锯材种类与切面对UV 喷绘涂层性能的影响
2020-06-12古今侯威刘文浩云虹刘忠会胡传双
古今,侯威,刘文浩,云虹,刘忠会,胡传双∗
(1.华南农业大学材料与能源学院,广州 510642;2.欧派家居集团股份有限公司,广州 510450)
木制品表面涂绘有着悠久的历史,表面涂绘不仅使木制品变得美观,同时也提高了产品价值和使用性能。当前在木制品或木家具表面涂绘的方法主要有:手绘装饰技术[1]、热转印技术[2]、水转印技术[3]、直接印刷技术、丝网印刷技术[4]、UV 数码喷绘技术[5]。传统涂绘技术往往存在制作工艺复杂、生产周期长、不环保等不足。与之相比UV 数码喷绘则是一种新兴的基材表面喷绘技术,具有绿色环保、适用材料范围广、喷印速度快、成像清晰等特点,在国内外得到飞速的发展,极大程度上满足人们的物质及精神需求[6-7]。UV 数码喷绘技术不仅可以在二维平面上喷绘图案,还可以利用UV 墨水的可叠加特性,在特定喷绘模式下实现三维浮雕效果[8-9]。UV 数码喷绘技术的主要工作原理是紫外光固化:数控喷头将UV 墨水喷射到基材上形成图案,经过紫外光照射,UV 墨水中的光聚合引发剂吸收一定波长的光子变成活性中间体。这些活性中间体与UV 墨水中的光活性预聚物和稀释单体中的不饱和基团发生链式聚合反应,使UV 墨水由液态瞬间转变为固态聚合物,在基材表面形成一层薄薄的高分子涂膜[10-13]。
目前,国内的“欧派”“酷漫居”等大型家居企业均开始尝试利用UV 数码喷绘技术,用于柜类、儿童家具等产品。基材根据实际需求,可部分或全部被UV 光固化打印图案覆盖。本课题组前期以中密度纤维板(MDF)为基材研究表面处理对UV喷绘涂层性能的影响[14],发现基材表面粗糙度是影响喷绘涂层的主要因素之一,MDF 经涂刷底漆处理后,UV 喷绘涂层的附着力、光泽度等性能得到提升。和人造板相比,实木自古以来是制造家具的主要材料,具有天然环保、寿命长、纹理美观等特性,常用于家具行业的高端产品[15-16]。将UV 数码喷绘技术应用于实木上可满足消费者的个性化定制需求、提高实木的附加性能、提高实木表面装饰的生产效率。目前,实木材质对UV 数码喷绘效果的影响不确定,涂层与木质材料的界面结合机制不明确。因此,本研究针对代表性的实木基材,探讨基材种类与切面对于UV 喷绘涂层性能的影响,研究UV 喷绘涂层与实木基材的界面结合机理,为提升实木基材上UV 喷绘涂层的相关性能提供理论依据。
1 材料与方法
1.1 材料与仪器
实验材料: 樟子松(Pinus sylvestrisvar.mongolicaLitv.),桦木(Betula platyphyllaSuk.),白蜡木(Fraxinus excelsiorL.),原料尺寸1 000 mm×100 mm×50 mm,均来自山东泰森日立木业有限公司;犀利牌耐水砂纸,规格为400#,湖北玉立砂带集团股份有限公司。
