激光沉积成形术用钢质器械局部Ti-6Al-4V合金替代性覆层
2020-06-12徐莹吴坚肖锋顾晓峰陆文敏任维彬
徐莹,吴坚,肖锋,顾晓峰,陆文敏,任维彬
1 南京医科大学附属常州第二人民医院 耳鼻咽喉科,常州市,213000
2 江苏理工学院 机械工程学院,常州市,213001
0 引言
手术用不锈钢类器械因其较好的耐腐蚀性、优良的力学性能以及相对较低的制造成本,被广泛应用于引流夹取、术中断离、内置固定以及留取保存等术中操作,为手术操作的精准实施提供帮助[1-3]。但钢质术用器械在大量的临床实践中仍表现以下方面不足:
(1)植入固定类器械的高密度以及钢材质与骨质之间的力学差异性,形成力学遮挡效应,引发植入端骨受力面质地疏松及空隙增加等附加效应。
(2)体液酸性腐蚀条件下,器械腐蚀及磨蚀加剧,主要表现为器械植入加固部位的缝隙腐蚀,器械组织内的晶间腐蚀,以及外表面局部的点蚀,影响术用器械的力学性能和生物相容性。同时,腐蚀带来的离子溶出还可能引起种植体周围组织的局部坏死或炎症反应,影响宿主的健康。
(3)不锈钢中的Ni、Cr等致敏因子溶出,造成Ni接触皮炎或湿疹,若发生富集则可能产生毒性效应,引起继发性细胞破坏或发炎反应,并有致畸、致癌的危害性[4-6]。
针对该问题,国内外研究者开展了系列研究:MENZEL等[7]分析并论证了高N无Ni不锈钢在医疗领域运用的可行性,并对某铁基替代性材料进行了组织与性能研究;THOMANN及其团队[8]开展了Fe17Cr10Mn3Mo的无Ni不锈钢模拟体液耐蚀性研究,验证了该种无Ni不锈钢更加适合外科植入;陈越男等[9]对医用不锈钢器械表面开展钝化处理,提升器械的耐腐蚀性;王帅等[10]提出通过固溶时效处理,在不锈钢成分中引入元素Cu,提升器械的耐蚀抗菌功能。
尽管国内外学者在该问题研究上取得了较大进展,但尚存以下不足:
(1)植入类器械受力部分与人体骨骼受力仍存在较大力学差异性;
(2)器械的材料成本增幅较大、制造工艺复杂且废液具有一定污染性;
(3)材料密度仍较大且比强度不够优化,影响受体生理及心理感受。
综上,研究以术用器械耐腐蚀、耐磨损以及力学性能提升为目标,考虑整体成本、力学相容以及Cr、Ni元素控制等因素,以某手术植入固定器材局部受力功能区304不锈钢材料为基体,以具有良好比强度及人体力学相容性的Ti-6Al-4V合金为替代性覆层,基于低功率、高占空比脉冲激光优化工艺,开展激光沉积成形制备研究,提升术用器械的表面性能及医疗效用。
1 替代性覆层制备过程
1.1 覆层制备区域选取
试验基材选取位置如图1所示,该图所示为术用骨端连接内固定板,为304不锈钢材质,选择该连接板与骨铆接固定槽内缘作为沉积替代性覆层位置,主要原因如下:
(1)该位置为器械与骨连接位置,是缝隙腐蚀易发区域;
(2)该位置为铆接主要受力点,易因受体活动端运动而产生微动磨损;
(3)该位置与骨骼、钢制铆钉、血管、神经及肌肉直接接触,腐蚀环境及状况相对复杂,腐蚀环境相对复杂。
通过对该位置内缘的激光沉积成形,制备熔合良好且具有一定稀释率的局部结构的功能替代性覆层。

