涡流纺粘胶纱用梳理针布优选实践
2020-06-03彭福建徐志斌陈玉峰
彭福建,徐志斌,陈玉峰
(1.吴江京奕特种纤维有限公司,江苏 苏州 215228;2.光山白鲨针布有限公司,河南 光山 465450)
1 涡流纺粘胶纱特点及针布选配原则
1.1 涡流纺粘胶纱特性
粘胶纤维湿强低于干强,纺纱过程中易损伤,其涡流纺纱线外部结构近似于环锭纺纱,由平行(芯)组分和(外)螺旋包缠2部分构成。粘胶纤维与无捻芯纱一起形成捻度,外部包缠纤维呈螺旋状,相对于真捻纱其包缠纤维较少,存在伸直缠绕问题。粘胶纱结构较膨松,其染色性、吸浆性和透气性都较好;具有芯吸效应,抗起球性和耐磨性均较好。
优势:内部芯纱纤维定向分布好,单位截面承载应力的纤维数量多,成纱强力弱环少,出现细节概率低,成纱断裂强度增大。
不足:若喂入纤维条弯钩和棉结多,则涡流纺纱时芯纱纤维定向性差,外部纤维未能包缠住芯纱造成芯纱暴露,最终造成布面疵点;如果短绒含量高,涡流纺纱时纤维易散失,造成断裂强度下降,影响成纱效率和质量。
因此,提高粘胶纤维梳理效果,做好梳棉过程中纤维的梳理和转移,使喂入纤维条中的纤维整齐度、弯钩和棉结数量最大幅度减少,才能保证涡流纺粘胶纱的成纱结构和性能[1]。
1.2 涡流纺粘胶纱用针布选配原则
涡流纺纱依靠涡流加捻,纺纱速度达400 m/min以上[2],梳棉机的高产量促使梳理质量进一步提高。涡流纺纱用针布配置原则:梳理纤维的伸直度、平行度和分离度达95%以上,纤维损伤少,生产过程中针面负荷小,纤维转移率高,针布充塞少,生条结杂少,棉网清晰度高,在质量稳定条件下能实现高速、高产和高质。
1.2.1 锡林针布
为满足高速梳理和转移的要求,需关注锡林针布用金属齿条的齿高、齿深、角度、纵向齿距等参数以及齿体表面处理效果。一般采用矮齿、浅齿金属针布齿条,梳理过程中纤维处于齿尖,有利于纤维在锡林—盖板、锡林—刺辊、锡林—道夫间的分梳和转移,降低齿面负荷,提高纤维均匀混和效果,对减少棉结有利。
1.2.2 道夫针布
应注重道夫针布对纤维的强控制和高转移,最大限度地减少针齿抓取和转移过程中造成的纤维弯钩,关注其齿条齿深、齿隙容量、工作角、齿尖形态等。一般齿深大于2.1 mm,利于容纳更多纤维,齿密小,齿间容纤量大,能保证针面上纤维网均匀;总高适度,利于锡林和道夫作用区气流的引导和下泄。
1.2.3 弹性盖板针布
弹性盖板针布重点解决高速条件下纤维的梳理、转移及落棉控制。其总高一般为7.5 mm,植针方式为匀密或近似匀密,以提高纤维在锡林—盖板间的相互转移,减少静电和重复梳理,从而减少纤维损伤;前角一般大于76°,使纤维转移顺畅,同时减少针面负荷,降低落棉率;横向针密加大、针尖距控制小于0.40 mm,针密为400齿/(25.4 mm)2,加强对纤维中棉结、僵片等的拦截,保证纤维伸直度。
1.2.4 刺辊针布