实验仪器:平台式UV 数控喷绘机,中国东莞金田豪迈木工机械有限公司,EcoJet-512-C6H7;液滴形状分析仪,瑞轩电子科技(上海)有限公司,KrussDSA100;表面粗糙度测量仪,笃挚仪器(上海)有限公司,HOMMEL-ETAMIC-W5 型便携式;HGQ 漆膜划格器,中国上海普申化工机械有限公司;光泽度仪,中国天津市科器高新技术公司,KG7-1B;木工带锯机,中国上海宁乾实业有限公司,TBS-3415;全自动色差计,北京康光光学仪器有限公司,SC-80C;比表面积及孔隙度分析仪,FINESORB-3020,浙江泛泰仪器有限公司;场发射分析型扫描电镜,日本Hitachi,Su-70;傅里叶变换红外光谱仪,Tensor27,Bruker。
1.2 试验方法
1.2.1 锯材表面打磨方法
用木工带锯机将中纤板裁制成规格为100 mm×50 mm×9 mm 大小的试件,在进行喷绘或其他表征前,用400#的砂纸对锯材表面进行处理,每个试件沿同一方向反复打磨30 次,以提高基材表面的光滑程度。
1.2.2 UV 数码喷绘设备工艺参数
UV 数码喷绘工艺分为彩色图案打印工艺和直接喷绘白色油墨工艺两种。
1)彩色图案打印工艺。将基材表面清洁干净后定位在平台式UV 数控喷绘机上,开启真空泵将基材吸附固定。
打印方式,Quality;打印速度,4 pass speed up(1 100 mm/s);饱和度,C:100,S:100;UV 灯功率,140 W/cm;UV 灯开启方式,双向开启;油墨颜色,KCMYW (黑色、蓝色、洋红色、黄色、白色);分辨率1 440×720 dpi;尺寸100 mm×50 mm。
该工艺先打印两层白色油墨,再喷绘彩色图案,每个样品选取同一幅图案进行打印。白色油墨衬底主要用于遮盖基材颜色,可增加UV 数码喷绘涂层厚度。
2)直接喷绘白色油墨工艺。基材前期处理同上。在基材上打印两层白色油墨,不再喷绘彩色图案。打印参数同上。直接喷绘白色油墨工艺用于表征锯材表面喷绘前后的色差变化。
1.2.3 表征方法
1)锯材表面粗糙度测定。采用表面粗糙度仪测量试件表面不同位置的表面粗糙度值,以轮廓算术平均偏差(Ra)作为评定表面粗糙度的参数,每个试件测量8 个点,取平均值作为试件的表面粗糙度。
2)锯材表面接触角与自由能测试。采用座滴法双液滴测量锯材表面水和二碘甲烷接触角,将待测样品放置在样品台上,聚焦使成像清晰,校准待测表面位置与拍摄记录范围,调整基线。设定测量程序,水和二碘甲烷液滴2 μL,水和二碘甲烷同时滴到试件表面后,拍照记录时间设定为10 s,每秒记录1 次影像及瞬间接触角,每次测量共记录10个影像及水和二碘甲烷接触角各10 个值,观察10 s 内样品接触角的变化,由于纯水会随着时间的延长慢慢渗透到锯材内部,所以本研究选取10 s 内的接触角数据作为锯材表面接触角、表面自由能的计算依据。以低表面能固体为参考,采用Young-Good-Girifalco-Fowkes 方程计算表面自由能[17],得到色散部分和极性部分。
