螺纹连接密封胶圈损伤分析
2020-06-17朱强强许宜军
朱强强 , 许宜军
(国营芜湖机械厂,安徽 芜湖 241000)
0 引言
O型密封胶圈具有质量小、寿命长、耐油性好等优点,在飞行器中应用广泛,对各系统的密封性起着重要作用[1-3]。美国“挑战者”号航天飞机就是由于助推器上的一个O型胶圈失效,导致燃料泄露,最终导致空中解体爆炸。飞机上密封胶圈工作周期更长、性能稳定性要求更高,而螺纹连接密封胶圈使用压缩率更大,易引起失效。因此,研究胶圈的失效特征,并提出预防措施,是保障飞机安全飞行的重要前提[4-6]。
飞机地面检查时,发现螺纹连接处有碎屑状堆积物,分解检查发现O型胶圈损伤明显。随后检查出多架飞机发生类似故障。胶圈材质为丁腈橡胶2−5013,工作环境为28 MPa油压,并伴随压力脉动和高频振动。该胶圈失效,会降低系统作业能力,给飞行安全带来隐患。
本研究通过形貌观察、间隙及硬度测量、密封结构分析,结合胶圈的受力特性,分析胶圈的失效性质、原因及过程,并提出相应的改进措施。
1 试验方法
采用体视显微镜及场发射扫描电镜,观察断口宏、微观形貌。
参照HB 5234—1983《橡胶O形圈硬度测试方法》,对胶圈进行硬度测试。同一胶圈在不同位置测量6次取中值,同时取同批次、全新的O型胶圈进行测量,用于对比分析。
配合端面擦拭干净,将接头六方螺母的边标记为1~6,分别在不供压和32 MPa的油压下,使用标准塞尺测量配合端面的间隙量。
2 试验过程与结果
2.1 外观检查
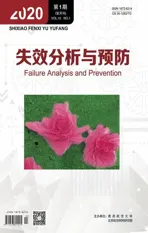
胶圈安装于接头六方螺母端面处,与顶盖螺纹相配合,顶盖上加工有一倒角,胶圈损伤均位于与顶盖倒角相接触的一侧(图1)。两胶圈损伤宏观形貌有所差异:一个胶圈为表面层次错落有致的微小掉块损伤,损伤范围约占圆周的1/3;另一个胶圈表面损伤则为较大的掉块,损伤范围约占圆周的 1/4(图2)。

图1 胶圈装配图Fig.1 Assembly drawing of seal ring

图2 大掉块胶圈损伤Fig.2 Large-size peeling-off damage of seal ring
2.2 断口宏微观观察
在体视显微镜下观察胶圈宏观形貌,发现两胶圈外侧边缘均存在一圈挤压形成的凸起台阶,说明胶圈在使用过程中发生了间隙挤出(图3);进一步观察发现,胶圈损伤均起源于挤出台阶的边缘处,并向一侧扩展(图4)。结合图1中胶圈拆卸时的位置对应关系可知,胶圈间隙挤出位置在顶盖倒角边缘与接头螺母端面配合处,损伤方向也是沿着顶盖倒角向内扩展。
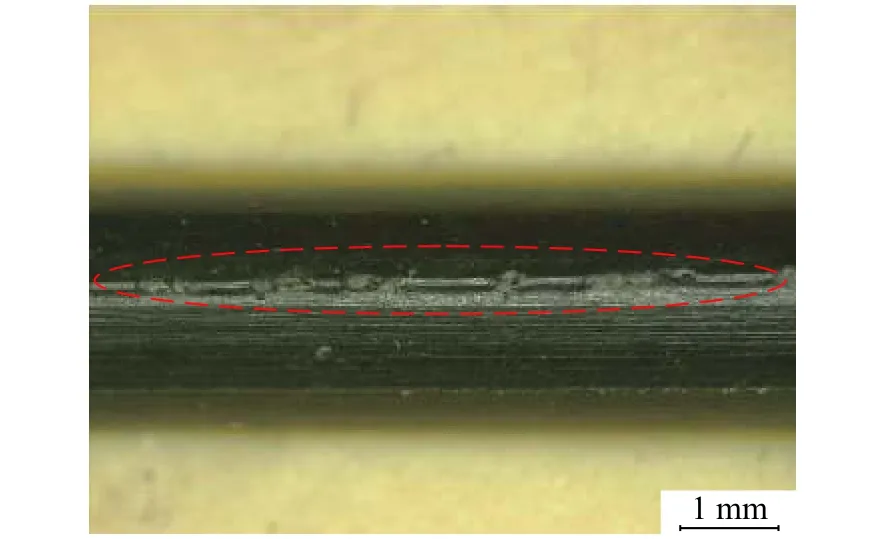
图3 胶圈外侧凸起台阶Fig.3 Step morphology of seal ring

