3#汽轮鼓风机振动故障诊断分析及处理
2020-06-19
(攀钢钒公司能源动力分公司,四川攀枝花 617000)
引言
攀钢钒公司能动分公司3#汽轮鼓风机是炼铁厂高炉送风系统重要的组成部分,其运转正常与否直接关系到高炉的生产,故对其进行状态监测和故障诊断是十分必要的。2019 年8 月17 日,3#汽轮鼓风机大修完在开车试车过程中,当转速升到3700 r/min时,3瓦振动72 µm、4瓦振动73 µm,经暖机反复降转、多次试验,风机轴瓦振动依然超标,无法在3700 r/min继续加转试车。机组不能升速到正常工作转速,为了尽快查明原因,消除故障,我们对振动原因进行了诊断分析。
1 汽轮鼓风机结构及技术参数
汽轮鼓风机结构简图见图1。
图1 机组结构及测点图
主要技术参数:
功率:12000 kW;
工作转速:3700~4200 r/min;
汽轮机一阶临界:2502 r/min;
进汽压力:3.5 MPa;
鼓风机为Z-3650-52型轴流式风机,转子是鼓形焊接结构,转子焊接加工后车出10 级动叶槽道,动叶采用扭转叶片,材质为2Cr13,转子重量6300 kg,临界转速7310 r/min,高于工作转速,故转子为刚性转子。
一阶临界转速:7310 r/min;
工作转速:3700~4200 r/min。
2 故障诊断
利用HY-860C 单通道点检仪对机组振动进行检测,8 月17 日开机时转速升到3700 r/min 时鼓风机3 瓦推力瓦垂直方向频谱图,见图2。在谱图中,除了1倍频以外,还伴有3倍、2倍、4倍振动频率,由于在非线性系统中,不平衡也要激发谐波分量,初步判断为轴系不平衡及存在轻微动静摩擦。
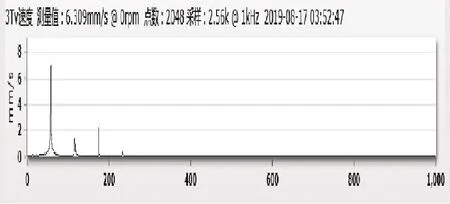
图2 风机推力瓦垂直振动速度信号
风机转速3700 r/min 时4 瓦垂直方向的频谱图,见图3,振动信号主要反应在1 倍频。根据风机推力瓦、3瓦、4瓦振动信号,我们经分析判断为风机转子存在不平衡,有轻微摩擦部位需解体检查。
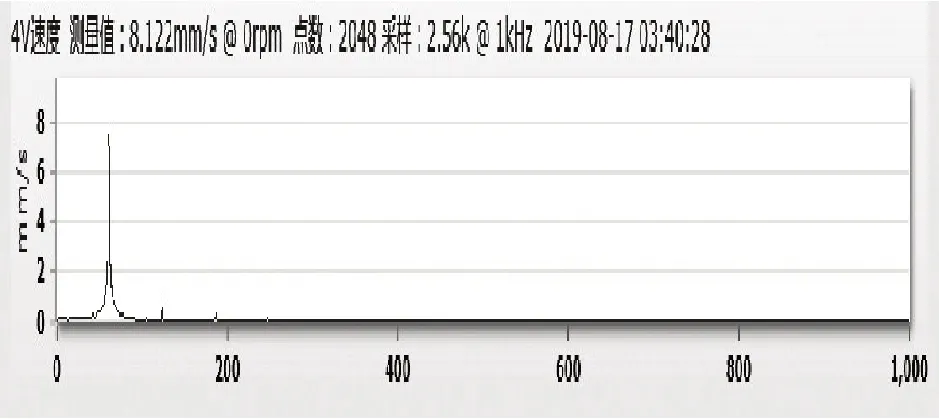
图3 风机4瓦垂直振动速度信号