刺辊针布的握持分梳,是纤维损伤的关键点。受梳棉机高产的影响,需要关注刺辊针布齿条齿尖的锋利度、耐磨性和表面粗糙度,避免过多损伤纤维。一般选用齿顶宽小于0.23 mm、弧背齿型的金属针布齿条以提高纤维转移率,齿距大于5.0 mm以减少纤维损伤[3]。
1.2.5 固定齿条盖板针布
后固定齿条盖板针布的预分梳作用和前固定齿条盖板针布对纤维的伸直平行作用,对涡流纺粘胶纱质量极其重要。一般配置矮齿、浅齿金属针布齿条以防嵌杂,齿深大于1.2 mm、小于5.0 mm,工作角为75°~85°以提高梳理效果;齿密加大,兼顾梳理和减少纤维损伤,重点减少A1纱疵。
2 涡流纺粘胶纱梳理工艺
2.1 工艺流程
涡流纺清梳联工艺流程设置以短流程、少打击、减少纤维损伤和揉搓为主[4]。具体为:BO-A-2300型抓棉机→MX-06/10型多仓混棉机→CLC1型清棉机→DK963型棉箱→TC5-1型梳棉机→FA320型并条机(头并)→FA320型并条机(二并)→TD03/08-600型并条机(三并)→VORTEX 870型涡流纺纱机。
2.2 清梳联主要工艺参数
清梳联梳棉工艺,既关系梳理效果又关系成纱切疵和效率[5]。TC5-1型梳棉机,用R 1.33 dtex×38 mm粘胶纤维,在VORTEX 870型涡流纺纱机试纺R 19.5 tex~R 9.8 tex品种,引纱速度为450 m/min时的针布配置和梳理工艺参数见表1。
表1 针布配置和梳理工艺参数

项目针布型号及工艺参数锡林针布AC2025×01650道夫针布AD4030×02090-G4弹性盖板针布BNT40(78°)刺辊针布AT5010×05030V前固定齿条盖板针布齿密/[齿·(25.4 mm)-2]550×12根后固定齿条盖板针布齿密/[齿·(25.4 mm)-2]240×4根,320×2根出条速度/(m·min-1)180~230定量/[g·(5 m)-1]25产量/(kg·h-1)54锡林转速/(r·min-1)420刺辊转速/(r·min-1)1106锡林—盖板隔距/mm0.25,0.25,0.20,0.20,0.20,0.20
2.3 VORTEX 870型涡流纺纱机主要工艺参数
涡流纺纱工艺是成纱质量的关键,也是保证纤维伸直“三度”的关键,应根据纺纱品种优选,以实现质量、效率的最大化[6-7]。其主要工艺参数有纺纱速度、前罗拉钳口到纺锭前的距离、喷嘴压力、喷嘴直径、喂入比与卷绕比等,应根据纱线品种设定。纺制R 19.7 tex K纱,R 18.5 tex K纱及R 14.8 tex K纱:纺纱速度为450 m/min,下罗拉隔距M-3为6 mm,下罗拉隔距3-4为7 mm,侧板型号为D1,MFS设置为“ON”,喂入比为0.98,卷取比为1.00,卷取角度为16°,纺纱张力为12cN,胶圈隔距为2.4 mm,针座型号为ODZ,纺锭型号为M,喷嘴型号为ORIENT、隔距为白色、气压为0.50 MPa,纺锭气压设置为“OFF”,均上蜡。电清工艺参数:N为200%,S为+80%×3.0 cm,L为+30%×20 cm,T为-25%×20cm,LL为+15%×100cm,TT为-15%×100 cm。其他工艺参数见表2。
