挤压膨化制备婴儿膨化营养米粉的工艺优化及其性质研究
2020-05-29曹家宝范广琦林欣梅梁雪梅牛萌萌康维良鹿保鑫
曹家宝 范广琦 林欣梅 梁雪梅 牛萌萌 康维良 鹿保鑫,2
(黑龙江八一农垦大学食品学院1,大庆 163319) (国家杂粮工程技术中心2,大庆 163319)
断奶期的婴儿由于摄入的断奶食品营养不够全面导致婴儿营养不良,特别是在一些贫困地区,原料成本过高以及缺乏适当的加工技术,导致断奶食品的价格偏高[1,2]。儿童发展综合服务计划(ICDS)和粮农组织(FAO)建议研发以廉价、易得的原材料(如谷物和豆类)为原料生产婴儿断奶食品,来改善贫困地区断奶婴儿的营养不良情况。
大米的蛋白质可消化率超过90%,其氨基酸组成配比合理,接近世界卫生组织认定的蛋白质氨基酸最佳配比模式,作为一种低过敏原的食物使其在婴儿断奶食品中被广泛应用[3]。绿豆中的蛋白质不仅含量较高还具有很高的消化率和大量的最基本的氨基酸,此外,绿豆还含有大量的维生素。在国内绿豆很早就被应用于制备婴儿断奶食品,《婴幼儿断奶营养餐》中绿豆做为原料经简单蒸煮后制备成断奶食品,供断奶期婴儿食用[4]。在国外Imtiaz等[5]以绿豆和小麦为原料已经成功研制出营养全面的断奶食品,在当地被广泛推广。谷类中具有丰富的含硫氨基酸,而豆类缺乏含硫氨基酸,因此,将大米与绿豆结合用来生产婴儿断奶食品既能降低生产成本又能提产品的营养质量[6]。
挤压膨化技术被称为是一种高温短时杀菌工艺(HTST)[7]。它的优点包括通过淀粉的糊化、蛋白质的变性以及胰蛋白酶抑制剂等抗营养因子的失活来提高消化率。此外,膨化过程中的高温保证了产品的卫生质量,由于加热时间短,挤压过程中食品营养物质的损失实现最小化,Njoki等[8]已成功地将挤压膨化技术应用于研发断奶食品。
目前,在我国挤压膨化技术主要应用在休闲食品、方便食品的生产,研究对产品品质的影响,但运用挤压膨化技术生产婴儿膨化营养米粉并通过对产品理化性质的研究来确定最佳进料参数的报道很少。本研究以大米、绿豆为原料通过挤压膨化技术生产婴儿膨化营养米粉,并采用响应面分析法研究挤压工艺条件对膨化产物主要理化性质的影响,来得到最优的挤压工艺条件。
1 材料与方法
1.1 实验材料
大米:龙粳31号,鹤岗市关东米业有限公司;绿豆:鹦哥绿,市售;绿豆配方营养米粉:市售。
