集聚纺用色纺胶辊技术探讨
2020-06-03李衍田
李衍田
(淄博银仕来纺织(集团)有限公司,山东 淄博 255213)
近年来,随着技术的不断进步,新型纺纱工艺、纺纱方式、纺纱纤维的不断涌现,胶辊、胶圈除了必须满足条干等成纱质量指标要求外,对其抗绕性能、耐磨性能以及耐油、耐污性能等也提出较高要求。而集聚纺色纺纱由于纺纱原料和纺纱方式的特殊性,对胶辊又有特殊的要求。
1 色纺纱原料特性及对胶辊的影响
染色纤维是指将本白色纤维进行染色或由纤维厂家生产的各种颜色纤维。大部分染色原料中含有染化料、表面活性剂等,对纺纱器材有不同程度的腐蚀和破坏。若用传统白纺纺纱工艺,纺色纺纱胶辊会出现易老化、使用周期缩短、易绕花等问题[1]。
染色纤维中的染料等化学成分在胶辊的挤压、摩擦作用下会部分释放,导致:① 某些物质因摩擦升温产生粘连性,使胶辊表面不光滑而产生纤维粘绕;② 某些物质对胶辊表面产生化学破坏作用,加快胶辊表面老化变硬;③ 生产色纺品种时,染色纤维的染料会滞留在胶辊表面,这些异色染料成分会对之后生产的其他颜色品种产生异色污染;④ 染色会破坏纤维表面的原有特性(包括棉蜡、油剂、纤维表面形状等),导致纤维间的抱合力变小,胶辊对染色纤维控制困难,不仅易产生胶辊绕花,还会出现纤维脱离须条主体的问题,引起须条截面中颜色比例变化,截面内的纤维根数不同程度减少,最终成纱产生色差、条干恶化,严重时还会导致成纱重不匀和号数变化,造成重大质量问题。
2 集聚纺纱用胶辊的作用及要求
集聚纺牵伸区用胶辊,根据作用分为牵伸胶辊和集聚胶辊,其上机工艺要求不同。在一定的加压条件下,牵伸胶辊通过罗拉摩擦传动并与罗拉组成有力的钳口,使须条和纤维能够被有效地握持,形成适当、稳定的牵伸力,以保证纤维牵伸的正常进行。因集聚纺纺纱动程很小,压力要求比传统环锭纺大,须条对胶辊磨损大,易使其产生凹槽,对质量影响较大。同时,由于环锭纺改造集聚纺后无法使用清洁辊,胶辊绕花不能及时清洁,也影响集聚纺成纱质量。综合以上因素,集聚纺对牵伸胶辊的硬度、弹性、耐磨性以及光、滑、爽、燥等性能要求较高。
集聚胶辊与输出罗拉或异形管组成输出钳口,既承担集聚纤维须条、保证顺利输出的作用,又承担对集聚区纤维须条的有效控制作用,还与网格圈配合握持纱线,消除加捻三角区,并通过摩擦传动保证网格圈稳定运转。因此,要求集聚胶辊具备高弹性、抗绕性、合适的表面粗糙度和更低的硬度[2]。
3 集聚纺用色纺胶辊选型
首先,考虑自身的品种定位,根据生产品种原料特性选择合适的胶辊。由于染色纤维受染化料影响导致可纺性差,纺纱首先要解决的问题是能够正常生产,生活好做,胶辊不绕花,须条纤维受控不脱散。色纺成纱条干水平并不一定比白纺重要,需与客户沟通了解其产品的用途及最关心的质量问题后选用胶辊。其次,考虑设备及器材的老化程度、工艺设定、环境甚至工人操作水平等。由于色纺胶辊对抗绕、耐油、抗污、防溶胀等要求比其他品种高,加之集聚纺特性,一般需选用硬度稍高的免处理胶辊。因为免处理胶辊的材料和生产工艺与普通胶辊区别很大,在牵伸摩擦过程中免处理胶辊不易产生静电,且导电性能良好,可加快静电散逸,达到抑制静电产生和防止静电积聚的功效,可有效防止静电引起的纤维缠绕问题(抗静电性)。另外,免处理胶辊配方中含有的特种极性基团改性材料,提高了胶辊表面的极性,使其具有较好的吸湿性及抗水溶性,可防止非极性类油脂(棉脂)由于化学键亲合力引起的粘附缠绕纤维(脱脂性)及化学反应。
4 集聚纺用色纺胶辊制作及使用注意事项
4.1 套制