表2 VORTEX 870型涡流纺纱机其他工艺参数

纱线品种/tex总牵伸倍数后牵伸倍数主牵伸倍数支持牵伸倍数集棉器后罗拉起始率/%R 19.7 K1933302.14黄100R 18.5 K2123302.36灰107R 14.8 K2833402.36灰133
3 涡流纺粘胶纱针布优选实践
3.1 锡林针布
根据所纺纤维特点优选锡林针布型号,具体见表3。在同条件下,不同锡林针布纺R 18.5 tex纱使用效果见表4。
表3 锡林针布参数对比

针布型号齿高/mm齿深/mm基部宽/mm工作角/(°)纵向齿距/mm齿密/[齿·(25.4 mm)-2]齿型表面处理AC2030×017402.00.400.4301.7949驼峰抛光AC2030×015402.00.370.4301.51075直齿等离子AC2025×016502.00.370.5251.6806直齿表面强化AC2525×015502.50.550.5251.5860弧尖齿抛光AC2030×015502.00.370.5301.5860直齿抛光AC1830×017401.80.300.4301.8949弧尖齿抛光AC2035×017402.00.370.4351.7949弧尖齿抛光
表4 不同锡林针布涡流纺机械效率和切疵对比
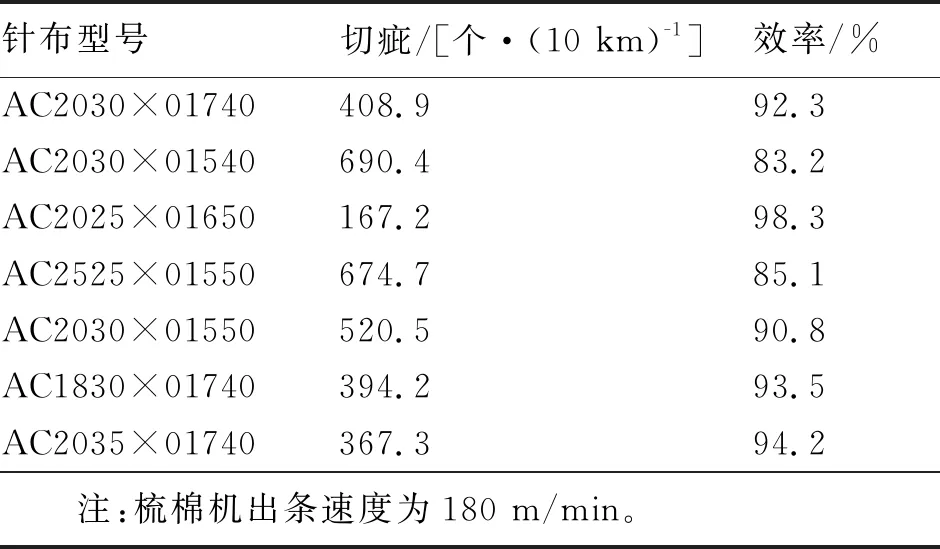
针布型号切疵/[个·(10 km)-1]效率/%AC2030×01740408.992.3AC2030×01540690.483.2AC2025×01650167.298.3AC2525×01550674.785.1AC2030×01550520.590.8AC1830×01740394.293.5AC2035×01740367.394.2 注:梳棉机出条速度为180 m/min。
分析表3和表4数据可知,涡流纺用锡林针布:直齿型易转移纤维;考虑容纤量和转移率齿深应适度;梳理效果和减少纤维损伤相结合齿密应适中;表面粗糙度对梳理效果影响大。综合分析,AC2025×01650型锡林针布在涡流纺纱中优势明显,其特点是齿密适度,能充分梳理且不损伤纤维,经强化处理的齿条表面粗糙度值小、角度大利于转移,能够减少纤维的重复梳理;AC2035×01740型锡林针布工作角过小,在低速条件下效率适中,但生产成本高;AC1830×01740型针布效率次之,主要原因是工作角小,控制纤维能力强,纤维转移效果相比25°工作角齿条差,易造成纤维损伤;AC2030×01540型齿密过大,纤维损伤大,疵点最多,效率最低。
3.2 弹性盖板针布
弹性盖板针布应根据所纺纤维特点进行优选,具体型号和参数见表5。在同样条件下,不同弹性盖板针布纺R 18.5 tex纱的试验数据见表6。
表5 弹性盖板针布参数对比

