪精度,达到了期望的控制效果。