基于STM32F429的光缆全自动放线扎线机的研制
2020-06-15马双宝贾树林胡江宇游青华
马双宝,贾树林,胡江宇,游青华
(武汉纺织大学 机械工程与自动化学院,湖北 武汉 430200)
0 引言
目前通信光缆常见的有两种扎线方法:一种是人工滑轮作业,另一种是人工附挂器。第一种方法是人工滑轮作业,是指人坐在操作平台上,利用升降装置将人升到需要作业的高空位置处,当人工扎线完成后,利用滑轮前行到达下一个扎线点处再次进行人工扎线[1]。该方法存在以下缺点:(1)扎线工程量较大,需要耗费大量人力;(2)进行作业时需要上升到高空处,非常危险,存在安全隐患[2];(3)每次扎线的程度由人工操作决定,没有统一的标准;(4)从本次扎线点到达下一个扎线点需要人力依靠滑轮前行,效率较低[3]。
第二种方法是利用人工附挂器。人工附挂器是指利用长为8米左右的工具杆将附挂器托举到高空光缆处,通过遥控按钮进行控制从而实现对通信光缆进行扎线功能[4],该方法存在以下缺点:(1)由于每次扎线都需要人力进行托举,需要耗费大量人力;(2)附挂器重量较大,人力将其托举到高空进行作业,效率较为低下[5]。
而通信光缆放线目前常见方法是人工放置[6],该方法也存在如下缺点:(1)由于放线工程量较大,需要耗费大量人力;(2)进行作业时需要上升到高空处,非常危险,存在安全隐患;(3)效率较低。
随着5G技术的不断完善与大规模的使用,通信光缆的放线与扎线的工作量会剧增,而传统的人工方法存在效率低、安全系数低等问题,针对这一问题,本文研制了一种基于STM32F429的光缆全自动放线扎线机,以实现通信光缆高效且全自动化放线与扎线功能。
1 系统硬件设计
光缆全自动放线扎线机整体设计框图如图1所示,由STM32F429IGT6控制器、直流有感无刷电机驱动器AQMD3608BLS、步进电机驱动器TB6600、LM2596电源转换、电机Z4BLd60-24GN、滑轮、红外发射和接收电路、测距传感器、扎线手臂、扎线手臂推杆和电源模块等部分组成。其机械设计图如图2所示。
图2所示中间为主动轮,提供整个装置的驱动动力,左端为从动滑轮,实现放线与夹持功能,右端是由电机控制的能够升降的扎线手臂,由红外控制其扎线动作实现扎线功能。
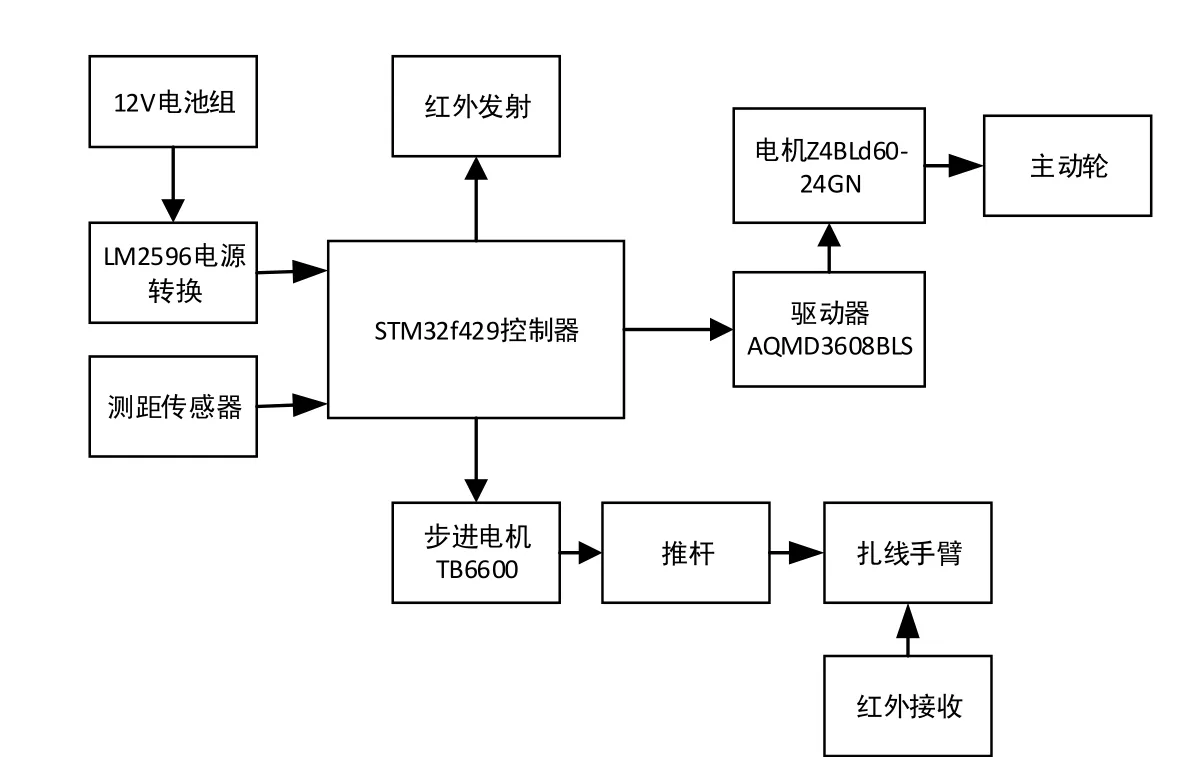
图1 系统整体设计框图