8 月18 日盘车停运后对轴瓦分解,风机缸体解体检修中发现:第4级叶动叶片与缸体摩擦、高压侧部分气封片脱出;3 瓦、4 瓦及风机推力瓦未发现明显故障。对风机转子离线动平衡试验转子残余不平衡量在标准允许范围内。对转子高压侧脱出部分气封重新安装、第四级动叶片打磨、风机通流间隙复查、轴系中心复查。
8月20日21:00检修完,油循环合格后再次开机试车,3 瓦、4 瓦及风机推力瓦振动大,升速到3900 r/min时轴瓦最大振动90 µm,试车不合格,停机。
根据风机3瓦振动频谱信号反应来看(见图4),有较高的1倍频、其次有半频信号及2、3、4、5、7、8、9倍频率及更高频率信号。风机4瓦振动信号见图5,振动信号主要反应在1倍频。根据大型旋转设备故障诊断技术理论、现场故障诊断经验判定机组存在轴系不平衡、松动两种故障。
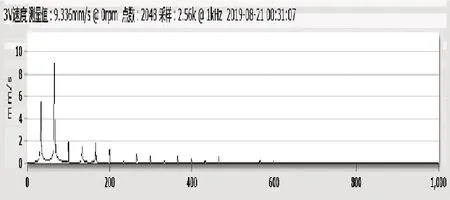
图4 风机3瓦垂直振动速度信号
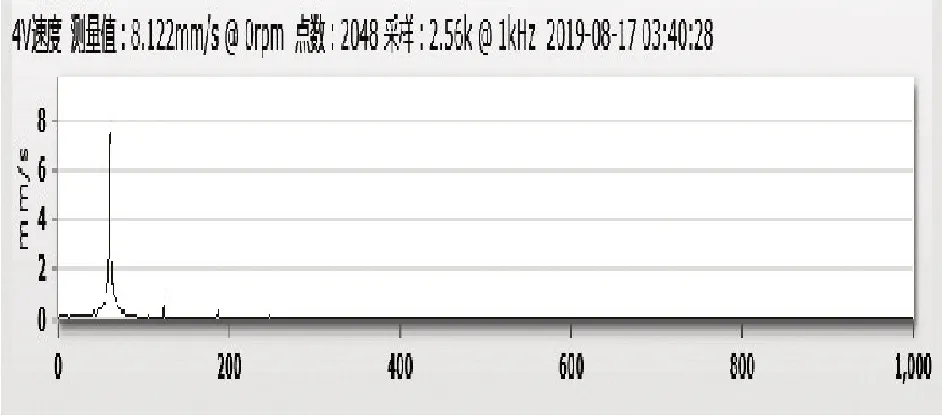
图5 风机4瓦垂直振动速度信号
在第二次试车前对机组揭缸、动平衡校验合格、通流间隙调整合格、轴瓦恢复时按技术标准要求,轴瓦水平扬度均在标准允许范围内,试车怎么会出现不平衡和松动信号呢?
首先,3#机风机转子本次大修是送专业厂家对一至十级动叶片检修更换,高低压侧气封片更换,转子更换叶片后由检修单位做高速动平衡,见图6,高速动平衡转速只能到3900 r/min,超过3900 r/min平衡机轴瓦振动超标,动平衡转速未能到最大工作转速4300 r/min。且从检修单位技术人员处了解得知,转子在高速动平衡时因轴瓦振动大超标严重,检查发现动平衡机轴瓦都有损坏。故可以初步判断引起轴瓦振动大主要原因之一为高速动平衡试验未达正常工作转速。
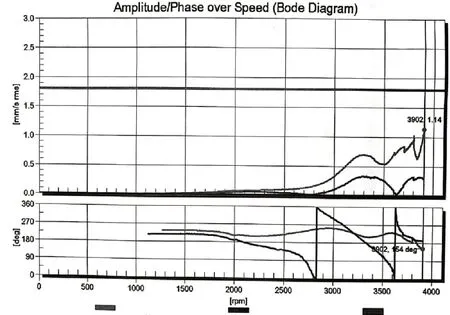
图6 风机转子高速动平衡转速与振动曲线
其次,对松动信号产生的可能原因逐项排查,从轴瓦安装间隙检查未见异常。从修复的转子部件进行排查发现,转子高低压侧气封片存在一定的安装不到位;转子叶片安装后叶根与隔叶块的间隙有超标情况,并且每级叶片均有部分叶根与隔叶块配合不紧密,0.10 mm塞尺检查有间隙(风机动叶片安装要求为叶片叶根与隔叶块应研配,间隙要求0.03 mm 塞尺检查无间隙)。找到松动信号来源的原因为,风机转子动叶片安装叶根与隔叶块配合不紧密。
