智能化木门砂光机床核心部件设计与研究∗
2020-06-15郑春朋任长清
赵 辉 郑春朋 马 岩 任长清
(东北林业大学,哈尔滨 150040 )
各类木门已走进千家万户,随着生活水平的提高,人们对木门品质的要求越来越高。木门的外观是重要的评判标准,一般体现在木门表面喷漆是否光滑。提高木门的表面装饰性能,除了要有较高的喷漆水平,还应该保证坯件表面光洁,此步骤需通过砂光机进行表面砂光完成,其中,带式砂光机因具有加工幅宽大、生产效率高、散热条件好、砂带更换便捷、粗砂精砂变更方便及加工精度高等特点,被广泛应用于木门表面砂光[1-4]。
木门根据其装饰的雕刻花纹可以分为阳刻木门与阴刻木门。阳刻木门指加工的雕刻花纹留下轮廓线,其余部分去掉,一般凸出于木门表面,而阴刻木门与之相反,一般把形体本身的轮廓线去掉,图案在木门表面之下[5-6]。目前,人们对阴刻木门的定制需求逐年增加,传统砂光机床无法满足阴刻木门全部的加工需求,生产效率大大降低,本文就阴刻木门砂光机床进行设计研究,以实现阴刻木门砂光的自动化和智能化[7]。
1 砂光机砂光工艺分析与整体设计
1.1 砂光工艺原理
砂光工艺是阴刻木门生产过程中的一个重要环节,它直接影响阴刻木门的外观质量,是决定阴刻木门品质的重要一环。砂光工艺的本质是将分布在砂带基体上的各个磨粒作为刀具进行的一种特殊的、多刃的切削加工形式,整个磨削过程较为复杂,在压力作用下,磨粒与工件接触,磨粒大多以负前角和小后角进行切削,工件表面因挤压式运动切除少量材料,在压力与速度达到一定值后,被加工材料在磨粒前方断裂形成切屑,而后掉落,最终形成加工表面。在加工区域内参与磨削的磨粒数量相对较多,单颗所受载荷相对较小,砂带磨削具有较大的容屑空间,磨屑可以直接带走,不易造成砂带堵塞[8-11]。
1.2 阴刻木门砂光机床总体布局分析
合理的砂光布局能够提高砂光质量和工作效率,这与砂光机类型的选择与阴刻木门各部分的加工顺序有关。随着砂光技术的快速发展,市面上的砂光机种类多样,但大致可以分为盘式砂光机、辊式砂光机、带式砂光机[12-13],其中带式砂光机的磨削质量高,磨削温度较低,但砂光时受到人为控制的压力影响较大。
专用机床主要完成阴刻木门的侧面及表面的砂光工作,用规格材组装好的阴刻木门由于设备和人工等原因整体会有误差,往往不规整,两侧面可能会有较小的角度倾斜或侧表面不平等现象,因此首先对整个木门的两侧面进行小加工量的垂直加工,以达到规方效果,之后再进行侧表面砂光,最后进行主要的表面砂光。
根据以上分析,侧边砂光采用2 组窄带式砂光机,用于粗砂精砂;对阴刻木门表面采用3 组宽带式砂光机,以完成定厚,粗砂精砂;对有阴刻雕刻花纹表面及内部凹陷处采用10 个盘式砂光机,最终确定砂光布局如图1。该布局可以一次性完成阴刻木门两侧面、门面及阴刻雕刻花纹面的精砂,大大提高了工作效率。
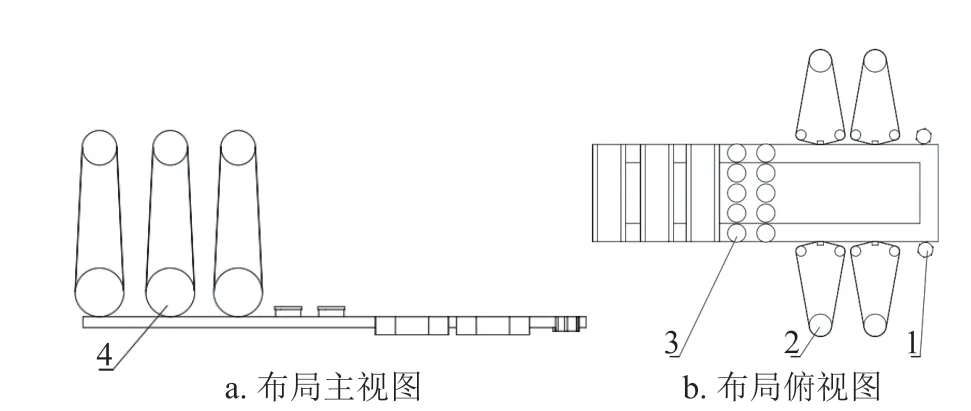
图1 砂光布局示意图Fig. 1 Sanding layout diagram
2 阴刻木门砂光机床方案确定
2.1 带式砂光机的选取
侧边砂光的加工量实则为阴刻木门的厚度,一般不超过100 mm,因此选择窄带式砂光机,阴刻木门表面砂光选择宽带式砂光机。砂带的线速度一般在10 ~20 m/s时,砂光效果较好。粗砂精砂由于砂光精度不同,需选取不同粒度的砂带,粗砂时为提高生产效率,宜选用较粗粒度的砂带,一般选用粒度40~100 号的砂带,精砂时选粒度120~180 号的砂带,需注意相邻两道工序的粒度号不应超过两级[14],可根据实际需求灵活更换不同砂带。
2.2 阴刻木门砂光机床基本参数
结合上述分析与阴刻木门的实际加工需求,得出砂光机床参数见表1。表中数据为后续设计提供理论基础。
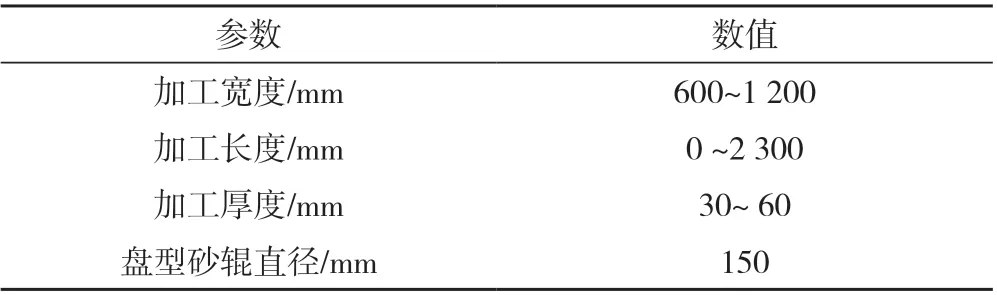
表1 基本参数Tab.1 The basic parameters
2.3 设计方案
根据前文布局分析及基本参数的选取,设计整机结构如图2 所示,主要由规方铣削、侧边砂光和表面砂光组成。规方铣削首先完成对整个阴刻木门两侧边小于1 mm的切削,使木门坯料形状更加规整,方便后续加工;侧边砂光采用两组不同粒号的窄带式砂光机,完成两侧边的粗砂精砂;表面砂光通过第一组宽带式砂光机完成阴刻木门表面的定厚砂光,10 组盘型砂光机完成阴刻花纹及所有内部凹陷边角的砂光,而后通过后两组宽带式砂光机完成阴刻木门表面的粗砂精砂。规方铣削和侧边砂光各自都有移动端与固定端,通过调节两端的距离以适应不同宽度的木门。