图1 术用骨端内固定板Fig.1 Internal fixation plate for bone surgery
1.2 激光沉积成形技术
沉积优选具有较好耐蚀性和比强度,且成形良好的Ti-6Al-4V合金粉末,粉末粒度约为50~150 μm,沉积试验前在150oC温度下预热该合金粉末2 h,304医用不锈钢与TC4合金材料成分对比如表1所示。基于已有激光沉积成形优化工艺,试验采用IPG-4000光纤激光沉积系统,利用四路同轴送粉方式进行,采用氩气进行熔池保护,采用激光功率为800 W,扫描速度为6 mm/s,载气流量120 L/h,送粉速率为21.4 g/min,光斑离焦量为3 mm,光斑直径为3 mm,脉宽为10 ms,占空比为1:1[11],成形路径为该内边缘拟合而成的弧形路径。沉积成形后,线切割切取该内缘沉积部位试样尺寸为20×20×8 mm3,并进行热镶嵌及表面的打磨与抛光,以备分析之用。
2 覆层组织与性能
2.1 Cr、Ni元素含量控制
Ti-6Al-4V合金熔覆层顶部EDS图谱(图2)可知,覆层顶部Ti元素含量约为83.2%,Al元素含量约为4.9%,V元素含量约为3.3%,C元素含量约为2.0%。由上述元素含量可知,在激光熔池的强烈对流与搅拌作用下,覆层顶部元素分布较为均匀,无明显偏析及偏聚现象产生;但碳元素含量明显高于原合金粉末中该元素含量,这是因试样热镶嵌过程而引入。进一步,覆层顶部作为术用器械直接工作表面,未有明显Cr、Ni元素检出,说明该工艺下,基材内Cr、Ni元素未被熔池搅拌带至顶部,被较好地控制在底部及界面等部位,实现了Cr、Ni元素的阻隔,使致敏因子含量得到了有效控制。
2.2 覆层组织形态验证
图3所示为覆层顶部与界面处金相组织形貌,由图3(a)可知,覆层顶部主要为等轴α相以及少量的片状β相,这是因为α相为高温非稳态相,在熔池形成与维持的高温阶段,部分性地回溶转变为β相,在熔池随后的凝固过程中,部分β相晶粒以马氏体组织形式保留,α相数量相对减少。由图3(b)可知,β相晶界弥散析出少量取向不同且相互交错的针状α′马氏体组织,而片层组织与α′马氏体组织形成了初始网篮结构,该组织形态的初步形成有利于材料塑性、蠕变抗力及断裂韧性等性能的提升[12-15]。而该植入性器械替代性覆层所在位置为应力集中区,易发生应力腐蚀而断裂,替代性的覆层性能生成将有利于该植入器械的性能稳定。
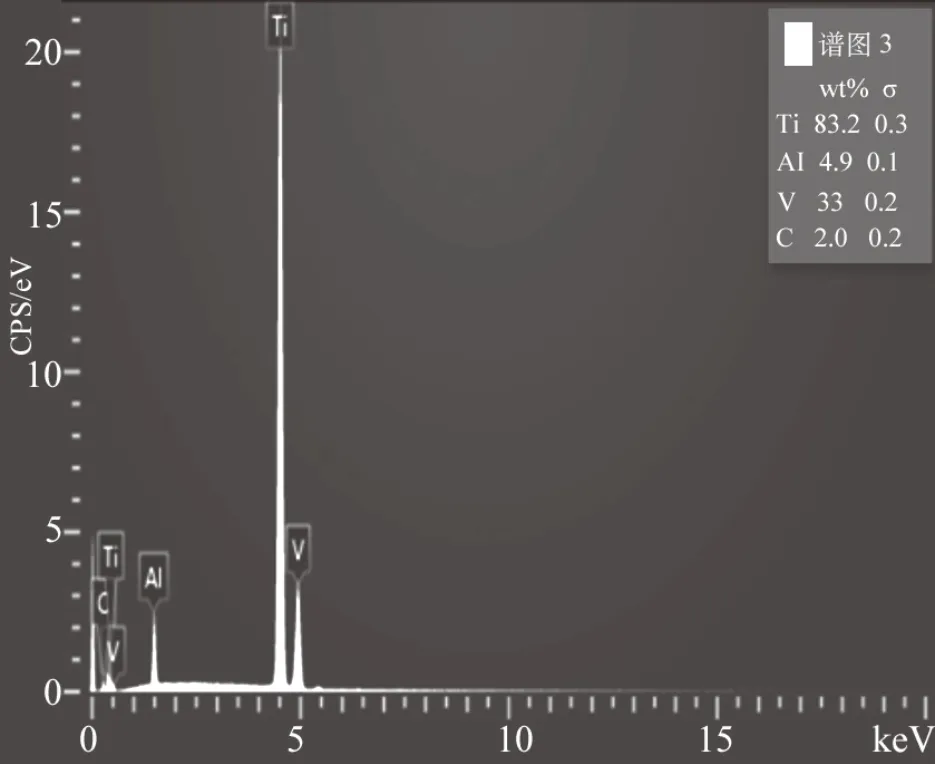
图2 熔覆层顶部EDS图谱分析Fig.2 The EDS atlas analysis of the cladding layer from the top to the interface
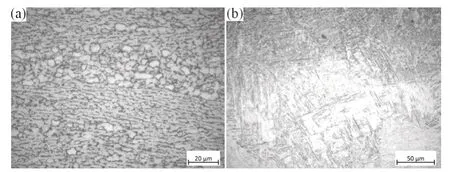
图3 TC4合金激光再制造覆层金相组织Fig.3 The microstructure morphology of TC4 alloy for laser remanufacture
2.3 物相析出晶间强化
从替代性覆层内析出的颗粒状晶间强化相(图4)可知,该颗粒状强化相的析出主要是熔池快速冷凝过程中,较大的温度梯度形成了细晶组织产生的有利条件,利于部分细片层β相转变为针状α′马氏体组织,并进一步细化和分化为颗粒状,在快速冷凝条件下而析出。该部分强化相的析出对交错的网篮组织晶界具有较好的钉扎作用,利于该术用器械强度和表面硬度等基本力学性能的提升[14-15]。

