卷接机组接装纸张力控制系统设计
2020-06-06汤泽东阮三星
汤泽东,阮三星,刘 威
常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999 号 415000
随着电控技术的快速发展,高速、超高速卷接机组的应用大幅提高了卷烟企业的生产制造能力,但因设备速度较高在卷接过程中容易产生错牙、漏气、泡皱等缺陷烟支。针对此问题,近年来已有较多研究和改进,刘曙光等[1]通过增加MAX卷接机组接装纸刮纸器到位检测装置,减少因刮纸器不到位产生的漏气烟支;徐亚军等[2]设计了接装纸第二次刮纸装置,以改善接装纸的吸附性,增加接装纸的吸胶能力;潘恒乐等[3]设计了一种接嘴胶冷却装置,通过降低接嘴胶温度解决烟支搓接质量问题。目前国产主流高速卷接机组主要采用调节负压大小的方法控制接装纸张力,该系统在接装纸吸水性好、胶水黏性高的情况下卷接质量较好,但也存在结构复杂、备件成本高、维修保养费工费时、对原辅材料要求高等缺陷。随着独立驱动伺服技术的发展与成熟,通过伺服电机控制张力已广泛应用于新能源电池生产等行业[4],但将该技术运用于滤嘴接装机供纸系统则鲜见报道。为此,以ZJ116 超高速卷接机组为研究对象,采用全伺服独立驱动技术对其接装纸输送系统进行改进,以期实现接装纸张力的自动调节和准确控制,减少缺陷烟支数量,为新型ZJ119 超高速卷接机组的设计生产提供支持。
1 问题分析
国产ZJ116 超高速卷接机组主要采用负压控制接装纸张力,接装纸输送路径见图1。其中,第一引纸辊2、刮纸器3、第二引纸辊4 为接装纸供纸系统的基础部件,第一引纸辊2 将接装纸从半自动或全自动送纸机构中引入张力控制系统,刮纸器3 将纸拉磨以增加接装纸对胶水的吸附能力,第二引纸辊4 将接装纸以同步速度输送至上胶机构。张力控制系统由纸环箱6、光电开关7、位置开关8、抽吸头9、张力传感器11 组成,抽吸头9 上设置有若干负压孔,由负压风机提供负压,使接装纸吸附在抽吸头9 上,通过第二引纸辊4 不断牵引接装纸而产生纸张力,并根据张力传感器11 检测到的接装纸张力调节比例阀,以控制抽吸头9 的负压流量;抽吸头9 的一端安装有伺服电机,通过其顺时针转动拉伸接装纸使其瞬间建立纸张力;光电开关7、位置开关8 通过控制第一引纸辊的电机速度,保证纸环箱6 中接装纸在形成张力前留有一定裕量。