3)锯材比表面积及孔隙测定。采用FINESORB-3020 比表面积与孔隙度分析仪(BET)测定锯材的比表面积与孔隙分布。将锯材裁制成规格为45 mm×15 mm×9 mm 大小的试件放入测试管,将样品加热至150 ℃并抽真空24 h,在77 K 下测量样品的氮气吸附-脱附等温曲线。在相对压力(P/P0)为0.05~0.32 下,由BET 方法计算样品的比表面积;BJH 方法估算样品中孔比表面积及孔径分布。
4)UV喷绘涂层性能表征。按照GB/T 4893.6—2013《家具表面漆膜光泽测定法》对试件进行光泽度测定,每组试件平行测试6 块试件,每块试件固定测量图案的一个特定位置;按照ISO 2409:2013-2《色漆与清漆划格实验》,对试件进行附着力测试,一块试件上测试3 个点;按照GB/T 4893.8—2013《家具表面漆膜理化性能试验:耐磨性测定法》,采用120#砂轮、400#纱条磨砂试件,对试件进行耐磨性测试,每组试件平行测试3 块试件。
5)红外分析。采用傅里叶变换红外光谱(FTIR)对UV 油墨、未喷绘的锯材、UV 喷绘的锯材以及同等条件紫外照射的锯材进行化学结构表征。各试件表面用锉刀取下一定量的粉末状物质,采用压片法制样用于红外测试,红外光谱仪的扫描范围为4 000~400 cm-1。
6)SEM 形貌分析。喷绘前试件制备:将锯材制备成标准的三切面小试件,试件规格为5 mm×5 mm×5 mm,开水浸泡3 h 后用切片机削平至2 mm以下。试件喷金后在扫描电镜加速电压为30 kV下观察切面。喷绘后试件制备:将试件裁制成40 mm×9 mm×2 mm 大小的小块试件,放入液氮中浸泡20 min。用美工刀取出试件,切成5 mm×2.5 mm×1 mm 大小的试件。试件喷金后在扫描电镜加速电压为30 kV 下观察切面。
2 结果与分析
2.1 锯材性能表征
2.1.1 3 种锯材的解剖学特征
3 种锯材的三切面SEM 图见图1。樟子松是针叶材,横切面上管胞密集,早材管胞细胞腔大壁薄,晚材细胞腔小壁厚,孔隙较多,可能会导致表面粗糙度较大。弦切面可见多为单列木射线,径切面可见单列纹孔;桦木为阔叶材中的散孔材,横切面上管孔均匀分布,多为复管孔,偶尔可见管孔链存在,且轴向管孔之间多以梯状穿孔连接,弦切面可见纺锤形木射线;白蜡木为阔叶材中的环孔材,管孔呈弦列状分布于晚材部分,管孔直径大于桦木,弦切面明显可见射线叠生,径切面与弦切面表面落差大,可能会导致表面粗糙度较大。
2.1.2 比表面积及孔径分布
