重型复杂结构件过渡槽焊接变形工艺研究
2020-06-15董曼淑刘龙董志波
董曼淑 刘龙 董志波


摘要: 为了有效控制重型复杂结构件过渡槽焊接变形,采用基于热-力耦合分析的有限元软件MSC.Marc对过渡槽建立1∶1比例模型进行模拟。通过缩比件数据分析来验证建模的准确性,并设计了两种不同路径方案进行对比分析,提出优化建议。选取典型产品对两种方案进行了现场验证,结果表明,方案二较之于方案一效果明显,有效控制了重型复杂结构件过渡槽的焊接变形。
关键词: 重型复杂结构件过渡槽; 缩比模型; 有限元分析; 焊接变形
中图分类号:TG 442
Study on welding deformation technology of transition slot
for heavy complex structures
Dong Manshu1,2, Liu Long1,2, Dong Zhibo3
(1. Ningxia Tiandi Benniu Industrial Group Co., Ltd., Shizuishan 753001, Ningxia, China;
2. Ningxia Field of Activity Heavy Equipment Technology Co., Ltd., Shizuishan 753001, Ningxia, China;3.Harbin Institute of Technology, Harbin 150001, Heilongjiang, China)
Abstract: The model of transition slot was established by using the finite element software Msc.Marc based on the thermomechanical coupling analysis in order to control the welding deformation of the transition groove of the heavy complex structure. The accuracy of simulated results is verified by the experimental data of scale model. The optimization suggestions are put forward by the comparative analysis of two different schemes. The experimental results of two typical products show scheme two is better than scheme one in effectively controlling the welding deformation of transition slot of heavy complex structure.
Key words: transition slot of heavy complex structure; scale model; finite element analysis; welding deformation
0 前言