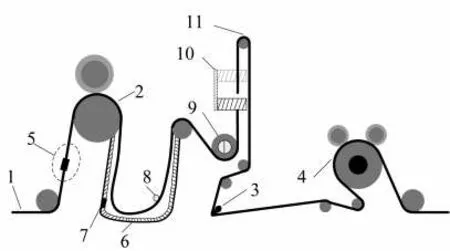
图1 改进前接装纸输送路径Fig.1 Conveying path of tipping paper before modification
ZJ116 卷接机组的接装纸张力主要由抽吸头上的负压与第二引纸辊的牵引力共同形成,第二引纸辊的速度要与生产速度保持同步,因此接装纸张力大小主要由抽吸头上的负压决定,受限于接装纸与抽吸头的接触面积,接装纸最大张力仅为30 N。此外,ZJ116 通过刮纸器回转来避开纸接头,在刮纸器回转过程中接装纸上始终维持原有张力,如果张力较大则容易导致纸接头在刮纸器处断裂。特别是吸水性较差的接装纸或黏性较差的胶水,往往需要较大的接装纸张力进行刮纸器拉磨才能满足上胶要求,因此该张力控制系统对原辅材料适应性差,且结构复杂,抽吸头上的负压孔容易被烟末堵塞,维护保养费时费力。
2 系统设计
针对ZJ116 卷接机组接装纸张力控制系统的不足,对该系统进行了改进设计:采用伺服电机控制张力辊取代纸环箱、抽吸头、比例阀、张力传感器等部件;采用同步伺服电机对第一引纸辊、第二引纸辊进行驱动;采用西门子伺服控制器SIMOTION D[5-7]为控制平台,利用多轴同步[8-9]、直接转矩和定位相结合的控制方式对其进行控制,第一引纸辊与第二引纸辊同步,并叠加根据张力辊位置经PI 调节[10-11]的附加速度。
2.1 接装纸输送路径
改进后接装纸输送路径见图2。接装纸通过第一引纸辊2 引入,经过刮纸器3、接装纸张力辊7后在第二引纸辊4 处引出。刮纸器用于拉磨接装纸,通过调节张力辊摆臂位置可以调整接装纸与刮纸器的接触角度,不同角度下接装纸的拉磨程度不同;通过设置张力辊电机的输出扭矩可以调节接装纸张力,不同张力下接装纸的拉磨程度也不同。接装纸张力辊可在一定范围内摆动,当纸接头检测传感器6 检测到纸接头经过时,张力辊快速顺时针摆动,第一引纸辊加速,瞬时降低接装纸张力,以减轻刮纸器对接装纸的拉磨程度,确保纸接头顺利通过刮纸器。
