从成纱棉结看梳理机用金属针布的重要功能
2020-06-03杨红重
杨红重
(河南新野纺织有限公司,河南 南阳 473500)
梳理机上的针布,在梳棉除杂、分梳中起关键作用。笔者公司近年来安装了多套青岛产清梳联生产线,分别生产纯棉14.5 tex纱、赛络纺27.8 tex纱和半精18.2 tex纱等品种。在纺纱过程中,纱线的棉结、条干等质量指标一度波动很大,经仔细分析,调整或磨砺金属针布并优化梳理工艺后跟踪试纺,最终解决了成纱棉结数量超标的问题。
1 梳理机用金属针布的特点与功能
首先,梳理机用金属针布应具有良好的对纤维束握持、穿刺与梳理能力,齿部不易变形且齿顶面呈圆柱形,齿尖部锋利、光洁、耐磨;其次,齿隙应具有一定的容纤量,有优良的吸收、释放纤维能力。
刺辊针布作为纤维原料进入梳棉机的首个梳理器材,在给棉板与给棉罗拉握持棉层时将纤维团开松为单纤维束并排除其中的结杂和短绒,其开松、梳理效果直接影响后道梳理器材的效能。锡林—回转盖板梳理区的针布所承受的梳理负荷和后道梳理器材的应用状态、梳理功能和使用寿命,决定着梳棉机对纤维的整体梳理效果[1-2]。有资料显示梳棉机梳理的生条结杂、短绒的去除率为85%~87%,而经刺辊针布梳理掉的结杂、短绒及单纤维束占50%~60%。可见,刺辊针布的梳理在整个梳棉机梳理中占最重要地位。
锡林—回转盖板梳理区域的梳理是在刺辊梳理单纤维束的基础上,进一步将纤维束松解、分离为单纤维,排除棉结、杂质和短绒,并将不同性能的纤维进行初步混合,属于两齿尖面间的自由分梳。两齿尖面在一定隔距、相互平行且齿尖锋利的情况下,一齿尖面相逆另一齿尖面方向运动,完成插入、松解及提升梳理;另一齿尖面握持纤维,然后互相转移梳理点和握持点,以进行反复梳理。锡林—回转盖板针布间的梳理质量对后工序并粗细纤维的牵伸加捻、成纱条干、棉结的改善起决定性作用。其梳理质量好,单根纤维分离度高、结杂排除充分、牵伸加捻效率高,且伸直度好、纤维间摩擦小、不易扭曲,成纱条干好、棉结数量少[3]。一般而言,在配棉较高或纺化纤情况下,锡林—盖板针布比刺辊针布更能影响成纱质量;而配棉品级低、结杂和短绒含量高时,刺辊针布对纺纱质量影响较大。
2 试纺效果及推广
2.1 赛络纺C 36.4 tex纱
2018年10月,公司老厂区纺纱二车间上赛络纺C 36.4 tex品种,其管纱千米棉结曾一度达到100多粒。在检查清梳联前部机组工艺和设备良好的基础上,技术人员根据该品种配棉在JWF1211型梳棉机上改进工艺、更换刺辊针布的具体参数见表1,试纺结果见表2。
表1 赛络纺C 36.4 tex纱刺辊针布及工艺参数

刺辊针布及工艺刺辊转速/(r·min-1)锡林转速/(r·min-1)除尘刀角/(°)原针布原工艺93041065原针布优选工艺1103046070原针布优选工艺2108050080新针布原工艺93041065新针布改进工艺86036015