图2 机械设计图
1.1 主动轮驱动电路设计
主动轮驱动电路为整个装置提供动力,与主动轮所连接电机选用Z4BLd60-24GN电机,相应电机驱动器选用直流有感无刷电机驱动器AQMD3608BLS。该驱动器使用ARM Cortex-M3内核处理器,具有以下优点:
(1)支持占空比调速(调压)、转矩控制(稳流)、速度闭环控制(稳速)、位置闭环控制(角度、距离控制)多种调速方法[7];
(2)支持PWM、频率、逻辑开关、开关量、电位器、模拟信号、脉冲、RS485等多种输入信号[8];(3)支持加减速缓冲时间与加减速加速度控制,可在指定行程内自动加减速并精确定位;
(4)可实现电机电流PID调节控制,电流控制精度可达0.1A,最大启动电流、制动电流可以分别配置,可以实现同时支持电机过载限流和堵转停机,防止过流损坏电机[9];
(5)可以进行电机相序学习、霍尔错误保护;
(6)18kHz的 PWM频率,电机调速无 PWM嚣叫声,极小的 PWM死区,仅 0.5us,PWM有效范围0.1%-100%;
(7)全部接口均有ESD防护,可适应复杂的现场环境[10]。
电机Z4BLd60-24GN为直流无刷减速电机,带有霍尔传感器,转速可调,同时具有超大力矩,可承重50KG,可达到本次设计要求。
驱动器 AQMD3608BLS与电机 Z4BLd60-24GN的电路连接图如图 3所示。图中 PA8、PH14、PH15为与控制器STM32F429管脚相连。
PA8为脉冲输入端,此时为PWM信号调速模式,当PH14为高电平、PH15为高电平时,电机正转;当PH14为低电平、PH15为高电平时,电机反转;当PH15为低电平时,电机紧急停止。通过改变PH14、PH15的电平高低,可以实现电机的正反转以及停止运行。
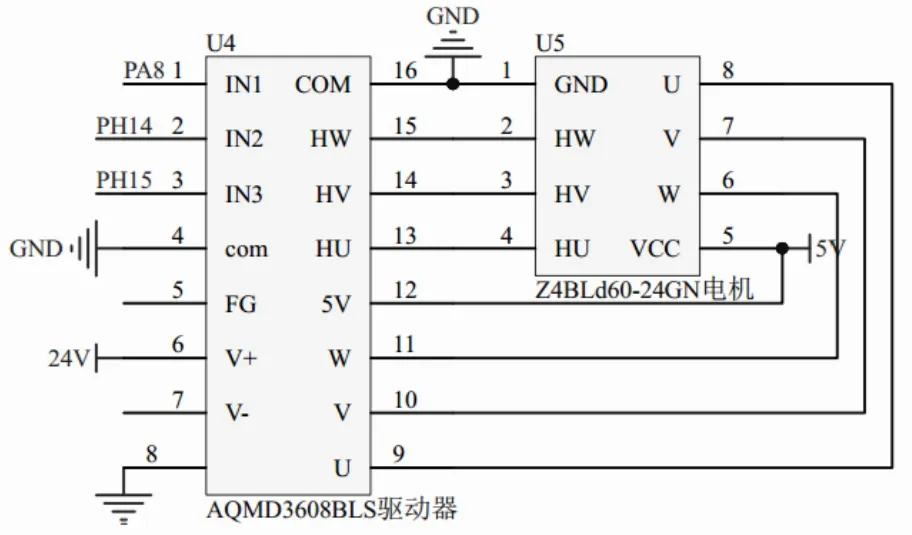
图3 AQMD3608BLS与电机Z4BLd60-24GN的电路连接图
1.2 推杆驱动电路设计
推杆与扎线手臂相连,通过控制推杆的伸缩进而可以控制扎线手臂的上升与下降。推杆与扎线手臂连接,当需要扎线时,推杆推动扎线手臂上升,当扎线完成后,推杆推动扎线手臂下降。扎线手臂推杆驱动器选用步进电机驱动器TB6600,该驱动器具有以下特点:
(1)通过 3 位拨码开关选择 8 档电流控制(0.5A, 1A, 1.5A, 2A, 2.5A, 3A, 3.5A),实现用户的自主选择[11];
(2)接口处采用高速光耦隔离,有效的实现了控制器与扎线手臂推杆的隔离,保护了控制器;
(3)通过 3 位拨码开关选择 7 档细分控制(1, 2/A, 2/B, 4, 8, 16, 32),可实现正反转控制[12];
(4)自动半流减少发热量,大面积散热片不惧高温环境使用;
(5)抗高频干扰能力强[13];
(6)具有输入电压防反接保护,可实现过热、过流短路保护。
步进电机驱动器 TB6600与推杆电路连接图如图 4所示。图中 PC6、PC7、PC8、PC9为与控制器STM32F429管脚相连。