表1 304医用不锈钢与TC4合金材料成分对比(%)Tab.1 Composition comparison of 304 stainless steel and TC4 alloy materials(mass fraction/%)

图4 替代性覆层内颗粒状强化析出相Fig.4 Granular reinforced precipitates in the alternative cladding
2.4 覆层表面硬度验证
为进一步验证Ti-6Al-4V覆层表面硬度分布,选取覆层顶部、中部、底部以及界面处部位横剖面水平等距的5个测试点进行测量,测量后求取平均值,试验结果如图5所示。由图5可知,覆层硬度分布在352.08~312.76 HV0.1之间,由覆层顶部至界面呈现递减趋势,覆层各部位硬度均高于基体。这主要是因为覆层顶部具有相对最大的温度梯度,利于细晶组织的形成以及β相向等轴α相的转化;而界面处受热输入影响,硬度虽有一定程度下降,但仍高于基体304不锈钢表面硬度,可满足该器械局部的力学性能要求。
2.5 覆层耐磨性试验
为进一步验证覆层表面的摩擦磨损性能,采用NANOVEA摩擦磨损测试仪进行球-盘接触式往复摩擦磨损试验,试验在常温无润滑条件下进行,摩擦副选用φ6 mm的GCr15钢球,加载力为2 N,加载频率为3 Hz,试验结果如图6所示。由图6可知,该Ti-6Al-4V覆层试样在3 Hz的加载频率下,摩擦系数主要分布在0.22~0.65之间;该加载频率下,摩擦系数在试验初期变化较小,呈递增趋势。这主要是因为摩擦试验开始阶段,对磨面粗糙度与摩擦力较小,摩擦系数变化速度也相对较小,随着摩擦磨损的进行,对磨面表面粗糙度与摩擦力逐渐增大,摩擦副表面温度也随之升高,温度的升高增大覆层表面氧化膜在摩擦作用下破碎与脱落可能性,且部分磨屑可能塞积在对磨面之间,产生犁沟作用,进一步加剧摩擦。上述都是摩擦系数后期增加的原因,但同时证明该覆层摩擦系数高于原基体304不锈钢,具有更好的摩擦学性能[16]。

图5 Ti-6Al-4V覆层显微硬度试验测试结果Fig.5 The micro-hardness matching experiment result of the Ti-6Al-4V coating

图6 摩擦系数随时间变化曲线Fig.6 The curve of friction coefficient with time
3 结论
(1)该手术用器械局部替代性覆层中Ti元素含量约为83.2%,Al元素含量为4.9%,V元素含量为3.3%,覆层的制备实现了Cr、Ni元素的阻隔,有效降低了致敏因子含量。
(2)覆层组织主要由初始等轴α相及部分片状β相组成,β相晶界上弥散析出少量针状α′马氏体组织,共同构成初始的网篮结构,提升了覆层塑性、蠕变抗力及断裂韧性等性能,使覆层具有优于原304不锈钢的组织形貌;部分β相细化与分化为颗粒状,弥散分布于网篮组织内部,起到晶间强化作用,钉扎在交错的网篮组织晶界,利于覆层强度的提升。
(3)覆层硬度分布在352.08~312.76 HV0.1之间,优于基体。覆层摩擦系数在3 Hz加载频率下,其摩擦系数在0.22~0.65之间,相较于基体具有更好的摩擦磨损性能;
(4)该研究选择304不锈钢植入性骨骼支撑器械,实现受力集中部位功能区替代性覆层制备与验证研究,验证了该方法的有效性,实现了术用钢质器械性能的提升,同时也兼顾了制造成本和环境友好性。