3 种锯材的BET 吸附等温线与BJH 微分孔面积见图2。图2a 中3 种锯材均属于Ⅲ型等温线,随着相对压力升高,3 种锯材的氮气吸附量均增加,其中樟子松增加的趋势最为明显,吸附与解吸附等温线重叠度较好,说明氮气吸附力较弱。图2b 中3 种锯材的绝大多数孔径>2 nm,说明3 种锯材主要是介孔结构。同时3 种锯材的孔径分布主要集中在2~5 nm 范围内,呈多峰分布,分布较窄,其中樟子松的介孔含量最多,桦木次之,白蜡木最少。樟子松的多孔结构可能会导致UV 喷绘墨水渗入孔隙较多,喷绘的图案不连贯,影响喷绘图案的质量。
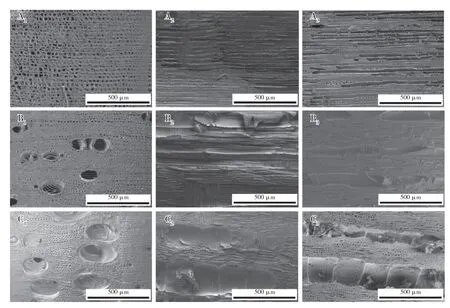
图1 锯材SEM 图Fig.1 SEM images of three sawn timber species
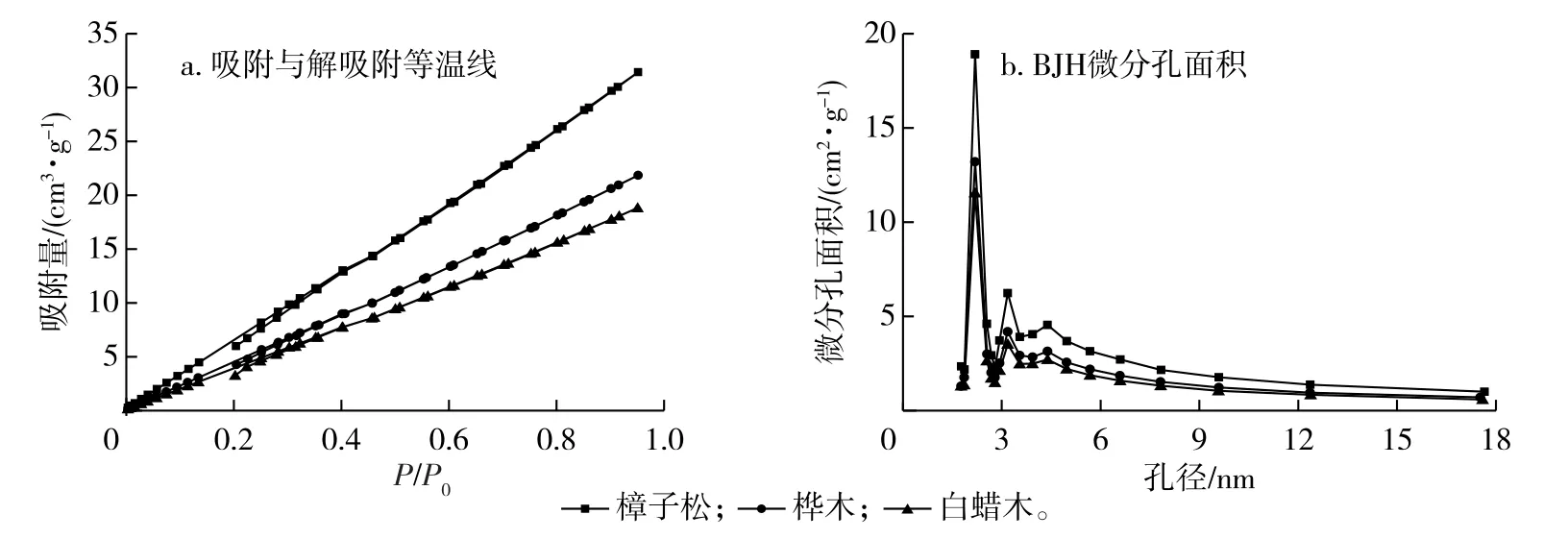
图2 锯材的氮气吸附等温线与孔径分布Fig.2 BET N2 adsorption-desorption isotherm and pore size distribution of three sawn timber species
锯材BET 比表面积及BJH 介孔分布见表1。由表1 可知,樟子松BET 比表面积最大,桦木次之,白蜡木最小。说明樟子松的渗透性最好,其他两种木材渗透性相对较差,UV 墨水渗透少。

表1 锯材BET 比表面积及BJH 介孔分布Table 1 BET specific surface areas and BJH mesopore distribution of three sawn timber species
2.1.3 锯材切面表面粗糙度
锯材经过砂纸处理后的各切面的表面粗糙度值见图3。樟子松的横切面表面粗糙度最大为6.72 μm,是因为樟子松横切面管胞数量多,表面落差大。桦木与白蜡木的横切面分别为1.70 和4.04 μm,主要是因为横切面上阔叶材的管胞以及导管数目少,表面相对平整。在径切面上,白蜡木的粗糙度最大,为6.42 μm。这是因为在径切面上白蜡木存在较大的导管孔隙(图1C2)。同理,樟子松的表面粗糙度最小,为2.30 μm。弦切面上3种锯材的粗糙度接近,为3.14~4.05 μm。
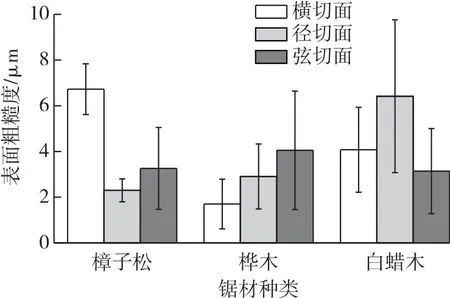
图3 锯材三切面表面粗糙度Fig.3 Surface roughness of different sawn timber species and cutting sections
2.1.4 锯材三切面表面接触角及表面自由能
锯材三切面上水和二碘甲烷0 s(初始)与10 s(平衡)接触角见图4。樟子松三切面的水初始接触角均高于桦木与白蜡木对应切面的接触角,而白蜡木除径切面接触角略高于桦木外,其横切面、弦切面接触角均较低,说明对于快速固化的UV 喷绘打印,初始润湿性较好的白蜡木表面,有利于涂层附着,而樟子松相反。对于平衡接触角,樟子松的径切面、弦切面也均高于桦木与白蜡木对应切面,但横切面接触角较小。原因是由于樟子松锯材表面含有松脂等油性物质,导致水的初始接触角较大,但其横切面孔隙丰富,水分能够迅速渗透,一段时间后水接触角明显降低。