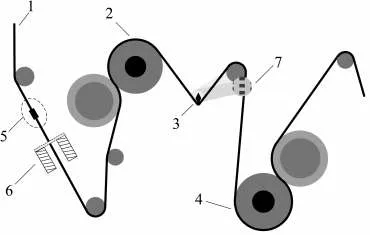
图2 改进后接装纸输送路径Fig.2 Conveying path of tipping paper after modification
2.2 电控系统
第一引纸辊、接装纸张力辊、第二引纸辊均采用伺服电机独立驱动,分别标记为M1、M2、M3,以纸接头检测传感器B1 作为张力辊M2 的摆动信号,经过一段延时后,张力辊返回到正常工作位置,完成对纸接头的避让,见图3。在张力辊摆动过程中需要对接装纸张力进行控制,为此采用第二引纸辊M3 作为主轴与生产速度同步,第一引纸辊M1 与第二引纸辊M3 同步,根据张力辊M2 的位置信息修正第一引纸辊M1 的同步速度。
设计中选择SIMOTION D455 作为控制器,使用系统配置软件Sizer 对相关器件进行选型和评估,最终选用1 个电源,3 个西门子标准电机以及1个双轴电机模块和1 个单轴电机模块。由图3 可见,在SIMOTION SCOUT 中TO 层配置工艺轴,M1 和M3 为带编码器的同步轴,M2 为带编码器的定位轴和堵转找零。将D455 的快速IO 端子X142.1 配置为MeasureInput,在定位轴M2 下配置一个MeasureInput 并指向X142.1。
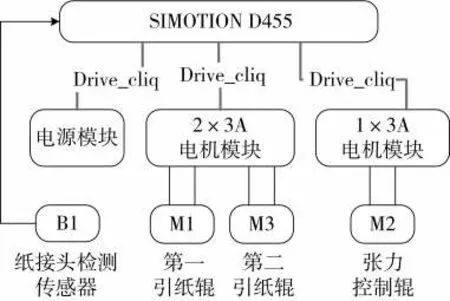
图3 伺服控制系统的拓扑结构Fig.3 Topology of servo control system
2.3 控制原理及算法
为实现接装纸张力的准确控制,对接装纸张力辊进行受力分析,见图4。其中,刮纸器与第二引纸辊在竖直方向上的距离为100 mm,刮纸器与第二引纸辊在水平方向上的距离为80 mm,接装纸张力辊摆臂长度L 为70 mm;θ为接装纸张力辊摆臂与竖直方向夹角(°),X 为刮纸器与接装纸张力辊中心连线上的力臂长度(mm),Y 为接装纸张力辊与第二引纸辊中心连线上的力臂长度(mm),θ、X、Y 均随接装纸张力辊工作位置而变化;F1、F2分别为接装纸张力实际值(N),F 为接装纸张力设定值(N),匀速情况下不考虑滚轮的摩擦阻力,则F=F1=F2。