我们对试车振动信号特征信号(见表1)进行分析,发现歪度指标为-0.527,歪度指标判定故障的特征为:零时轴系正常;正值时是基础或者支座松动;负值时为轴系存在松动。

表1 3瓦振动信号特征表
从风机转子叶片安装情况及试车的振动信号综合分析3#机风机轴系存在松动故障,叶片安装配合不紧密造成风机轴系在高速离心运动的时候及轴系温度升高后发生位移变化,使得轴系产生高速时的离心不平衡量,作用力通过油膜传递到支撑瓦,反应在轴瓦振动超标。根据机组开机过程风机出口温度与轴瓦振动趋势分析如图7。
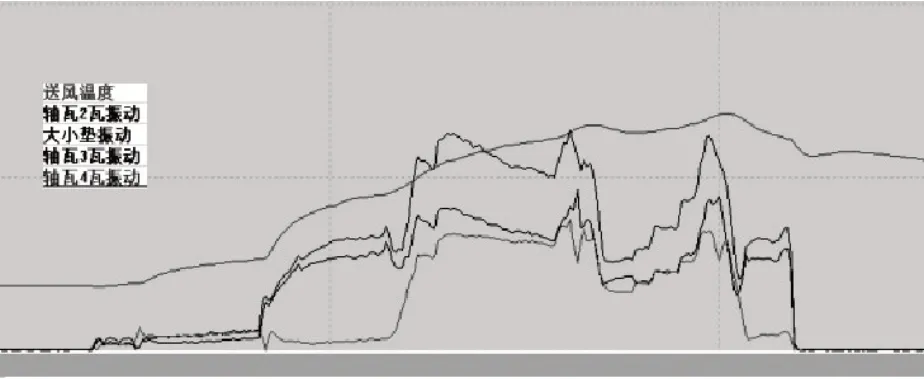
图7 轴瓦振动与风温趋势图
随着风温的升高,转子温度升高,轴瓦振动增加,可以看出在风温相对稳定情况下,转速变化对振动影响较大。
3 故障处理
对3#机轴瓦振动原因进行初步诊断分析后,8月22 日对3#机风机揭缸,由原检修厂家组织拆除轴系动叶片进行叶片二次安装,每块叶片与隔叶块进行研配,预组装对每级叶片的锁扣位置定位,用0.03 mm 塞尺检查叶根与隔叶块配合间隙要求在75%面积,0.05 mm 塞尺检查叶根与隔叶块间隙在5%以内为合格。叶片安装后因条件限制只在现场进行离线低速动平衡,高低压侧两端不平衡量分别控制在18 g以内,按检修技术要求检查机组各部位并回装,于9 月3 日21:00 检修完,9 月4 日3:00 组织动态试车,机组升速到4300 r/min,风压0.3 MPa,风量3250 m3/min,机组轴瓦振动正常,见图8。
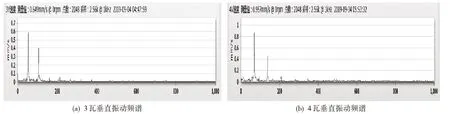
图8 机组振动频谱
4 结论
(1)通过本次对3#汽轮鼓风机振动故障的诊断,引起轴瓦振动的原因较多,应全面对设备检修过程进行跟踪,便于对出现的异常情况进行分析判断。
(2)设备故障诊断要依靠多角度的信号检测分析,并结合现场实际,掌握风机振动故障特征,提升振动故障诊断分析及处理的能力。
(3)运用先进的设备管理理念,掌握设备振动诊断技术,采用适宜的检测仪器帮助设备管理人员、检修人员,提升设备检修管理水平。