图4 锯材三切面上水和二碘甲烷0 s 与10 s 接触角Fig.4 Water and diiodomethane contact angles of different sawn timber species and cutting sections at 0 s and 10 s
樟子松的二碘甲烷初始接触角最小,桦木次之,白蜡木最大,平衡接触角也呈现相同规律,可能是由于樟子松锯材表面含有松脂等非极性物质。二碘甲烷接触角10 s 内下降相比水接触角下降缓和,这是由于木材表面富含亲水羟基,且疏松多孔,水较二碘甲烷更易渗透到锯材内部。
锯材三切面表面自由能见图5,由极性部分和色散部分组成,总体来看,可以明显看出白蜡木表面自由能的极性部分较其他两种木材更大,更有利于涂层附着,桦木次之,樟子松可能表面含有松脂,不利于涂层附着。
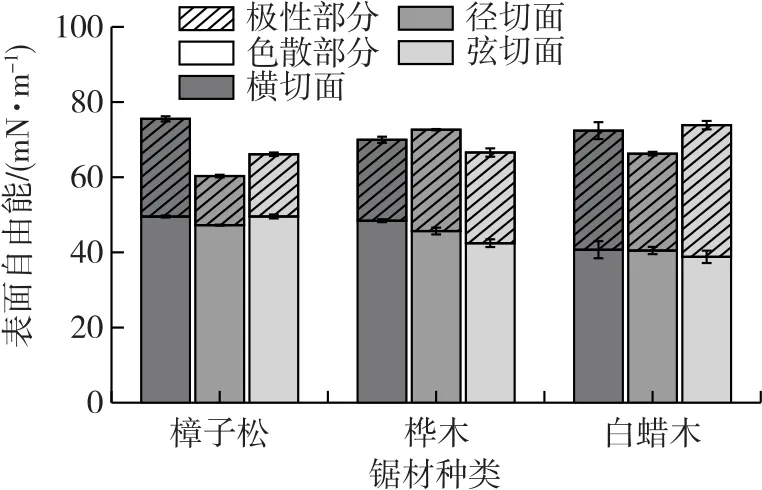
图5 锯材三切面表面自由能Fig.5 Surface free energy of different sawn timber species and cutting sections
2.2 锯材切面对UV 喷绘涂层性能的影响
2.2.1 切面色差分析
樟子松、桦木以及白蜡木三切面的UV 喷绘效果见图6。由图6 可以看出,总体上桦木试件的喷绘图案较为暗淡。比较3 种锯材的横切面,樟子松与白蜡木喷绘的图案显现出生长轮的形状,是因为樟子松与白蜡木早晚材区别明显,管胞管孔较多,喷绘时墨水会吸收进入管胞管孔内,图案不连贯,桦木是散孔材,生长轮相对不明显。白蜡木的径切面与弦切面由于有一定数量的较大的导管孔隙存在,也会导致墨水会渗透到孔隙内,呈现出线状的条纹,但总体不如横切面明显。樟子松的径切面与弦切面管胞直径较小,喷绘效果最好。
在锯材表面喷绘两层白色油墨用于测试喷绘前后色差明度变化。由表2 可知,喷绘后樟子松三切面的明度均最高,桦木最低。桦木喷绘前其本身明度低,颜色暗淡,导致喷绘图案的效果最差。所有试件喷绘后的明度均没达到百分百明度,是因为锯材切面由于导管或管胞的存在使得其表面凹凸不平,有孔隙导致打印的图案不连贯,图案并没有完全覆盖表面。

图6 锯材三切面喷绘效果图Fig.6 Images of UV inkjet coating on different sawn timber species and cutting sections
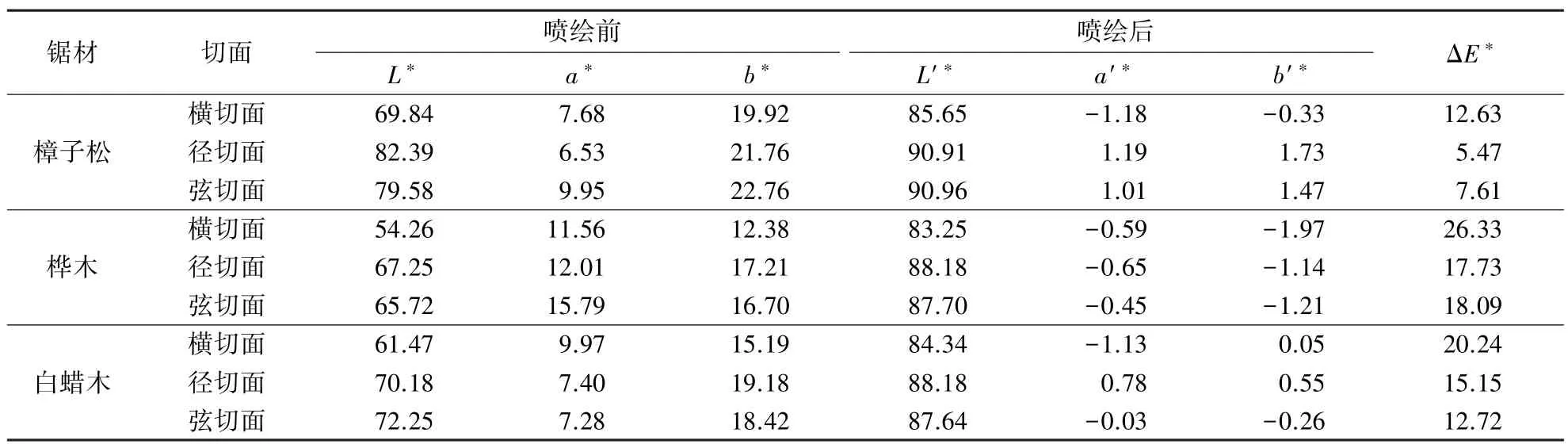