从表1和表2可以看出,单纯工艺优化调整,生条及成纱千米棉结数略有降低;经上车察看发现刺辊针布倒齿较多、齿尖较凸,于是更换为新刺辊针布,其生条及成纱千米棉结数大幅降低。可见,梳理效果与设备、器材密切相关;因此,在纺C 36.4 tex纱时,保证刺辊针布状态比梳理工艺优化更能凸显功能。当然,梳理工艺不恰当,成纱质量也会恶化,这从表2中最后一组数据就可以看出。
2.2 纺CJ 14.5 tex纱
2018年12月,公司老厂区的纺一车间东纺纺CJ14.5tex纱,其成纱千米棉结数比西纺的高约40粒,一度达到80多粒。相同工艺条件下,将东纺条卷放在西纺精梳车上试纺,发现东纺生条结杂及梳理效果是导致成纱千米棉结数高的主要原因。因精梳纱配棉相比赛络纺配棉品级高,技术人员将工艺调整和主要梳理放在锡林—盖板区域进行试纺。盖板针布及工艺参数见表3,试纺结果见表4。
表2 赛络纺C 36.4 tex纱成纱指标对比

刺辊针布及工艺生条定量/[g·(5 m)-1]出条速度/(m·min-1)生条棉结/ (个·km-1)成纱棉结/ (个·km-1)成纱条干CV/%原针布原工艺22.31809510514.11原针布优选工艺121.31709210014.01原针布优选工艺220.51609010014.06新针布原工艺22.3180656013.90新针布改进工艺25.318012513016.90
从表3和表4可见,优化锡林—盖板梳理区工艺,成纱千米棉结数稍有下降;而结合磨砺盖板针布,生条棉结和成纱棉结数下降明显但不理想,重新优化工艺后的成纱千米棉结数降为46粒的较好水平;进一步说明梳理器材状态对纺纱质量的影响大于合理工艺参数条件下质量的比重指数,当然较好的纺纱工艺也是纺出优质纱的必要条件之一。
表3 CJ 14.5 tex纱盖板针布及工艺参数
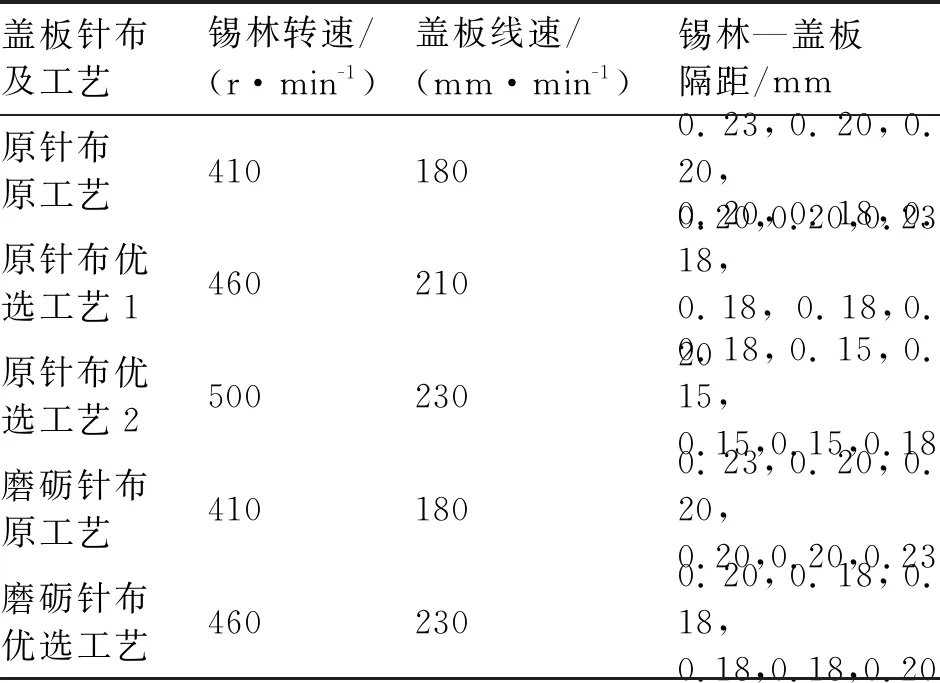
盖板针布及工艺锡林转速/(r·min-1)盖板线速/(mm·min-1)锡林—盖板隔距/mm原针布原工艺4101800.23,0.20,0.20,0.20,0.20,0.23原针布优选工艺14602100.20,0.18,0.18,0.18, 0.18,0.20原针布优选工艺25002300.18,0.15,0.15,0.15,0.15,0.18磨砺针布原工艺4101800.23,0.20,0.20,0.20,0.20,0.23磨砺针布优选工艺4602300.20,0.18,0.18,0.18,0.18,0.20
表4 CJ 14.5 tex纱成纱指标对比

盖板针布及工艺生条定量/[g·(5 m)-1]出条速度/(m·min-1)生条棉结/ (个·km-1)成纱棉结/ (个·km-1)成纱条干CV/%原针布原工艺22.5170958612.90原针布优选工艺121.5150908312.80原针布优选工艺220.1130858012.90磨砺针布原工艺22.5170656012.50磨砺针布优选工艺21.5130554612.40
2.3 纺半精C 18.2 tex纱