色纺胶辊套制也要保证“三同心”,防止套偏。对铝衬管胶辊而言,一般选用立式套制机,保持气压稳定即可;但需要注意轴承的选用和清洗。套制铝衬管胶辊应选用间隙大的轴承为好,以利于润滑,防止紧摩擦产生机械波。新轴承一般用汽油清洗以除去表面油脂;但旧轴承往往用布简单擦拭就开始使用。实际上,旧轴承由于长时间与胶辊内层橡胶或铝衬在高温下摩擦,表面油垢及杂质用布无法全部擦除,须通过汽油才能溶解。
4.2 磨砺
色纺胶辊的磨砺要求与其他纱线用胶辊有差异。从抗绕角度而言,免处理胶辊要求表面更光洁;而普通胶辊则表面相对粗糙,主要与表面处理方法有关。胶辊表面粗糙度主要通过砂轮粒数以及调节砂轮速度、拖板速度和往复次数等参数来控制:一般选用60~80粒大气孔砂轮,免处理胶辊的高速磨床往复次数约为3次;所有类型胶辊一次磨砺的进刀量都不宜过大,否则易引起胶辊表面灼伤,静电剂逸失,胶辊抗绕性能变差。
4.3 表面处理
由于染色后纤维间的抱合力降低、可纺性变差,染化料对胶辊表面破坏作用较强,因此处理胶辊表面的涂料配方和方法至关重要。表面处理能弥补胶辊表面缺陷,也能改善表层结构、增强胶辊抗静电性和调节纺纱摩擦力界。涂料配方和表面处理方法的核心是保证胶辊表面具有适当的摩擦因数,使其既对纤维有合适的牵引力与控制力,又生活好做,不缠不绕,延长使用周期。
色纺胶辊表面处理需注意:① 处理前必须清洗表面,防止橡胶屑堆积,引起涂料不匀,导致机械波的产生,同时改善胶辊表面的渗透效果。② 不同品种用胶辊采用不同的处理方法,色纺胶辊建议选用复合处理,即先涂料后光照的方法。③ 注意表面处理间环境,防止灰尘粘附于涂料表面,胶辊处理后自然阴干为好。
4.4 胶辊使用注意事项
因为染色纤维对胶辊表面的侵蚀作用,需根据产品要求,制定合理的回磨周期及更换周期,加强周期管理。具体如下:① 定期清洁胶辊、胶圈表面,保持良好的表面状态;② 胶辊、胶圈工作一段时间后应在释压状态下自然回弹,恢复原有活性;③ 当品种翻改前后颜色差异大、客户要求严且有可能造成纱线颜色发生变化时,即使不到更换周期的胶辊也需调换;④ 如果备用量充足,调换下车的胶辊可以只做简单清洁保养后放置,待生产颜色接近品种时再重新上机使用;⑤ 尽可能将颜色相近的品种在同机台上换批生产,避免因防范异色污染而频繁调换胶辊,增加备用胶辊量和品种翻改工作量;⑥ 胶辊制作完成后,不能马上上机使用,需放置5 d~7 d或紫外线光照约40 s,使其表面有氧化过程,提高表层的抗摩擦性,改善胶辊的使用性能。
5 纺纱效果
笔者公司在集聚纺色纺机台上使用LXC966型、LXC870型胶辊及某型号胶辊,生产粘胶/莫代尔11.8 tex纱的成纱质量指标对比见表1。
表1 不同胶辊成纱质量指标对比
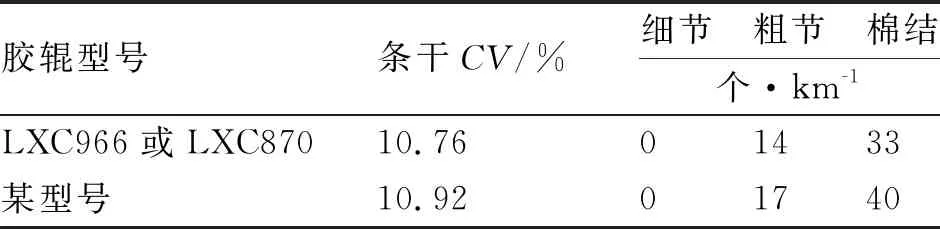
胶辊型号条干CV/%细节粗节棉结个·km-1LXC966或LXC87010.7601433某型号10.9201740
从表1可知,使用LXC966型、LXC870型胶辊生产的粘胶/莫代尔纱线条干指标均优于某型号胶辊,不仅成纱质量满足用户要求,而且适纺性好,对车间的温湿度变化适应性强,回弹性好、耐磨性和抗绕性佳,可顺利生产不同号数染色纤维。
6 结语
为保证集聚纺色纺纱质量,应充分了解胶辊、胶圈应用技术在生产中的重要性,不断实践找出适合要求的胶辊规格,及时总结生产过程中切实可行的应用方法;同时加大对胶辊、胶圈应用技术的探讨,认真把握各环节中的细节,以充分发挥胶辊、胶圈的优良性能,保证成纱质量,降低成本,满足客户要求。