猪胰α-淀粉酶(50 U/mg,分析纯)、淀粉糖化酶(106 U/g),磷酸氢二钠、磷酸二氢钠、3,5-二硝基水杨酸、酒石酸钾钠均为分析纯。
1.2 主要仪器与设备
JMF-50振动式超微粉碎机;MB25水分分析仪;Quanta200环境扫描电镜;E-1010离子溅射仪;SLG35-A型双螺杆膨化机;DSC1型差示扫描量热仪;Perten3100型旋风磨;TGL-16C型高速台式离心机;DGG-9070A电热恒温鼓风干燥箱。
1.3 实验方法
1.3.1 婴儿膨化营养米粉的制备
分别将绿豆、大米进行筛选除杂磨粉过80目筛;按照绿豆粉、大米粉3∶7比例进行均匀配粉(在参考大量文献以及在前期实验的基础上,该混合物的挤出物感官评分最高)调节至膨化时所需的水分要求;本实验中挤压膨化机进料速率为12~22 kg/h,一区至四区桶温分别设为60、100、130、150 ℃;最终的膨化产物经超微粉碎得到婴儿膨化营养米粉。重点研究螺杆转速、五区桶温及物料湿度对膨化产物品质的影响。
1.3.2 实验设计
本实验采用旋转中心组合设计(CCRD)进行[9]。在预实验以及查阅大量文献得基础上,以物料湿度12.6%~19.4%、螺杆转速349~601 r/min、五区桶温108~192 ℃为自变量;每个变量5个水平(-1.628,-1.000,0,1.000,1.628),实验总数为2K+2K+M,其中K为自变量总数,M为中心点实验数。自变量Xi按式(1)进行编码变换。
Xi=(xi-x0)÷Δxi
(1)
用标准多项式回归方法,对实验数据进行拟合,便得到一个二次多项式,该方程为描述响应值和自变量关系的经验模型。模型可以描述为:
(2)
式中:Y为预测响应值;β0为截距;βi为线性系数;βii为平方系数;βij为交互作用系数。
以BD、WSI、DG为因变量,分别表示块密度、吸水性指数、水溶性指数、糊化度。自变量分别为物料湿度、螺杆转速、机桶温度,对应的编码值为X1、X2、X3。因此,本实验K值为3,另外,旋转中心组合设计中心点上的重复实验可以对实验偏差起到评估作用,对于三因素实验,中心点实验数建议取为6组,所以,本实验中M0值为6,具体编码情况见表1。
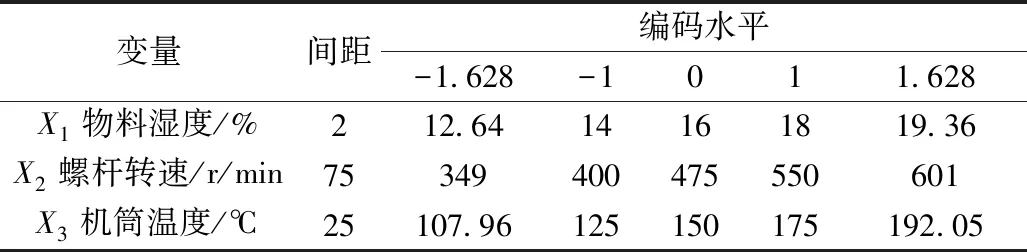
表1 旋转中心组合设计自变量及其编码水平