图2 整机结构Fig. 2 The whole machine structure
3 阴刻木门砂光机床核心模块设计
3.1 规方铣削设计
规方铣削的具体结构方案如图3 所示。移动端根据加工的木门宽度调整位置,两侧压辊夹紧木门,两侧铣刀可在底座上移动,从而调节铣削量,传送带转动后带动木门前进,并完成两侧边的铣削。其中,铣刀是关键部件,需要保证铣削力达到加工要求,其转动加工由电机带动,因此需选择合理的电机型号,下面对切削力进行计算并选型电机。
木材的切削力可通过单位切削力进行计算,公式[15-18]为:

式中:Fx——切削力,N;
p ——单位切削力,N/mm2;
a ——切削厚度,mm;
b ——切削宽度,mm。
其中切削厚度按1 mm计算,切削宽度即为木门厚度按60 mm计算,切削速度约为35 m/s,单位切削力未知,可按以下公式计算:

式中:Cp——刀具刃口钝化系数;
kz、Az、Bz、Cz——实现数据分析得出的系数,与树种、切削角、 切削速度和切削方向等因素有关;
V——切削速度,m/s;
δ——刀具切削角,(°)。
通过查表确定各参数系数,Cp为1.3,kz为1.46 N/mm,Az为0.196 N/mm2,δ为35°,Bz为0.069 N/mm2,Cz为5.396 N/mm2,计算得p为7.157 N/mm2,计算得Fx为429.42 N,计算切削功率为:

