二维码UV 油墨工艺中设备产能提升的改进
2020-06-01谢建刚
田 迪,谢建刚
(湖南福瑞印刷有限公司,湖南长沙 410100)
0 引言
二维码工艺运用于烟包生产,能快速提供跟踪、防伪、流向等多重信息。应烟包印刷行业产品质量、供需巨大的要求,二维码设备必须满足高速、高清的标准。如何快速干燥UV 油墨,解决流平性不佳、固化慢的问题,是解决二维码UV 油墨工艺产能瓶颈的重要途径。
1 存在的问题
(1)受UV 油墨干燥缓慢、流平性不佳的影响,设备生产速度低,产能不足。
(2)二维码喷头磨损严重,迎纸侧划痕、缺口现象频发,造成喷头损坏,更换次数频繁。
(3)UV 二维码喷射完成后,进入加热区之前,油墨已经开始渗透、流动、模糊。
(4)纸张在递纸辊筒传动过程中,存在相对滑动、波动、离心的现象。
2 问题产生的原因
经过观察、研究发现,上述问题主要由以下原因引起:
(1)二维码喷射动作完成后,纸张传送至UV 加热区过程中,经过辊筒圆周传递,离心力大、传递距离长,未固化的油墨存在渗透、流动现象,易造成糊版,喷码效果不稳定。
(2)仅通过UV 加热区域单次干燥,油墨的流平性,固化速度不够,导致在传递和堆叠的过程中,半成品纸张之间刮擦造成的糊版、拉毛的现象严重,制约生产速度的提升。如加热区UV强度设置过大,可能会导致纸张水分严重丢失。
(3)喷头磨损的原因主要在于原定位装置结构。二维码喷头固定在连接横梁,与设备共振时,垂直位置不固定。另一方面,为保障喷码效果好,喷头尽量接近于纸张。在递纸过程中,纸张因与辊筒间吸附性不足,引发变形、起伏波动,拖艄边及高点直接撞击到喷头,导致喷头损坏。
3 解决方案
(1)建立预加热处理系统,配置UV 灯,冷却装置,电子控制部分。
UV 油墨完成喷射后,进入预干燥区域,设置三组UV 灯组,选型波长范围为300~400 nm。根据产品特性,设置灯体输出功率。缩短初期水份干燥的时间,促使油墨中分散状态下聚合物颗粒逐渐靠拢,消减在圆周传递时离心力的影响,防止油墨无序扩散,极大改善二维码油墨的流平性、固化性。