针布型号针高上膝高mm齿密/[齿·(25.4 mm)-2]植针方式MCH45(72°)7.52.8450缎纹渐密MCH52(72°)7.52.9520缎纹渐密MCH52(78°)8.03.1520缎纹渐密BNT45(76°)8.03.1450斜纹渐密MCH55(75°)7.52.9550斜纹渐密MCB38(76°)8.03.2380匀密
分析表5和表6数据可知:弹性盖板针布主要影响梳理效果和落棉。综合分析,MCH52(78°)型的工作角大、利于转移,适纺纤维能力强,齿密较大利于梳理,渐密型盖板控制纤维能力强,质量和切疵差异小,但是落棉率较高,不利于成本降低;BNT45型斜纹渐密弹性针布,释放纤维能力强,对落棉率最为有利;MCB38型落棉率最低但是梳理效果受到影响;MCH55型针高为7.5 mm利于梳理,特别是梳理色纺和细号纤维有优势。
表6 弹性盖板针布涡流纺机械效率和切疵对比
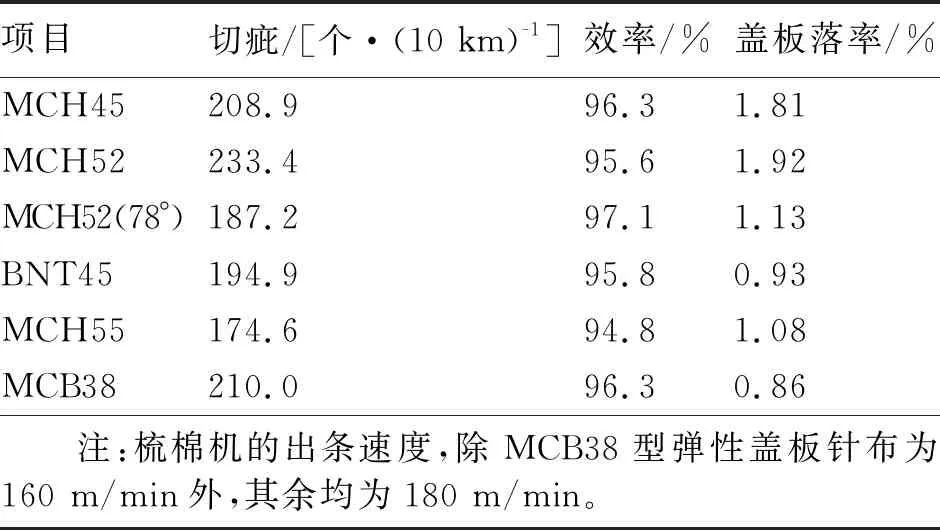
项目切疵/[个·(10 km)-1]效率/%盖板落率/%MCH45208.996.31.81MCH52233.495.61.92MCH52(78°)187.297.11.13BNT45194.995.80.93MCH55174.694.81.08MCB38210.096.30.86 注:梳棉机的出条速度,除MCB38型弹性盖板针布为160 m/min外,其余均为180 m/min。
3.3 道夫针布
应重点关注道夫针布转移率,根据所纺纤维特点优选的道夫针布型号参数见表7。应用不同型号道夫针布纺涡流纺R 18.5 tex纱的结果见表8。
分析表7和表8数据可知:道夫针布与生产效率和成纱质量关系很大。AD4030×02090-G2型道夫针布的直形齿侧面带二道横纹导入纤维转移效果好,齿深大、容纤量大适应高速,适纺范围广;AD4530×01870型直齿道夫针布利于纤维转移,且齿深大、容纤量大、齿密大;其他直形齿道夫针布在低速条件下成纱质量和切疵率能达到要求,但不能适应高速高产。
3.4 刺辊针布
粘胶纤维强力偏低,在梳理时极易造成纤维损伤,选配好刺辊针布是关键。因此,刺辊针布采用AT5010×08030VA型代替AT5010×05030V型,AT5610×01311型代替AT5610×05611型,使纵向齿距加大,实现对纤维的保护,以保证纱线质量稳定,强力提高,成纱切疵少。不同刺辊针布参数对比见表9。
表7 道夫针布参数对比

针布型号针高/mm齿深/mm工作角/(°)齿密/[齿·(25.4 mm)-2]齿型AD4030×02090L4.02.630358直形齿AD4030×02090B4.02.630358弧形齿AD4030×018904.02.130398直形齿AD4530×018704.53.130512直形齿AD4030×02090-G44.02.630358弧形齿侧面四道横纹AD4030×02090-G24.02.630358直形齿侧面二道横纹AD4530×020704.53.330367弧形齿