重型复杂结构件过渡槽是煤机产品“三机一架”[1]中的刮板输送机装备的关键部件。三机一架即采煤机、刮板输送机、转载输送机和液压支架。由于刮板输送机在运行过程中受力复杂、条件恶劣容易造成设备损坏或断裂,因此刮板输送机性能的可靠性是进行高效作业的根本保证。过渡槽用于连接机头(尾)和中部段,使刮板由中部段到机头(尾)平稳运行。中板为弧形,在运输过程中中板、侧板上沿最易磨损,导致刮板链运行过程中存在刮卡、跳链等问题。过渡槽结构复杂,由40多个零件焊接而成,实际生产制造过程中焊接量大、焊接变形不易控制[2]、变形矫正困难等问题。目前,国内外煤矿制造业对过渡槽的焊接变形及可靠性研究很少,在实际生产制造过程中出现了大量过渡槽结构焊接变形超标的问题。
文中主要对过渡槽进行了有限元模拟[3],典型焊缝缩比件数据验证,设计不同焊接路径方案以及方案现场验证等研究,达到有效控制重型复杂结构件过渡槽焊接变形的目的,提高刮板输送机可靠性。此研究对实现提高中国煤机重型装备的可靠性有十分重要意义。
1 有限元模型的建立
1.1 有限元建模及计算参数
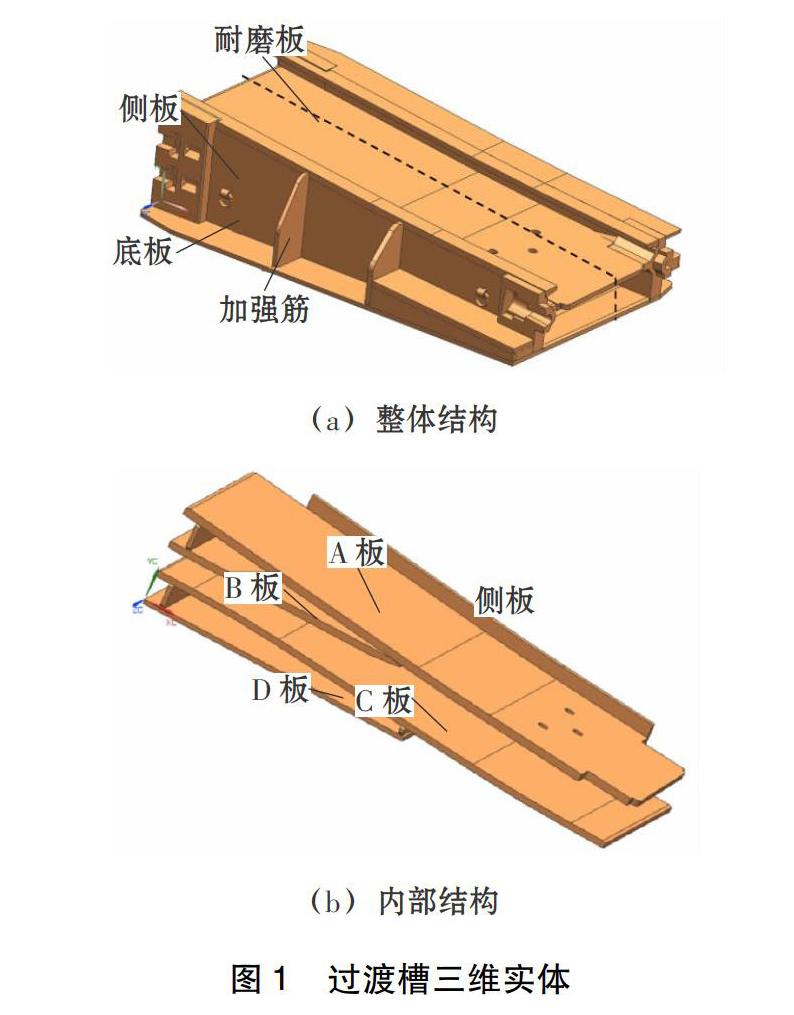
研究中采用基于热-力耦合分析的有限元软件MSC.Marc对重型复杂结构件过渡槽进行1∶1比例建模模拟,并结合工艺文件,研究过渡槽焊接结构的施焊与焊后变形规律,确定影响焊接变形的主要焊缝。过渡槽三维实体,如图1所示。图1a中过渡槽长度3 m,寬度2 m,最高位置距底板高度0.8 m。图1b中A板为上中板,B板为下中板,C板为上底板,D板为下底板。A板、C板是主要的工作板,它们的变形大小势必会直接影响耐磨槽的工作状况;B板、D板对A板和C板起到支撑作用,目的是使A,C板在工作中不至出现过大变形,因此B,D板会间接影响到A,C板的变形,侧板与A,B,C,D各板的焊接均采用双侧多层多道角焊缝。
考虑到主要焊缝焊接工艺对整体变形的影响,并建立整体有限元网格模型[4],如图2所示。网格类型采用六面体八节点单元进行划分。网格模型单元数
量是175 162个,节点数量是241 391个,整体结构的网格雅可比系数小于0.7。过渡槽侧板材料为Q345普通碳钢,其它材料都为NM400耐磨钢,以上材料的物理性参数密度均为7.8 g/cm3,泊松比为0.3。在焊接过程中固定三个方向的节点位移,在冷却过程及冷却到室温后,采用自由约束,使整个结构自由收缩变形,研究在自由状态下整个结构的变形规律。
1.2 过渡槽缩比件模型计算
由于大型实际焊接结构的尺寸大、焊缝长且多,焊接的试验验证工作成本过高,实际结构的模拟模型参数的修正[5]工作过于繁多,因此利用缩比件进行数值模拟的参数修正工作,提高大型实际结构的数值模拟精度,并对变形进行可靠的预测。
根据过渡槽产品结构特点,中板和立板焊接接头为T形接头,都为双侧角焊缝,主要焊缝为12 mm二层五道和15 mm三层七道。因此缩比件也设计为T形接头结构,如图3所示。T形接头正面焊缝焊脚尺寸为12 mm的角焊缝,背面焊缝焊脚尺寸为15 mm的角焊缝。缩比件底板为Q345钢板,外形尺寸为800 mm×500 mm×35 mm;立板为NM400耐磨板,外形尺寸为800 mm×300 mm×40 mm。采用富氩混合气体保护焊接方法,焊接材料选用1.2 mm ER506实芯焊丝,焊接参数见表1。试验过程采用接触式温度采集设备,图4为试验测温情况。图5为典型的二层五道和三层七道测温位置。
