50D/144F涤纶POY扁平丝生产工艺
2020-06-02杨培恒
杨培恒
(江苏德力化纤有限公司,江苏 宿迁 223800)
纤维截面异形化后可使防止品的光泽性、蓬松性、抗起毛、起球性、耐污性、硬挺度、弹性、手感等得到不同程度的改善。诸如仿真、仿毛、仿麻、仿兽皮等,都可以通过异形纤维的物理特性并结合其他工艺条件实现。
在原生产50D/144F圆孔的基础上,采用常州“—”型喷丝板生产出异形POY,本文重点分析了喷丝板规格、无风区高度、纺丝温度、冷却成型条件、油嘴的选型及上油方式、纺丝速度等工艺因素对生产的影响,为优化扁平丝的质量提供可靠的保证。
1 实验条件
1.1 产品规格与工艺条件
产品规格:83dtex/144f涤纶POY丝
聚酯熔体粘度:0.6785
工艺条件如下:
纺丝速度:2360m/min
环吹风温度:18℃
冷却风湿度:85%
环吹风风压:800 Pa
油嘴: 定制油嘴
1.2 主要生产设备
冷却装置:Barmag EVO装置
卷绕头:Barmag WINGS 40T-1500/10
1.3 测试仪器
1.3.1 冷却风风压
用德国巴马格公司生产的进口风压仪测定
1.3.2 条干不匀率
用瑞士USTER公司生产的USTER-4型条干仪。
2 实验和讨论
2.1 喷丝板规格与设计
目前扁平丝生产厂家基本选用矩形孔状喷丝板,但其异形度小(<65),而且用这样的喷丝孔纺丝,在纺丝工序中,特别是在拉伸工序中,会产生大量断丝和毛丝,不利于生产和品质的提高。为了克服这些缺点,经实验发现使用具有特殊的喷丝孔形状的喷丝孔形可以完全克服上述缺点。我们公司设计试验哑铃形喷丝孔状的喷丝板,可以有效减小熔体挤出胀大的不均匀性,提高产品的异形度,并且利于后道加工。

图1
图1 是常规扁平丝生产厂家所选择喷丝板的扁平矩形孔,该槽形孔宽b和两端最大幅宽c是相等的,在纺丝及拉伸工序中易大量断头,且毛丝多。
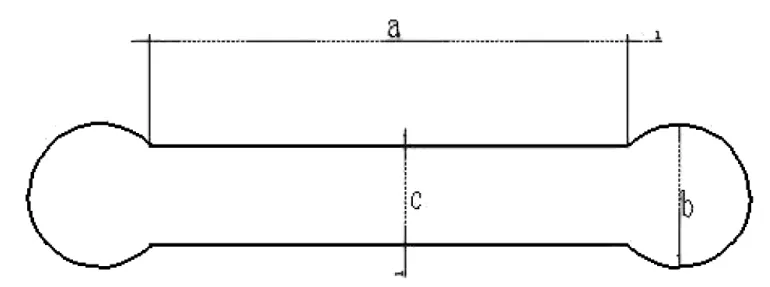
图2
图2 是哑铃形孔,该槽形孔的两端部扩开,该槽形孔宽c和两端最大幅宽b的比b/c在1.2到1.8之间最好,小于1.2就像矩形喷丝孔那样在生产中容易大量断头和产生毛丝;但如果大于1.8,则光泽性不良。本公司槽形孔宽设计为0.05mm,两端最大幅宽为0.07,两者比值在1.4。
此外喷丝孔的长宽比过小,纤维扁平度低,影响纤维性能;长宽比过大,会产生毛丝和断头,而且加工难度大,宜在6:1到10:1的范围内。我们公司设计哑铃形喷丝孔矩形长度为0.35mm。异形度高,生产稳定。
喷丝板排列方式详见下图:
2.2 无风区的高度
结合各项试验,75mm的无风区丝束晃动很大,条干不均匀率较大,效果远没有50mm的无风区好。同时在密封垫的上方安置隔热环:1保护密封垫;2 杜绝了EVO漏风现象;3 便于纺丝工投丝,降低了消耗。总之本公司采用50mm的无风区高度和使用了隔热环装置。
2.3 纺丝温度的选择
83dtex/144f扁平纤维,单丝直径小,因此熔体中杂质要少,而且杂质颗粒的直径越小越好,聚合在终聚釜后我们采用15um的过滤器,来提高熔体的过滤效果。由于产品纤度细,产量低,熔体的耗量小,熔体在管道中的停留时间长,粘度降较大。纺丝温度对熔体的可纺性和异形度有一定的影响,经过试验,纺丝温度在291~293℃比较理想。
2.4 纺丝与卷绕速度
速度过高,产品容易出现毛丝,且断头较多,速度过低。强度低,伸长大,产量低,通过实验卷绕速度在2360m/min左右为宜。
2.5 冷却条件及上油方式的选择
采用油槽出油位置低于油嘴上油位置,这样能够保证油剂中气泡能够尽量排出,达到上油均匀的目的,在油剂里添加适量的润滑剂使得上油更加均匀,另外采用白色双油嘴上油(红油嘴纺丝张力很大,容易将丝束拉毛),将上油率提高到0.60%以上,风压放在17Pa较适合。

表1
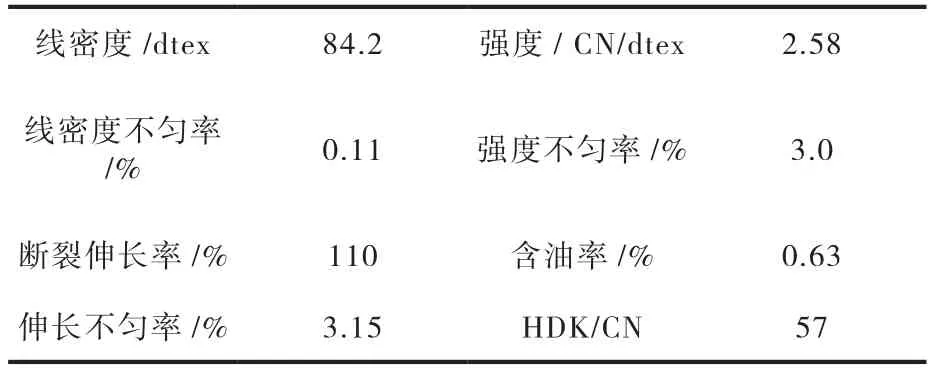
表2 POY最终物性指标
3 结论
选择合适规格的喷丝板规格Φ88-0.07*0.4-144,在50mm的无风区上生产,采用环吹风冷却,风压设为16-18Pa,卷绕速度设在2360m/min,设置纺丝温度在292℃左右时生产的扁平丝扁平度合适,生产稳定,满足后加工要求且反映良好。