图4 小掉块损伤胶圈表面Fig.4 Small-size peeling-off damage of seal ring
大掉块损伤胶圈断面虽发生磨损,但依旧可见清晰的疲劳弧线特征,呈点源特征[7](图5)。疲劳源区内未见气孔、夹杂等材料缺陷;扫描电镜下观察微小掉块损伤胶圈,损伤周围表面仍可见一些未发生剥离掉块的微裂纹,该处再发展即会形成新的微小掉块(图6)。虽然两胶圈的损伤形貌有所差异,但损伤模式基本相同,均为间隙咬伤,只是间隙咬伤后具体二次损伤形式不同。
2.3 间隙测量
端面配合间隙在加压前后的测试结果如表1所示。其中,小掉块胶圈失效时,碎屑堆积物主要聚集在螺母的4、5位置,该处为胶圈损伤掉块部位。大掉块胶圈失效时,堆积物聚集在螺母的1、6位置附近,对应胶圈损伤掉块的位置。
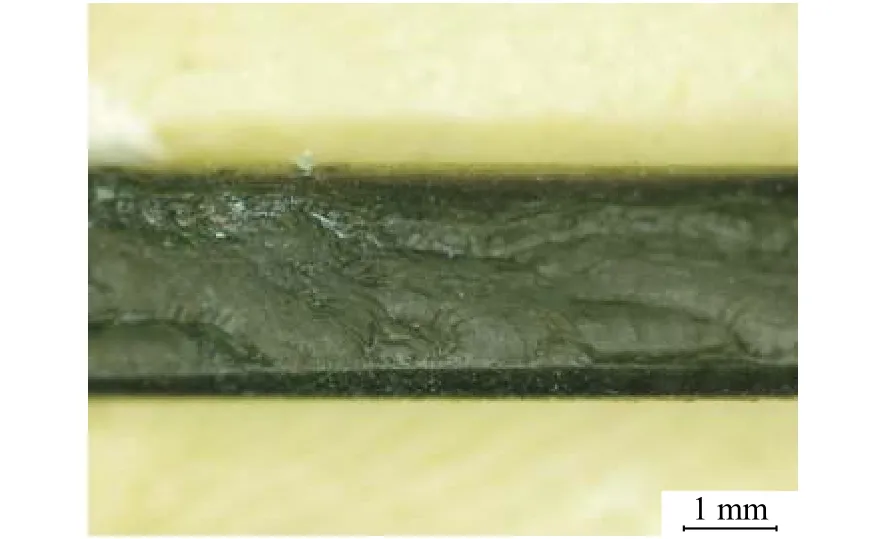
图5 大掉块胶圈断口疲劳特征Fig.5 Fatigue features of seal ring

图6 小掉块胶圈断口周围微裂纹Fig.6 Micro-crack morphology of seal ring

表1 加压前后的间隙测量结果Table 1 Clearance measurement results before and after compression mm
由结果可知,加压后配合端面各位置间隙均会有所增加,说明使用时在脉动油压的作用下,端面间隙会有一个张开、收缩的交变过程;但各个位置的间隙增加量又有所差别,胶圈损伤位置处间隙高达0.08~0.09 mm,而未损伤位置间隙基本保持在0.06 mm以内,虽均符合工艺控制要求的0.10 mm以下,但对比发现损伤位置间隙量更大。
2.4 硬度分析
2−5013丁腈橡胶国际硬度技术要求范围为IRHD 68~83,实测结果为 IRHD 68~76,两失效件和新件硬度虽均符合要求,但均偏低,尤其是新胶圈硬度接近标准范围的下限。
橡胶硬度对间隙挤出现象具有十分显著的影响,硬度越低,间隙挤出现象就会越严重。表2列出了HB/Z 4—1995中规定的不同硬度、不同工作压力的胶圈配合时允许的最大径向间隙量。参考15~21 MPa工作压力、邵尔硬度80的胶圈,允许的最大间隙仅为0.04~0.06 mm。而本研究中失效胶圈邵尔硬度标准为68~83,工作油压有时甚至会超过28 MPa,其允许的配合间隙应更小。而实测加压后胶圈损伤处间隙最高已达0.09 mm,明显偏大。