已知摆臂质量为m(kg),M0为电机克服摆臂重力输出扭矩(N·m),M1为电机克服F1方向纸张力的扭矩(N·m),M2为电机克服F2方向纸张力的扭矩(N·m),M 为电机的实际输出扭矩(N·m),则M=M0+M1+M2,结合图4 可得M 与F1、F2之间具有以下关系式:
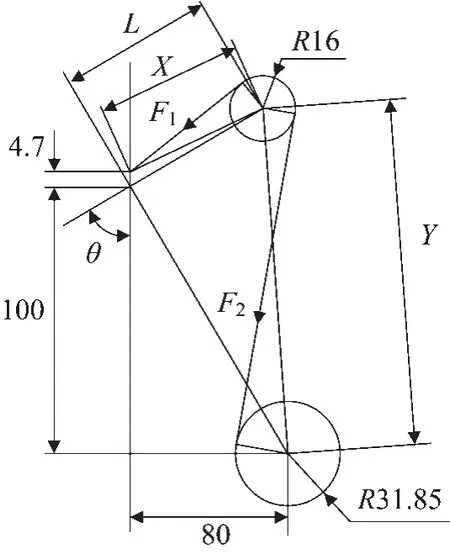
图4 张力辊受力示意图Fig.4 Schematic diagram of force exerted on tension roller
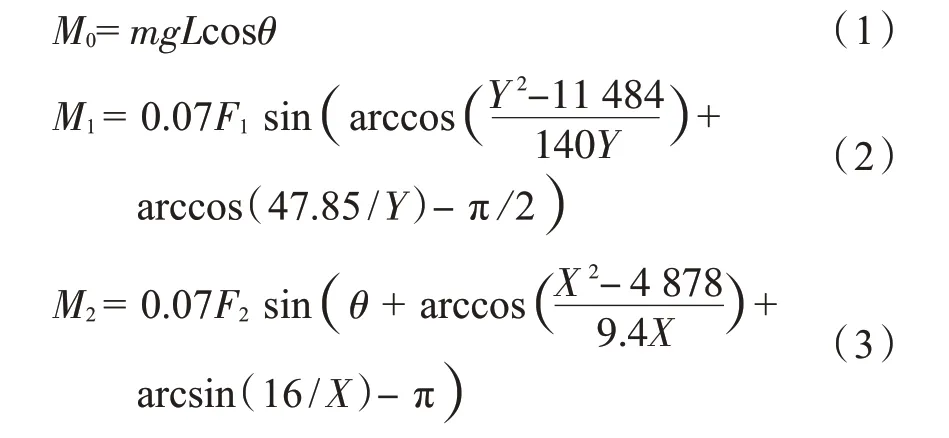
其中,重力加速度g 取9.794 m/s2,则X、Y 计算公式为:

为了实现对接装纸张力控制和纸接头避让,利用SIMOTION D455 进行编程并设计控制流程图,见图5。当接装纸张力辊M2 堵转找零完成后,张力辊进入待工作位置;当接装纸按指定路径引入后,第一引纸辊M1 与第二引纸辊M3 保持速度同步,并按500 支/min 的生产速度建立接装纸张力。接装纸张力拉动张力辊摆动,张力辊M2 按张力设定值F 对应的扭矩M 限幅输出,实现对接装纸张力控制;如果张力辊在限幅扭矩下未能进入到指定工作位置,张力控制系统将根据位置偏差通过PI 调节器生成第一引纸辊叠加速度,实现对张力辊位置的控制。当纸接头传感器检测到有纸接头时,对第一引纸辊M1 的速度进行积分,以便对纸接头位置进行跟踪,并根据纸接头位置计算纸接头与刮纸器相遇时间;当纸接头到达刮纸器时间还差100 ms 时,张力辊开始顺时针摆动,在100 ms 内摆动到设定的纸接头避让位置,此时纸接头刚好到达刮纸器处;当纸接头经过张力辊后,张力辊以设定速度和扭矩逆时针摆动,重新进入工作位置,完成纸接头避让工作。
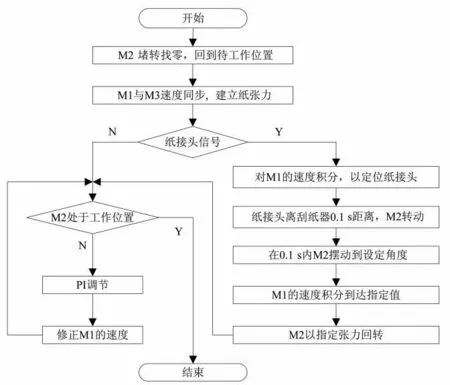
图5 控制流程图Fig.5 Flow chart of control
3 应用效果
3.1 试验设计