(2)根据测量数据表明,在不同功率风机作用下,递纸辊筒表面形成负压时,纸张与递纸辊筒之间吸附的紧实程度与风力有紧密联系。为消除纸张尤其是拖艄边因离心力产生的起伏,避免对喷头的撞击。如将负压风机功率选型为5 kW,在4500 印/h的生产速度内,拖艄边变形标高小于0.2 mm。
(3)设计纸张辅助压附系统装置。前视如图1 所示,后视如图2 所示。通过辅助纸张压附装置,将二维码喷码部分固定于下图小胶辊与长、短圆弧板包围的范围内,保障此区域内纸张与喷头位置的绝对固定,提高喷码工艺生产质量。同时,此装置对纸张与辊筒的贴合程度有一定支持作用。
(4)设计制作喷头固定装置。喷头安装在辅助压附装置内侧,喷头与辊筒振动同频,避免其带来的影响。如图3 所示。
4 主要技术指标
(1)递纸辊筒负压风机功率选型:5 kW。
(2)预热系统温度提升:5~7 ℃。
(3)辅助压附系统压轮压附宽度范围:3 倍喷码面积。
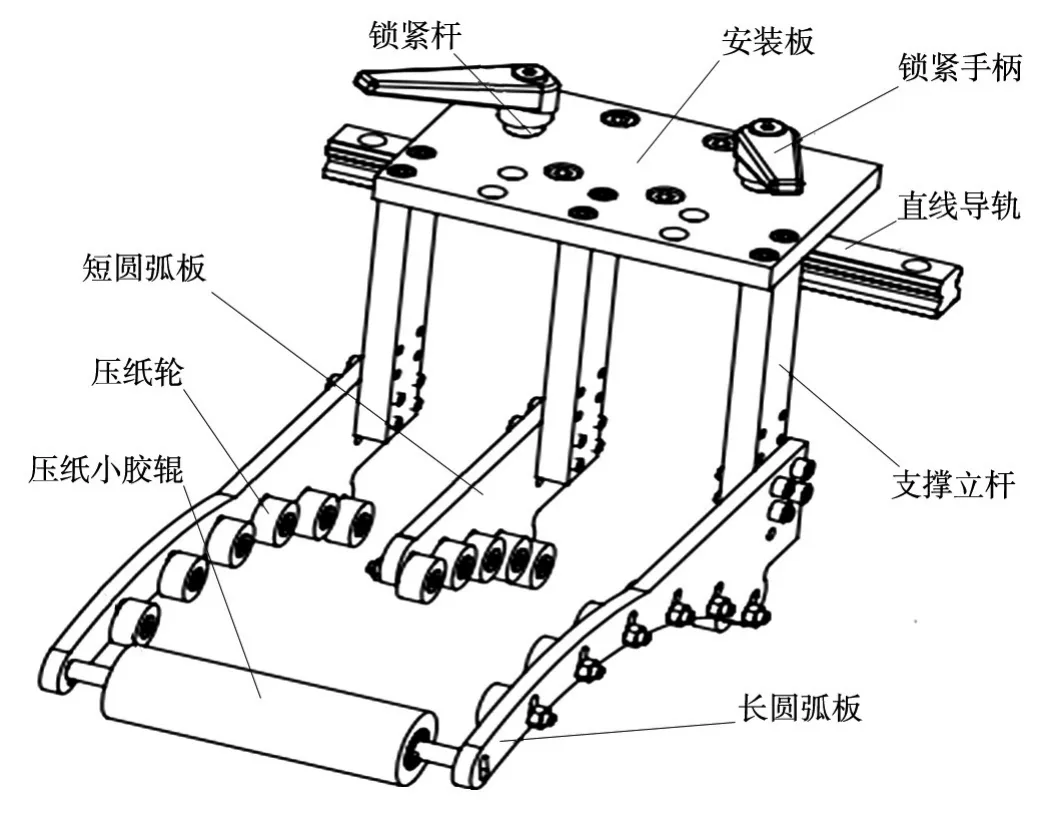
图1 辅助压附系统装置前视图
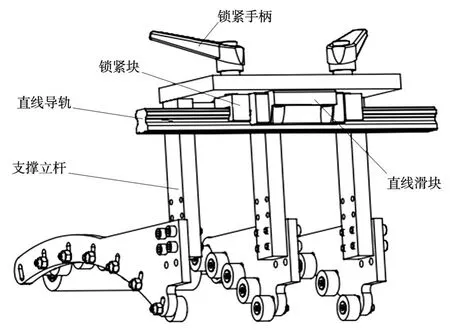
图2 辅助压附系统装置后视图
(4)喷头高度限制范围:0.5~0.8 mm。
5 使用效果
(1)二维码喷码效果取得明显提升,生产中拉毛、糊版的问题得到有效处理,废品率得到一定程度的降低。
(2)稳定生产速度由3500 印/h 提高到4200 印/h,产能提升20%左右。
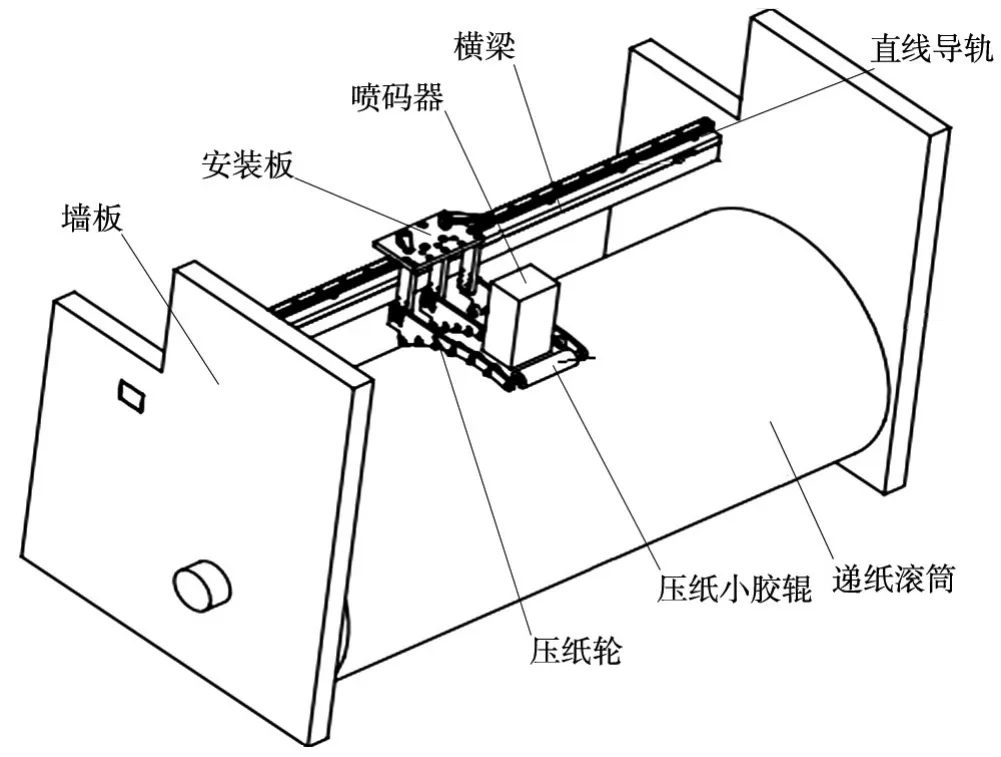
图3 喷头固定装置
6 结束语
通过对二维码设备的改造,基本解决了UV 油墨流平性不佳、固化慢的问题,糊版、拉毛的现象也得到了有效改善,生产运行速度有一定的提升。通过此项改造,对解决同类问题有很好的借鉴、示范作用。