图4 TB6600与推杆电路连接图

图5 LM2596电压转换电路
PC6为PWM脉冲输入端,PC9为控制推杆伸缩端口,当PC9为高电平时,推杆向上伸;当PC9为低电平时,推杆向下缩。PC8、PC7分别为推杆的上、下限位检测端口,当PC8为低电平时,推杆到达上限位,PC6端口停止输出PWM波,此时推杆将停止上升;当PC7为低电平时,推杆到达下限位,PC6端口停止输出PWM波,此时推杆将停止下降。通过对上、下限位电平高低的检测,实现对推杆的实时控制,防止推杆出现堵转现象,损坏推杆。
1.3 LM2596电源电路
该系统总体供电为12V电池组24V电压,但控制器与红外发射和接收电路的供电电压为5V,所以需要电压转换电路将24V电压转化为5V电压。LM2596是降压型电源管理单片集成电路的开关电压调节器,能够输出3A的驱动电流,同时具有很好的线性和负载调节特性[14]。电压转换电路如图5所示,它的输出电压大小可根据反馈电阻R1的大小进行调节,调节R1电阻值的大小,使输出电压为5V。
1.4 红外发射与接收电路
红外发射和接收电路可实现控制器和扎线手臂之间的通信,当需要进行附挂扎线时,控制器发出相应指令来控制红外发射电路发出信号,扎线手臂内部的红外接收电路接收到信号后,扎线手臂推杆推动扎线手臂上升进行附挂扎线。红外发射电路选用芯片SYN113,红外接收电路选用芯片SY480R。红外发射电路如图6所示,红外接收电路如图7所示。图中PH13、PE6为与控制器STM32F429管脚相连。
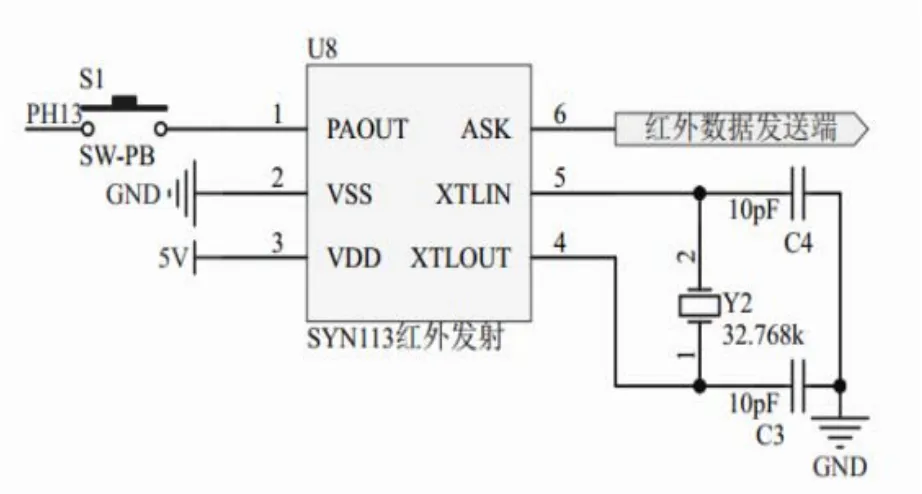
图6 红外发射电路

图7 红外接收电路
2 系统软件设计
光缆全自动放线扎线机可工作前进模式、扎线模式以及后退模式,其中前进模式与后退模式实现工作过程中换扎线的功能,在这两种模式中只实现前进与后退操作不进行扎线。其软件流程图如图8所示,按键电路图如图9所示。