材料:“芙蓉王(硬)”牌卷烟烟丝(烟支直径7.8 mm)、接装纸(宽度64 mm)、醋酸纤维嘴棒及辅料等均由湖南中烟有限责任公司常德卷烟厂提供。
设备:ZJ119 超高速卷接机组(常德烟草机械有限责任公司)。
方法:①将设计的接装纸张力控制系统应用于ZJ119 卷接机组,设定接装纸张力为40 N,接装纸张力辊工作位置为12°,生产速度从11 300 支/min 运行到12 000 支/min,监测速度变化时接装纸张力控制系统中各电机速度和扭矩变化;②设定ZJ119卷接机组接装纸张力为40 N,接装纸张力辊工作位置为12°,摆动角度为15°,生产速度为11 300支/min,监测纸接头经过刮纸器时张力辊的运行情况;③设定ZJ119 卷接机组的生产速度为12 000支/min,按照GB 5606.3—2005《卷烟第3 部分:包装、卷制技术要求及贮运》[12]的要求进行卷烟外观质量评价,判断接装纸包裹质量是否符合卷烟生产标准,并统计缺陷烟支剔除率,重复测量10 次。
3.2 数据分析
3.2.1 张力控制测试结果
由图6a 可见,当ZJ119 生产速度从11 300 支/min 运行到12 000 支/min 时,第二引纸辊M3 的速度从762 r/min 变化到810 r/min,第一引纸辊M1 的速度始终跟随第二引纸辊M3 的速度变化,表明M1 与第M3 速度同步,即第一引纸辊上没有根据张力辊位置变化经PI 调节生成的叠加速度,也表明张力辊摆臂与竖直方向的夹角θ为定值。根据式(1)~式(5)可知,当θ不变时,纸张力F 仅与电机输出扭矩M 有关。由图6b 可知,电机输出扭矩M基本保持不变,由此可得接装纸张力在速度变化时始终保持稳定。
3.2.2 纸接头经过刮纸器时测试结果
由图7 可见,当纸接头传感器B1M 检测到纸接头信号,张力辊M2 接收到摆动指令后,开始顺时针摆动,输出扭矩瞬间减小。第一引纸辊M1 在张力辊M2 摆动后开始加速,以减小接装纸与刮纸器的接触张力,保证纸接头在经过刮纸器时不被刮断;当纸接头经过后,张力辊M2 使摆臂逆时针摆动,输出扭矩逐渐增大,第一引纸辊M1 根据张力辊位置自动进行PI 调节,使接装纸张力缓慢变化,直至张力达到设定值,避免瞬间增大的张力拉断接装纸。