表2 锯材三切面UV 喷绘涂层色差Table 2 UV inkjet coating chromatic aberrations of different sawn timber species and cutting sections
2.2.2 光泽度
锯材喷绘后涂层光泽度见图7。樟子松横切面的光泽度最小,为3.10,径切面与弦切面光泽度明显高于横切面。樟子松横切面有密集存在的管胞,导致其表面粗糙度大,表面不平整,墨水被吸收进入孔隙,UV 喷绘后试件表面涂层并不完整。桦木横切面的表面粗糙度最小,表面相对光滑平整,UV 喷绘后试件表面涂层能紧密连接。3 种锯材径切面与弦切面的光泽度较接近,也与表面粗糙度结果呈正相关关系。
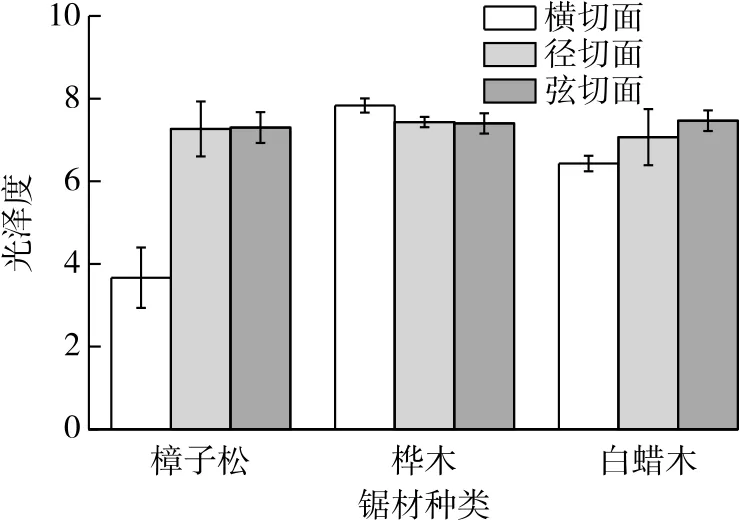
图7 锯材三切面UV 喷绘涂层光泽度Fig.7 UV inkjet coating glosses of different sawn timber species and cutting sections
2.2.3 附着力
锯材三切面UV 喷绘后涂层附着力见表3,只有白蜡木横切面的附着力达到了1 级,其他试件的涂层附着力均为2 级。樟子松由于含有松脂,可能会导致涂层不能很好地附着在表面。白蜡木的横切面润湿性较好,表面自由能含有较大的极性成分,UV 喷绘油墨能较好铺展在白蜡木表面,且孔隙丰富,易形成机械锚钉结构,涂层能紧密连接,涂层的附着力最高,为1 级。

表3 锯材三切面UV 喷绘涂层附着力Table 3 UV inkjet coating adhesions of different sawn timber species and cutting sections
2.2.4 耐磨性
由于原材料的尺寸限制,只选择径切面来比较各个基材UV 喷绘后涂层的耐磨性。由表4 可知,樟子松与桦木试件被打磨50 r 质量损失为0.04 g,白蜡木的50 r 质量损失为0.03 g。主要是因为白蜡木的径切面管孔直径大,表面凹陷的地方多,喷绘的图案有部分落入这部分凹陷处,砂磨过程中并不能砂磨整个图案,致使50 r 的质量损失小。而且经过50 r 后喷绘的涂层基本上被磨砂完,质量损失不仅包含涂层还包含有一部分基材。砂磨100 r 质量损失基本上为基材损失,桦木质量损失最多为0.13 g,白蜡木最少为0.06 g。

表4 锯材径切面UV 喷绘涂层耐磨性Table 4 UV inkjet coating abrasion resistances of different sawn timber species and cutting sections
2.3 界面结合性能分析
2.3.1 红外表征