表8 道夫针布涡流纺机械效率和切疵对比
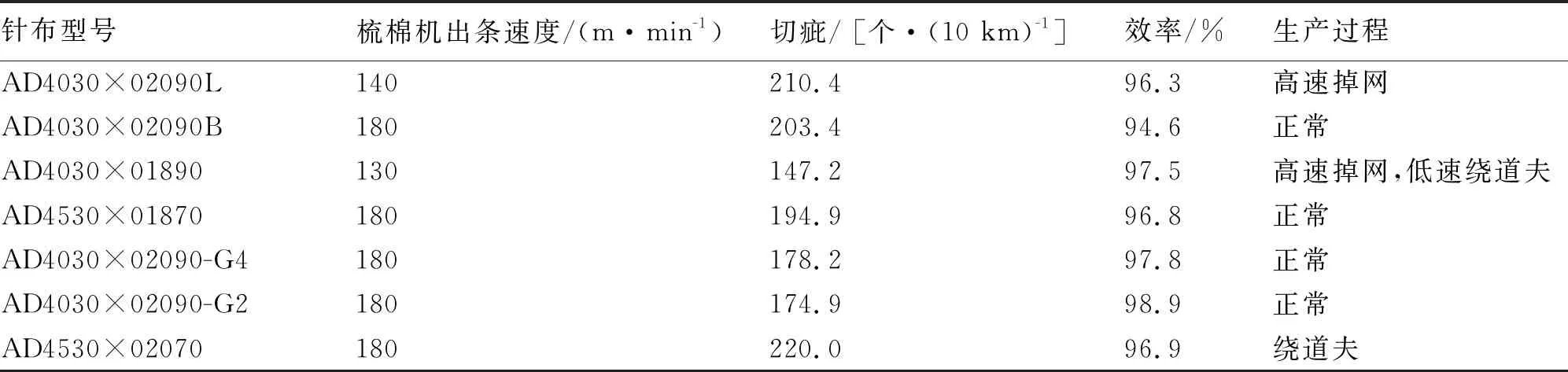
针布型号梳棉机出条速度/(m·min-1)切疵/ [个·(10 km)-1]效率/%生产过程AD4030×02090L140210.496.3高速掉网AD4030×02090B180203.494.6正常AD4030×01890130147.297.5高速掉网,低速绕道夫AD4530×01870180194.996.8正常AD4030×02090-G4180178.297.8正常AD4030×02090-G2180174.998.9正常AD4530×02070180220.096.9绕道夫
表9 刺辊针布参数对比

项目针高/mm齿型齿密/[齿·(25.4 mm)-2]齿顶宽/mmAT5010×08030VA5.0自锁260.17AT5010×05030V5.0自锁430.22AT5610×013115.6刻槽150.17AT5610×056115.6刻槽36 0.24 注:齿条工作角为10°。
3.5 固定齿条盖板针布
梳棉机的高速高产,使固定齿条盖板针布的数量增加成为趋势。但梳理中存在:① 后固定齿条盖板针布易嵌杂、挂花,致使分梳作用下降;② 固定齿条盖板针布梳理作用不显著;③ 与隔距工艺配合不当,会使大杂变为小杂;④ 部分固定齿条盖板存在纤维损伤问题。
优化配置新型固定齿条盖板针布,选用浅齿深、小角度、高密齿条,使梳理和提升组合,做到柔且不嵌杂,同时兼顾梳理、转移和保护纤维。小角度,工作角从85°~90°减为75°~80°,控制纤维能力提升,梳理效果好;浅齿深为0.60 mm~0.90 mm,使纤维易转移,减少嵌杂;高齿密[齿/(25.4 mm)2],由140~450增为140~860,梳理效果显著提升。粘胶纤维杂质较少,固定齿条盖板针布数量可适度增加,梳理质量显著提高,切疵减少约8%。
3.6 优化后综合质量对比
通过对涡流纺粘胶纱用针布进行优选,纤维梳理度提高,弯钩纤维减少。同条件下纺R 18.5 tex纱针布优化前后的质量对比见表10。
表10 针布优化前后纺纱质量对比

指标针布优化前针布优化后条干CV/%13.1012.70细节/(个·km-1)44粗节/(个·km-1)3710棉结/(个·km-1)506管间CVb/%2.12.4断裂强度/(cN·tex-1)200209A1+A2+A3+B1+B2+C1/[个·(100 km)-1]1058+85+8+11+6+1680+31+6+3+14+0
4 结语
在涡流纺粘胶纱生产过程中,选用适度齿密的直齿锡林针布,配套MCH45型、MCH52(78°)型横向加密弹性盖板针布、直齿横纹道夫针布、薄齿大齿距刺辊针布以及矮浅、加密型固定齿条盖板针布,能够实现梳理充分、转移适度、纤维损伤少、适纺范围广的梳理要求,有效提高纤维整齐度,减少弯钩和棉结,显著提高生条的纤维伸直度,改善涡流纺粘胶纱质量,提高生产效率。