3.2.3 烟支质量指标测试结果
由 表1 可 见,ZJ119 以12 000 支/min 稳定生 产运行时,因紧密度、通风度、吸阻不合格而产生的漏气烟支剔除率分别为0.041%、0.010%、0.009%,总剔除率仅为0.06%;烟支滤嘴接装纸搭口工整、光滑,滤嘴包裹牢固、无滤嘴松脱和缺嘴现象,符合卷制质量要求。
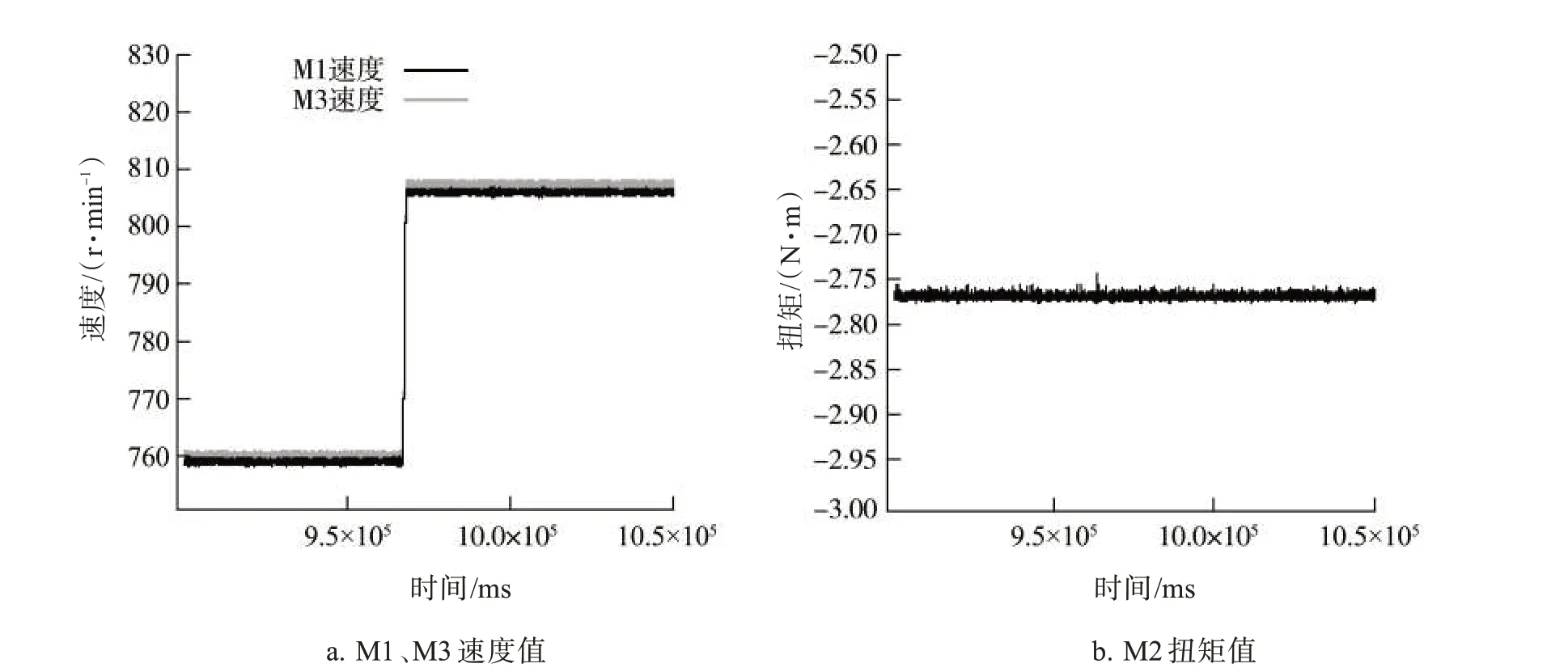
图6 生产速度变化时电机M1、M3 速度值和M2 扭矩值Fig.6 Speed of motors of M1 and M3 and torque of motor M2 at varied production speed
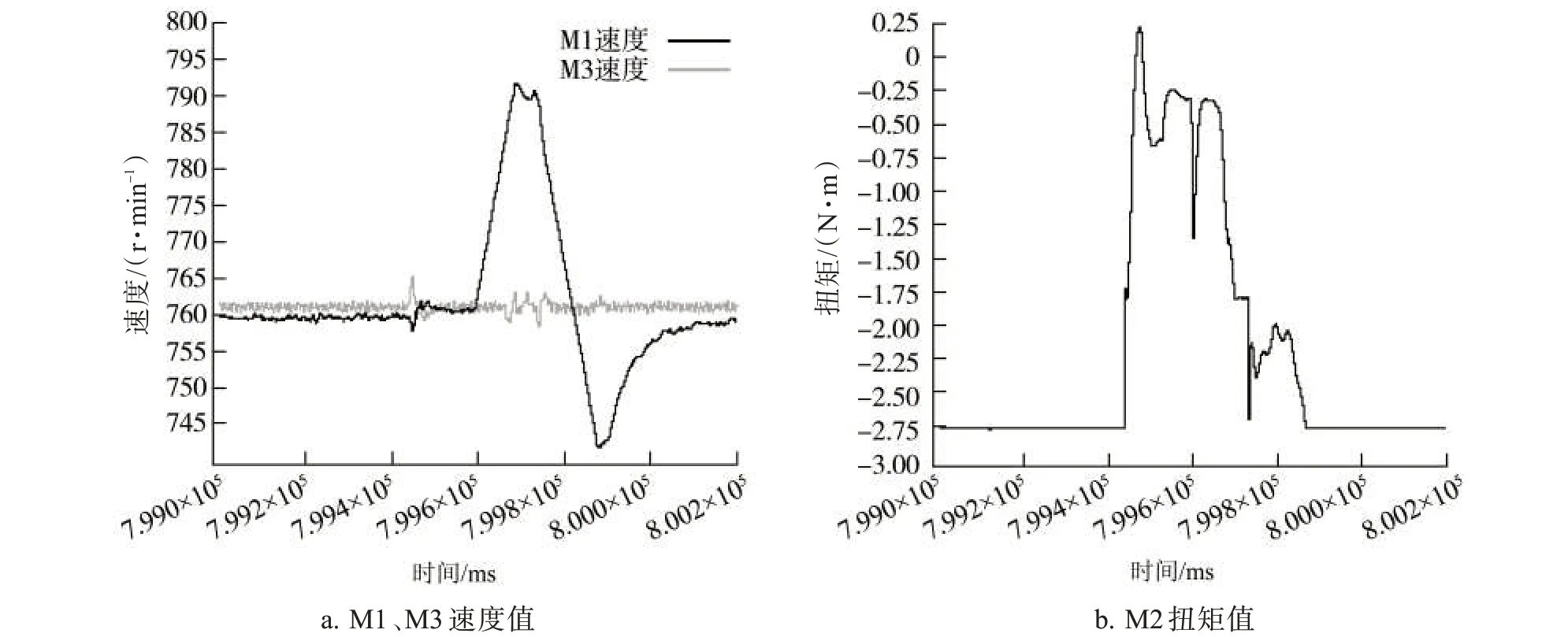
图7 纸接头经过刮纸器时M1、M3 速度值和M2 扭矩值Fig.7 Speed of motors of M1 and M3 and torque of motor M2 while tipping splice passing through scraper
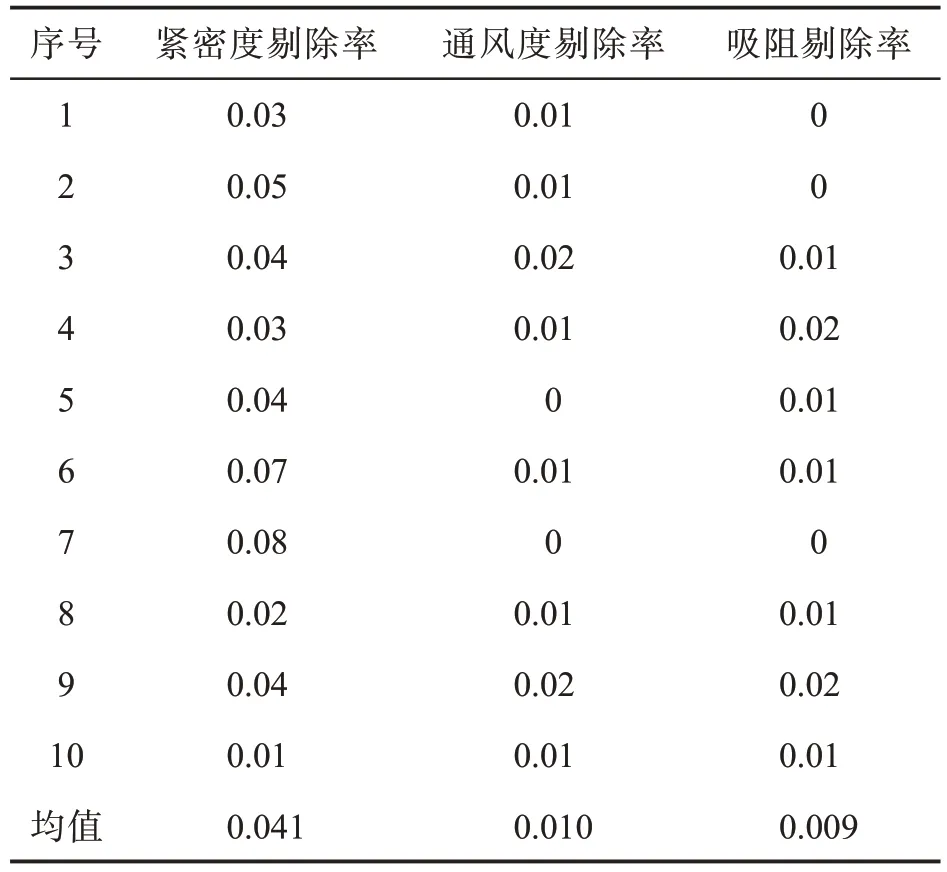
表1 漏气烟支剔除率Tab.1 Rejection rate of cigarettes with air leak(%)
4 结论
利用独立驱动伺服技术设计了接装纸张力控制系统,实现了对接装纸张力的自动调节和精确控制,当纸接头经过刮纸器时通过瞬时降低接装纸张力,使纸接头顺利通过,保证了设备在较大接装纸张力下的稳定运行。以ZJ119 超高速卷接机组为对象进行测试,结果表明:①接装纸张力在ZJ119 生产速度变化时始终保持稳定;②通过PI 调节使接装纸张力缓慢变化,保证纸接头顺利经过刮纸器;③张力控制系统在12 000 支/min 生产速度下能够稳定运行,生产烟支外观质量满足工艺要求,紧密度、通风度、吸阻不合格烟支剔除率分别为0.041%、0.010%、0.009%,漏气烟支总剔率仅为0.06%,可以满足未来新型超高速卷接机组的设计要求。