通过对简单T形接头的多层多道焊計算来为复杂结构计算提供参考,然后再通过对重型复杂结构件过渡槽建模,同时结合前期模型模拟工艺进行计算。基于热循环、应力场等对有限元模型进行了现场试验验证。
1.3 过渡槽方案设计
依据缩比件验证及现行焊接工艺,建立了过渡槽模型,其焊缝分布与焊接方向如图6所示。通过综合分析确定了如下两种方案。
方案一路径:左1→左2→右1→右2→左3→右3→左4→右4→左5→右5。
方案二路径:左1→右2→左3→右1→左2→右3→左4→右4→左5→右5。
2 模拟结果与分析
基于以上建立的过渡槽有限元模型和设计的两种不同路径方案,通过对侧板、中板、下中板后处理得到各板焊接变形云图后选择不同路径测算路径节点变形量[6],并进行焊接变形对比分析。
2.1 侧板变形分析
图7为侧板变形云图。图8为不同路径下的z向位移曲线。按照图7中侧板的位置,提取路径1上的节点,其z向位移如图8a所示。从图8a可以看出,侧板发生了波浪变形,A板的两侧角焊缝发生冷却收缩,导致z向位移为负,边缘所产生的最大变形量为0.87 mm;C板左侧的焊缝产生角变形与A板右侧的焊缝产生的角变形相互作用[7-9],因此产生了A板与C板之间的凹陷,凹陷的中部挠度最大为-0.18 mm。
侧板的路径2位置与A,B,C三板均以单侧角焊缝相连,其z向位移,如图8b所示。由图8b可以看到,有焊缝的一侧z向位移为负,无焊缝一侧z向位移为正,其本质为焊缝金属产生的压缩塑性应变导致[10]。
2.2 中板(A板)变形分析
图9为中板变形云图,其中正面在板边的全长焊接角焊缝,而板的背面在板边焊接板边半长,焊接方向已标出。板的左右两侧的位移明显不同,板的左侧位移为正,而右侧位移为负。这是因为板的右侧在背面没有焊缝,因此焊缝收缩效应只在板的正面发生,因此板的左侧整体位移呈现正值。板右侧在焊接完正面焊缝后,接着焊接背面焊缝,而背面的焊缝收缩更占优势,因此板的位移为负值,最大位移-0.79 mm。图10为仅焊完焊缝1与焊完焊缝1和2的位移对比,可以看出两者在距离路径起点1 200 mm之前无明显变化,而由于距离路径起点1 200 mm之后在中板背部焊接了角焊缝,因此位移大幅度下降。
2.3 下中板(B板)变形分析
B板对A板起到支撑作用,为了实现支撑作用,B板与A板之间在板边相连。图11为下中板变形云图。由图11可知,板的左侧位移为正,这是因为首先焊接的A板对B板向上拉伸,而B板的右侧位移为负,这是因为B板焊接后背面焊缝收缩,板产生角位移。图12为焊接完A板但未焊接B板的时刻与已经焊接完B板的时刻两种情况下B板位移的对比。在B板未焊接之前就有初始位移,该位移是焊接A板时A板对B板的拉伸所导致的,B板焊接后,位移大幅度下降,且距离连接处越远(坐标0点为连接位置),位移下降越严重。
通过对过渡槽整体结构进行模拟分析,得出过渡槽各部分的纵向残余应力[11-13]均与传统理论相符合,即焊缝处受拉伸,远离焊缝处受压缩。焊缝使侧板向存在焊缝的一侧弯曲,使侧板呈现波浪变形;由于焊缝的横向收缩,中板以及下中板均呈现不同程度的角变形最大位移。
依据以上研究内容对两个方案主要从采取侧板、中板、下中板等焊缝多层多道改为单层上下交替焊接;根据变形趋势的不同,采用左右上下交替焊接,用后一道焊缝的变形量来抵消前一道焊缝的变形量。