表2 橡胶间隙选择[8]Table 2 Rubber clearance selection
2.5 密封结构分析
接头六方螺母螺纹根部凹槽直径d0为φ39.6h11,顶盖孔径D1为φ42.5H11,顶盖倒角外边缘尺寸D2为胶圈内径d1为截面直径d2为测量结果显示:胶圈及密封结构的尺寸均符合标准要求。
顶盖倒角外边缘至螺母根部凹槽的距离为g:

式中:ES、EI分别为D2上偏差和下偏差;es、ei分别为d0上偏差和下偏差。
结果显示:d2>g,导致装配时可能发生胶圈直径位于倒角外部的情况,端面间隙容易咬住胶圈外边缘造成损伤,简化装配图见图7。而参照HB 4-59—1987《螺纹连接件的密封结构》,此处的螺纹密封结构倒角外边缘公称直径标准为46 mm,而顶盖倒角公称直径仅为44.3 mm,低于标准要求,因此造成了d2>g,胶圈外边缘容易被咬伤。
图7 简化装配图Fig.7 Simplified assembly drawing
近似使用顶盖孔径和螺母根部凹槽间隙h来计算胶圈的压缩率。
密封凹槽间隙量h:

式中:ES、EI分别为D1上偏差和下偏差。
密封圈压缩率Y:

O形密封圈靠预压缩产生的回弹力给密封接触面一定压力,达到密封的效果,因此压缩率的选择至关重要。一般为12%~45%,静密封选大值、动密封选小值,而螺纹连接件密封压缩率由于其结构的特殊性则要更高[9-12],见表3。理论计算胶圈压缩率33.19%~44.01%,基本符合标准要求。
表3 压缩率选择[8]Table 3 Compression rate selection
3 分析与讨论
胶圈损伤均起始于间隙挤出形成的台阶边缘,然后沿顶盖倒角向内扩展,损伤性质均为间隙咬伤,但两胶圈的二次损伤形式有所不同。
间隙咬伤主要与胶圈硬度及间隙量有关,硬度值越低、配合间隙量越大,则越容易间隙挤出发生咬伤。由测试结果可知,胶圈硬度值接近标准要求的下限;而胶圈未损伤处间隙基本在0.06 mm内,损伤处间隙则为0.08~0.09 mm,虽符合工艺要求的0.10 mm以内,但明显高于HB/Z 4—1995的要求。综合分析橡胶的硬度偏低及端面间隙量偏大,是胶圈发生间隙咬伤的主要原因。
对胶圈进行简化受力分析,如图8所示。当不受油压或油压较小时,胶圈主要受拧紧力F、沿顶盖倒角向外部的静摩擦力f以及倒角处的挤压力G;当油压P较大时,胶圈有向端面间隙一侧挤入的趋势,此时摩擦力f与安装时相反,沿着顶盖倒角向内部方向,其他力方向不变(图8中虚线所示)。实际工况下,胶圈外边缘部分被挤入间隙中,m点处应力最大,严重时首先会发生破坏,在油压的脉动和高频振动的耦合作用下,会使胶圈倒角处受力成为一个复杂的交变过程,从而使胶圈间隙咬伤后,二次损伤的形式呈现多样化。
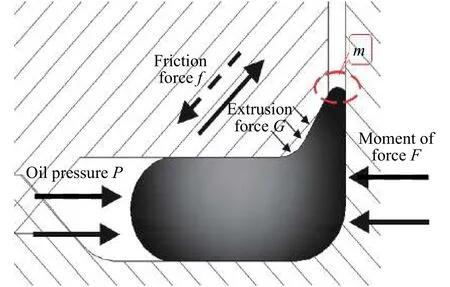
图8 受力分析图Fig.8 Simplified force analysis chart
综合分析胶圈的损伤过程:在高油压的作用下,胶圈在端面配合间隙量最大的位置处挤出严重,发生间隙咬伤,该处随即成为薄弱点。然后在脉动油压及高频振动等因素耦合作用下,胶圈沿着倒角向内发生损伤。
4 结论与改进措施
1)胶圈损伤性质为间隙咬伤。
2)胶圈损伤主要与胶圈硬度偏低以及端面配合间隙量较大有关,同时顶盖倒角边缘设计尺寸小于标准要求,也容易导致胶圈被咬伤。
3)结合理论及实际应用情况,端面配合间隙控制在0.06 mm内,可有效降低胶圈发生咬伤失效的机率。
4)在保证胶圈强度等其他性能指标满足技术要求的条件下,还可考虑适度的提高密封胶圈的硬度。