2019年5月,用户一直反映老厂区纺二车间半精C 18.2 tex纱千米棉结数较高,公司质量报表上显示成纱千米棉结数为400多粒,技术人员对此进行了攻关。由于纺半精C 18.2 tex纱,生条的结杂及纤维的分离度对成纱千米棉结数影响很大,而其配棉和精梳14.5 tex纱品级相当,因此技术人员仍从刺辊—锡林和锡林—回转盖板两梳理区工艺及器材状态进行研究。考虑成本,首先进行工艺优化,使成纱千米棉结数略有下降,但与标准还有很大差距。查看发现刺辊是近期才换的新针布,回转盖板针布也是今年磨砺过的,唯独锡林针布的金属齿条侧面发毛、齿顶面磨平,因此更换锡林针布,其工艺参数见表5,试纺结果见表6。
表5 纺半精C 18.2 tex纱锡林针布及工艺参数

锡林针布工艺刺辊转速/(r·min-1)锡林转速/(r·min-1)刺辊—锡林速比回转盖板线速/(mm·min-1)锡林—回转盖板隔距/mm原针布原工艺9304101∶2.301800.23,0.20,0.20,0.20,0.20,0.23原针布优选工艺110304601∶2.352000.20,0.18,0.18,0.18,0.18,0.20原针布优选工艺210805001∶2.502200.18,0.15,0.15,0.15,0.15,0.18新针布原工艺9304101∶2.301800.23,0.20,0.20,0.20,0.20,0.23新针布优选工艺10304601∶2.352200.18,0.15,0.15,0.15,0.15,0.18
表6 纺半精C 18.2 tex纱成纱指标对比
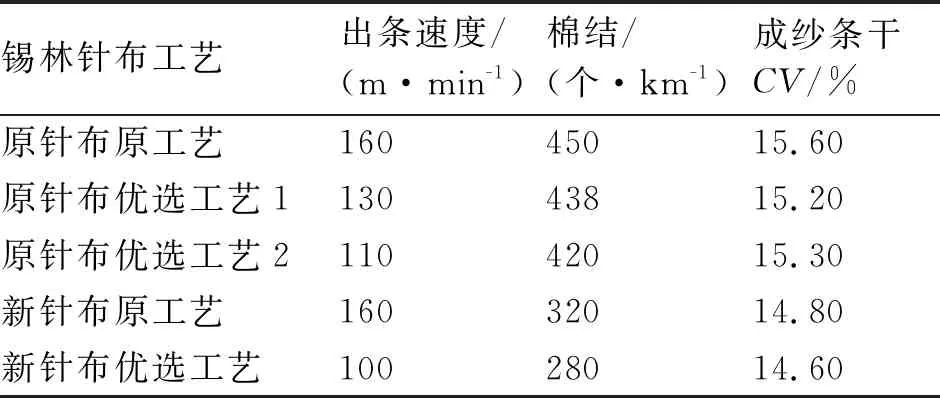
锡林针布工艺出条速度/(m·min-1)棉结/ (个·km-1)成纱条干CV/%原针布原工艺16045015.60原针布优选工艺113043815.20原针布优选工艺211042015.30新针布原工艺16032014.80新针布优选工艺10028014.60
该次试纺再次证明了锡林针布对纺纱质量影响比工艺对梳理效果的影响大,充分说明在合理的工艺基础上,针布状态好则成纱质量就比较理想。
3 加强针布管理
为提高梳理机针布使用功能,服务好产品质量,一方面要做好刺辊、回转盖板及锡林针布相关辅机(包覆针布、磨砺针布等)的维修保养工作,保证针布的包磨、维修质量;二要抓好包磨工作人员的技术水平,做好工艺上车的基础包磨工作[4],保证刺辊、锡林针布齿顶面的圆柱度,使回转盖板针布左、中、右的平面度都不大于0.03 mm,以充分发挥梳理器材的梳理效果;三要抓好包机工清刷刺辊针布、锡林针布、盖板针布的工作标准和检查力度,以减少嵌、挂、伤问题;四是根据所纺品种、纱号、配棉等级、车速、产量及新型针布性能,合理地确定针布的使用周期,严格周期更换,保证其状态良好。
4 结语
实践证明,以合理的上机工艺设计为基础,状态良好的梳理机针布是梳棉生条质量稳定的首要条件;梳棉效果好则结杂短绒少、纤维分离度高、纤维混合均匀、生条品质好,也减轻精梳工序梳理负担,有利于后工序牵伸、加捻和成纱质量的稳定。企业应加强梳理机用针布的管理,挖掘其最佳使用功能,更好地为产品质量服务。