3 现场验证
重型复杂结构件过渡槽之前焊接变形量最大达到了8~10 mm。根据以上研究的两种方案选取了变形量较大的典型产品过渡槽进行验证,侧板材料为Q345普通碳钢,其它材料都为NM400耐磨钢。外形尺寸长度3.1 m,宽度2.2 m,最高位置距底板高度0.8 m。采用富氩混合气体保护焊方法,焊接材料选用ER506焊丝,焊接设备采用松下YD400EA焊机,具体工艺参数见表2。图13为过渡槽实物焊接测定变形情况。焊后分别检测了过渡槽变形量,采用方案一变形量为7~8 mm,采用方案二变形量为3~4 mm。
4 结论
(1)通过缩比件的数值模拟与温度和应力试验测试结果的对比,验证了模型参数的合理性。
(2)通过两种方案模拟结果的对比分析,结果表明,采用侧板、中板、下中板等多层多道焊缝改为单层上下交替焊接,并结合变形规律,采用左右上下交替焊接,可利用焊缝间的相互变形作用,可抵消焊缝的变形量。
(3)根据两个方案的现场产品验证,结果表明,方案二能够控制中板、下中板等各板的变形量,且控制变形效果更明显。因此,通过该研究实现了重型复杂结构件过渡槽焊接变形的有效控制。
参考文献
[1]劉建忠.基于技术创新的煤矿机械采掘工艺方法研究[J].矿业装备,2017,6(2):31-32.
[2] 朱琳,吴杰峰,刘志宏.大型重载复杂轮廓真空室领圈焊接变形控制[J].焊接学报,2018,39(11):6-10.
[3] 荆洪阳,徐景景,徐连勇. 刚性对接裂纹试件和VRC试件拘束度有限元模拟[J].焊接学报,2018,39(8):1-5.
[4] 周宇,王小平,张乐恩, 等.网格化复杂曲面延拓算法研究[J].机械科学及技术,2020,1(4):1-7.
[5] 严益, 刘川, 王春景, 等.基于本征应变法修正厚板轮廓法应力测试误差[J].焊接学报,2019,40(11):82-86.
[6] 蒋国芳. 三软煤巷掘进工作面应力集中数值模拟分析[J].能源与环保,2019,1(6):171-175.
[7] 张笈玮, 李宏佳, 冯忠志, 等. 大面积拼焊平台结构的焊接变形预测[J].焊接学报,2019, 40(2): 124-128.
[8] 薛彬,张天会,徐人平,等.残余压应力场对B780CF钢焊接接头疲劳裂纹扩展的影响[J].焊接学报, 2016, 37(6):103-108.
[9] 刘川, 冯俊, 朱海洋, 等. 基于轮廓法测试惯性摩擦焊接头内部残余应力[J]. 焊接学报, 2015, 36(6):1-4.
[10] 王苹, 刘永, 常荷茜,等.焊接结构学中的热-力耦合问题简析[J]. 焊接学报, 2019,40(7):6-11.
[11] 钱骥, 蒋永, 吴冲.纵肋-盖板裂缝重焊修复后残余应力数值分析[J]. 焊接学报, 2018,39(10):25-29.
[12] Yan Chunyan,Jiang Xinyi, Yuan Yuan,et al.Graphenecoated copper foam interlayer for brazing carbon/carbon composite and niobium[J]. China Welding, 2019,28(2):1-9.
[13] 邹永丰,李亚东,黄志霜,等.基于逐层铣削法测量桥钢厚板焊缝区残余应力[J]. 机械制造文摘-焊接分册,2016(6):10-13.