1.3.3 水分的测定
由快速水分测定仪测定。
1.3.4 膨化婴儿营养米粉体积密度及其测定
体积密度(BD)可以判断挤出物中气体所占挤出物总体积的大小,气腔壁厚度,以及气腔排列的密集程度[10]。膨化产品气腔壁越薄,体积密度越小,气腔壁越产品质地越松软,相反,膨化产品气腔壁越厚,体积密度越大,气腔壁越产品质地越硬。有研究表明,体积密度的变化可能与支链淀粉有关,支链淀粉具有促进挤压制品膨化的作用,致使产品体积密度减少。赵明杰等[11]指出由于双螺杆挤压膨化机的高压、高温、强剪切改变了蛋白质结构及功能特性,从而影响了产品的品质。断奶期的婴儿消化机能尚未成熟,咀嚼能力和消化能力都很弱,质地较硬的食品容易引起代谢功能紊乱、消化不良、腹泻等问题,因此,本研究中应做到理想状态下体积密度的最小化。
采用庄海宁等[12]的方法测定挤出物的体积密度。准确称取粉碎后的膨化产物样品5 g置于100 mL玻璃量筒中,轻敲实验台直至体积恒定;根据式1计算出样品质量与样品体积之比:
(3)
式中:m为粉碎后的膨化产物(5 g);V为玻璃量筒中被膨化产物取代的体积/mL。
1.3.5 膨化婴儿营养米粉水溶性指数及其测定
水溶性指数(WSI)可以衡量淀粉大分子降解成为可溶性多糖的程度与淀粉的降解程度。水溶性指数升高产品的营养价值也相应提高[13,14]。挤压膨化提高了产品的WSI,从而提高了膨化断奶食品的消化率和营养的有效性[15]。
采用Yagci等[16]的方法测定挤出物的体水溶性指数。称量粉碎后的膨化产物2.5g溶于30mL蒸馏水,在30 ℃水浴中搅拌30 min,在此期间轻轻搅拌,然后以3 000 r/min离心15min。将上清倒入重量已知的蒸发皿中,放入110 ℃的烤箱中加热至恒重。得到上清液中水溶物的质量,同时计算离心后胶体的重量。WSI的计算公式为:
(4)
式中:m1为水溶物质量/g;m2为米粉的质量(2.5 g)。
1.3.6 膨化婴儿营养米粉糊化度及其测定
糊化度(DG)是膨化产品重要的品质指标之一[17]。糊化后的淀粉更容易被人消化,有利于处于断奶阶段消化系统未发育完全的婴儿。挤压膨化有利于直链淀粉的浸出,从而引发DG的增加[18]。因淀粉的消化率随DG的增加而增加;所以较高糊化度的挤出物适合生产速溶婴儿断奶食品。