切削功率为15 kW,因机床的传动效率一般为0.75~0.85,则电机功率计算约为20 kW,考虑到加工环境,选取粉尘防爆电机型号YFB180M-2_IMB3,功率22 kW,转速2 950 r/min,以皮带传动的方式为铣刀提供动力,通过改变皮带传动的传动比进行提速,达到铣削要求。
3.2 侧边砂光设计
侧边砂光的结构如图4 所示。根据阴刻木门的实际宽度,调整移动端位置,夹紧木门后在传送带的牵引下前进,通过不同粒度的窄砂带砂光机完成阴刻木门两侧边的粗砂精砂,为保证磨削加工的可靠性,下面对窄带砂光机进行磨削力计算。
磨削受力图如图5 所示,气缸提供压力,压块压紧砂带,提供磨削所需的正压力,Ft为切向力,计算公式为[19-20]:

式中:Fn——气缸提供正压力,N;
Ft——切向力,N;
f ——磨削系数。
其中磨削系数ƒ主要与砂布磨粒直径、变钝程度以及被加工件的性质有关,可用经验公式求得:

式中:di——主要磨粒直径,mm;
α1——树种修正系数(桦木1,松木0.95,栎木0.85);
α2——磨粒变钝系数(尖锐1.3,中等尖锐1,变钝0.8)。
查询磨粒粒度号及其尺寸表可知,粒度100 时磨粒尺寸150~125 μm,取最大值150 μm,di为0.15 mm,α1为0.95,α2为1.3,代入系数求得 f 为0.62。
选择的窄带式砂光机内部下压气缸的工作压力P为0.3 MPa,缸径 d 为20 mm,因此由公式(6)求得Fn=94.2 N,由此求得Ft为58.4 N。

下面对窄带砂光机的电机进行验算选取:

式中:T——电机转矩,Nm;
d1——主动轮直径,mm。
其中主动轮直径为184 mm,由公式(7)可计算得转矩为5.4 Nm,选择型号为1FL5 的伺服电机,扭矩为6 Nm。
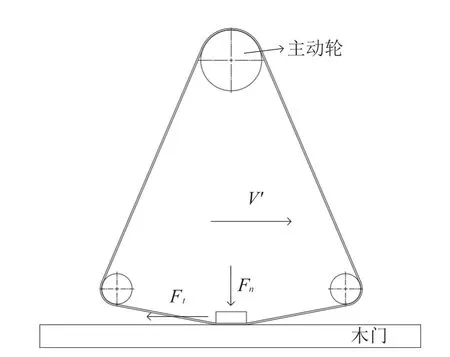
图5 受力分析Fig. 5 Force analysis
3.3 阴刻木门表面砂光
表面砂光结构如图6 所示。完成侧砂的阴刻木门进入后首先进行定厚砂光,由于阴刻的花纹比较细小,选用盘型砂光机进行阴刻花纹和所有内部凹陷边角的砂光,之后的两组砂架分别进行木门表面的粗砂精砂,为得到较好的表面砂光效果,对表面砂光的磨削力进行计算。

图6 表面砂光Fig. 6 Surface sanding
接触辊磨削的受力分析如图7 所示。磨削过程中,在砂带接触区域作用的总磨削力可分为切向力(磨削力)Fm和法向力(正压力)FN。法向力可以通过单位压力pa求得:

式中:FN——法向力,N;
pa——磨削单位压力,MPa,通常宽带式砂光机pa=0.3~0.5 MPa, 取pa=0.4;
l ——磨削区砂带与工件接触长度,mm;
b1——磨削区砂带与工件接触宽度,mm,b1=800。
上述公式中的接触长度 l,对于接触辊来说,接触弧长取决于辊的直径d2及接触辊的刚度 j,按下式计算:

式中:d2——接触辊直径,mm;
j ——接触辊刚度。
对比同类产品取接触辊直径268 mm。接触辊刚度取决于接触辊覆盖层的硬度,通常覆盖层用橡胶,磨削时接触辊覆盖层的硬度为20~90,对应的接触辊刚度为10~40,取刚度值40,将式(9)带入式(8)中,得到FN= 3 430.4 N。
磨削切向力计算可以由以下公式计算得出:

f 值可由公式(5)求出f=0.62,带入式(10)中,求得Fm=2 126.85 N。
磨削功率Pc(kW)可由切向力求得:

带入式(11)中取得Pc=31.9 kW,转速可由以下公式求得:

式中:V1——砂削速度,m/s。
当砂削速度最大时,求得转速n=1 425.99 ≈1 426 r/min,同时考虑电机功率损耗,由上面的计算选取型号为YFB225M-2_IMB3 粉尘防爆三相异步电动机,其功率为45 kW,额定转速为2 970 r/min。

图7 受力分析Fig. 7 Force analysis
4 结论
通过分析砂光工艺和阴刻木门砂光机床的工作原理,确定了砂光机的布局及整机方案;然后分别进行切