图8 软件流程图
控制器STM32F429管脚PE3,PE4,PE5分别与按键S2,S3,S4连接。在默认情况下(相应按键未被按下之前),PE3,PE4,PE5管脚电压为高电平。当装置打开开关按钮后,控制器执行程序进行初始化,接下来程序将进行循环检测装置处于哪种模式,通过按键可以选择装置处于不同的模式:
2.1 前进模式
当按下S2时,PE3管脚电平由高电平变为低电平,产生下降沿脉冲,此时为前进模式,不执行扎线功能,控制器输出一定占空比的 PWM波驱动行走电机并控制行走电机正转,装置将以0.2m/s的速度前进。
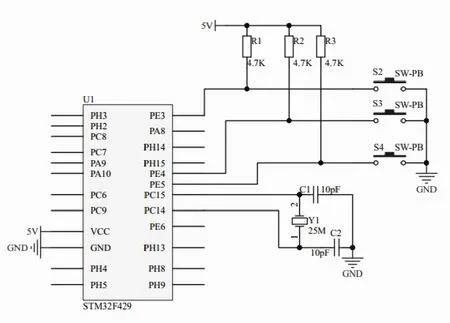
图9 按键电路图
2.2 后退模式
当按下 S3时,PE4管脚电平由高电平变为低电平,产生下降沿脉冲,此时为后退模式,不执行扎线功能,控制器输出一定占空比的PWM波驱动行走电机并控制行走电机反转,装置将以0.2m/s的速度后退。
2.3 扎线模式
当按下 S4时,PE5管脚电平由高电平变为低电平,产生下降沿脉冲,此时为扎线模式,程序接下来判断装置是否前行了50cm,若前行距离未达到50cm,则继续前行;若已经达到50cm,则行走电机以0.01m/s的速度前行,推杆开始上升,接下来判断推杆是否到达上限位,若没有到达上限位,则推杆继续上升;若已经达到上限位,则推杆停止工作,扎线手臂开始扎线,接下来判断扎线是否完成,若没有完成扎线,扎线手臂继续扎线;若已经完成扎线,则推杆下降,行走电机以 0.2m/s的速度继续前行,从开始以 0.2m/s速度前行时刻为起点,继续判断装置是否前行了50cm,接下来重复上述工作过程。
3 测试方法与测试结果分析
3.1 测试方法
扎线测试:利用升降装置将该系统上升到通信光缆处进行固定(固定是指将装置的两个滑轮放置在光缆线上),将所要放置的光缆线收缩于与从动轮连接的机械挂钩内,按下机箱上开关按钮,整体系统开始工作,按下按键S4,此时为扎线模式。行走电机开始前行,主动轮为整个装置提供动力,从动轮将通信光缆收缩在一起,便于扎线手臂进行附挂扎线,等到电机行走了50cm后,行走电机将以0.01m/s的速度前行,同时推杆开始工作,推动扎线手臂上升,等到推杆到达上限位,则推杆停止上升,控制器发送相应指令使扎线手臂开始工作,进行光缆扎线,等待扎线完成后,推杆开始下降,下降到推杆下限位时,推杆停止工作,之后行走电机开始恢复正常工作状态,以0.2m/s的速度继续向前行进,等到达下一个50cm处时,重复上述工作流程。
放线测试:将所要放置的光缆线在一端固定,利用升降装置将该系统上升到通信光缆处进行固定,将所要放置的光缆线收缩于与从动轮连接的机械挂钩内,按下机箱上开关按钮,整体系统开始工作,按下按键S2,此时为前进模式,行走电机开始前行,主动轮为整个装置提供动力,从动轮将通信光缆收缩在一起,当前进到距离光缆需要固定的另一端为50cm左右时,按下按键S4,此时转换为扎线模式,进行扎线操作,从而可以实现光缆放线的功能。
3.2 测试结果分析

表1 扎线距离测试(单位CM)
如表1所示,将扎线距离设置为50cm,经过3次测试,装置前行实测距离均为50cm,实际扎线距离分别为49.8cm、50.2cm、50.1cm,经过测试,该装置的扎线距离相对误差小于0.5%。

表2 扎线成功率测试
如表2所示,当扎线测试次数分别为20、40、60时,扎线成功次数分别为20、39、59,扎线的成功率分别为100%、97.5%、98.34%。经过测试,随着扎线测试次数的增加,扎线的成功率会有所降低,但扎线的成功率均达到95%以上。
4 总结
本文设计了一种基于STM32F429控制器的光缆全自动放线扎线机,通过电机与滑轮的组合可实现扎线机在通信光缆上匀速前进,每隔50cm扎线手臂自动扎线一次,扎线自动完成后,继续前行进行工作。整个过程实现全自动化,可以有效的解决传统通信光缆人工放线扎线中存在的安全隐患、操作困难、耗费大以及效率较低等问题。经过实测该扎线机功能齐全,稳定可靠,扎线距离相对误差小于0.5%,扎线成功率达到95%以上。