樟子松、桦木、白蜡木喷绘前后的红外光谱图见图8。本实验的对照组为经同样紫外光强度和时间照射的素材。从图8 各特征峰分析可知,其中,897 cm-1为纤维素C—H 弯曲振动的特征峰,1 376 cm-1附近为半纤维素C—H 弯曲振动,1 660 cm-1附近吸收峰为半纤维素中的C═O 伸缩振动,1 424 cm-1附近为木素芳香环上的C—H 平面变形振动,1 508 cm-1附近为木素的芳香环骨架振动,1 600 cm-1附近为木素的芳香环的C═C 伸缩振动,1 736 cm-1为酯基的C═O 伸缩振动。较短时间的紫外照射并没有改变木材的成分。UV 喷绘墨水的主要成分是丙烯酸酯,在喷绘过程中不饱和C═C 双键会发生聚合反应,光引发剂会吸收能量变成自由基,因此喷绘前后墨水中的主要官能团应为酯基中的羰基。1 736 cm-1处吸收峰为酯基的C═O伸缩振动,UV 喷绘前后三大素的特征峰强度基本无变化,UV 油墨的主要官能团也未发生变化,同时喷绘前后红外图上并没有显示新的物质生成,表明在喷绘过程中UV 油墨没有与木材表面发生化学反应,涂层与木材之间的结合是以范德华力为主。
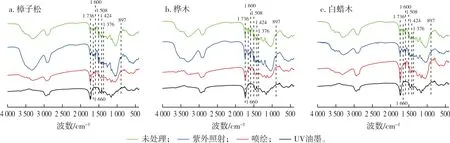
图8 喷绘前后锯材红外光谱图Fig.8 Infrared spectra of three sawn timber species before and after UV inkjet printing
2.3.2 喷绘涂层SEM 表征
锯材三切面UV 喷绘后的SEM 图见图9,较薄的UV 喷绘涂层附着在基材表面,显示一定的落差,这与基材管胞与管孔的分布有关。樟子松横切面、径切面与桦木弦切面、白蜡木径切面的涂层表面落差较大,可能与素材表面粗糙度有关。其他切面的表面粗糙度较小,涂层落差小。综合红外与电镜分析,在UV 数码喷绘过程中,由于光固化过程非常快,所以UV 油墨并没有与木材表面发生化学反应,喷绘图案与木材是以范德华力为主的机械锚钉结构。

图9 喷绘后锯材的SEM 图Fig.9 SEM images of the sawn timber substrates after UV inkjet printing
3 结论
通过分析3 种代表性实木基材的各切面对UV数码喷绘涂层性能与效果的影响,得出以下结论:
1)锯材中管胞与介孔的存在导致基材表面粗糙度增加,喷绘涂层光泽度降低;部分锯材横切面由于管胞、导管的存在导致喷绘涂层显现出生长轮的形状;
2)锯材本身的颜色影响涂层的明度,颜色较深的基材导致喷绘涂层颜色偏暗;
3)表面湿润性能较好的基材,涂层附着力较高;
4)界面分析结果表明UV 油墨并没有与木材发生化学反应,喷绘图案与木材的界面结合是以范德华力为主的机械锚钉结构;
5)随着家具制造行业的升级换代,具备环保、快捷与个性化定制特性的UV 数码喷绘技术将会得到更多更广泛的应用。在进行实木UV 喷绘时,应选择材色较浅的基材,如需打印涂层遮盖木材纹理,则需同时考虑选择孔道较少、较小或分布较均匀的基材,如针叶材弦切面、径切面或散孔材。