糊化度参照Kraus等[19]的方法采用DSC仪测定,糊化度按式(5)计算。
DG=[1-(ΔHextrudate)+ΔHraw]×100%
(5)
式中:ΔHextrudate为膨化产物的焓/J/g;ΔHraw为未经加工原料的焓/J/g。
1.3.7 扫描电镜
将样品放置于载物台上,利用离子溅射仪喷金后,5.0 kV的加速电位拍摄图像,观察2 000~5 000倍数下的样品颗粒形貌。
1.3.8 产品淀粉的体外消化速率分析
消化速率、消化率采用谢岩藜等[20]的方法分别取1.5 g热水冲泡后吸干水分的膨化婴儿营养米粉和市售婴儿营养米粉,粉碎后加入少量pH 6.9的磷酸盐缓冲液,混匀后转入比色管,定容至25 mL,每种样品制备6个平行样品溶液。样品溶液在恒温震荡水浴锅中37 ℃预热5 min,然后加入α-淀粉酶300 U/mL和糖化酶2 500 U/mL各5 mL,以37 ℃、100 r/min的条件水解一定时间(0.5、1.0、1.5、2.0、2.5、3.0 h),沸水浴灭酶5 min。酶解液以3 000 r/min的速度离心20 min,取0.5 mL上清液用蒸馏水稀释一定倍数,吸取稀释样液0.5 mL,采用DNS法测定葡萄糖含量。平均消化速率按式(6)计算,绘制消化速率曲线。
(6)
式中:G(t)为水解一定时间后所产生的葡萄糖质量/mg;C为标准曲线中的葡萄糖的质量/mg;V为上清液的总体积/mL;f为稀释倍数。
(7)
式中:m为样品质量/g;d为物料初始淀粉质量分数/%;t为水解时间/h;G0为游离葡萄糖质量/mg;W为平均消化速率/mg/(g·h)。
1.4 统计分析
每组实验做3次平行实验。采用SPSS 18软件对数据进行差异显著性分析;采用Origin8.5软件作图;采用Design-Expert软件进行响应面数据分析及方差分析。
2 结果与讨论
2.1 模型的建立及显著性分析
可旋转中心组合设计实验结果见表2。
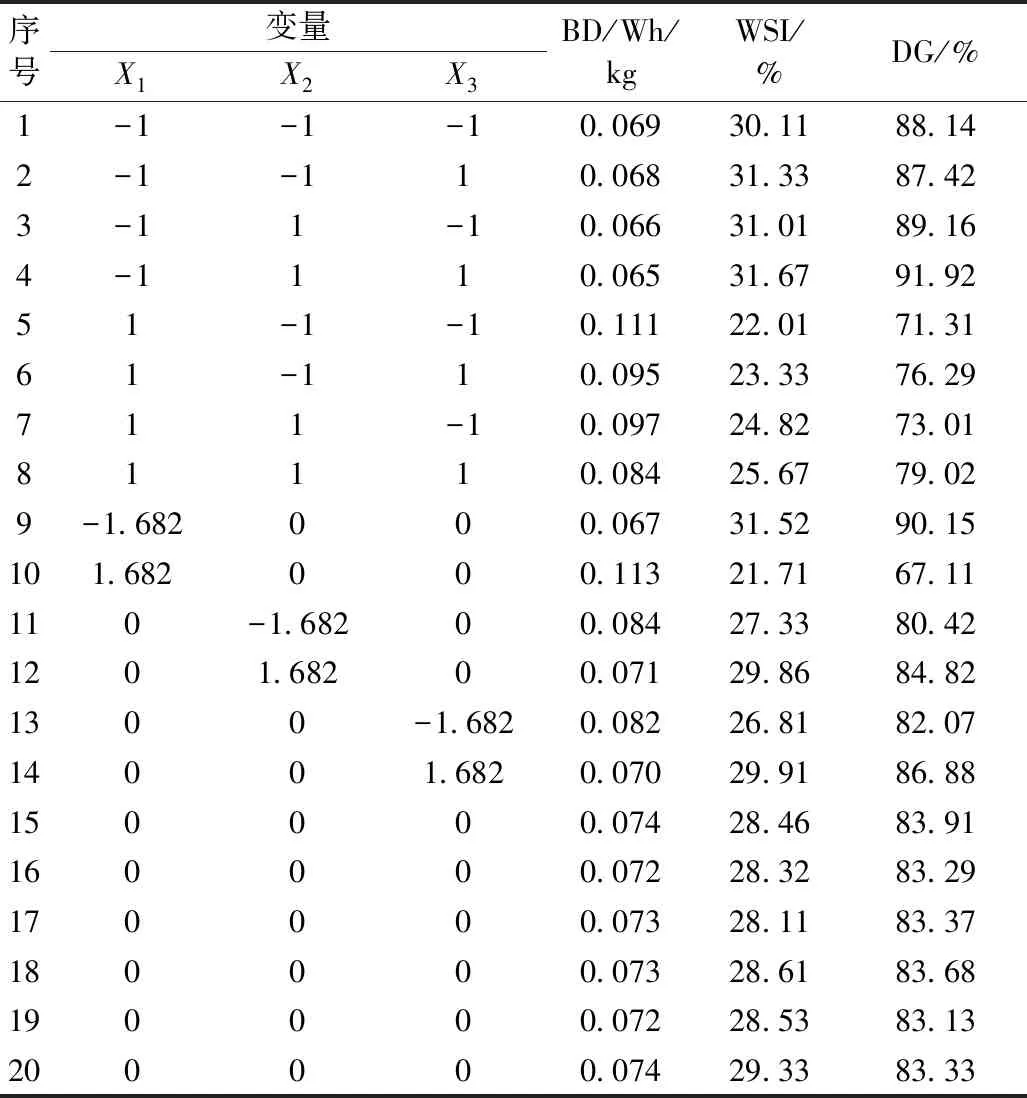
表2 旋转中心组合实验设计与结果
2.1.1 体积密度模型的建立及显著性分析
体积密度BD通过Design Expert软件对表2实验结果进行分析,建立二次响应面回归模型。


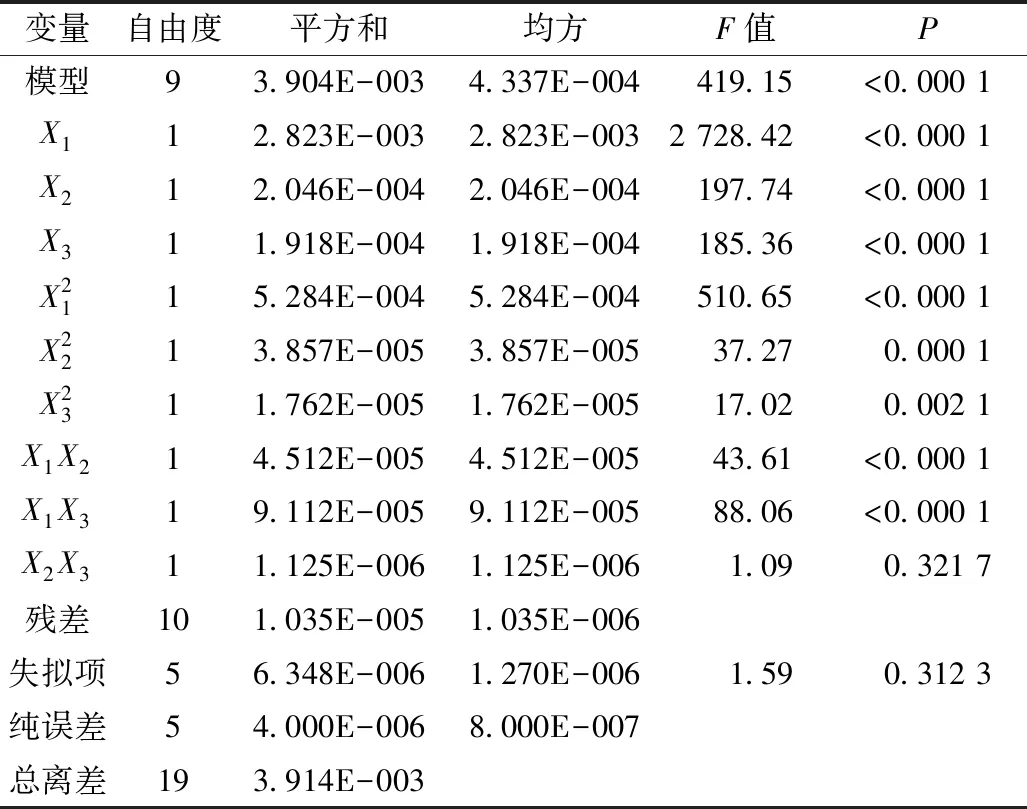
表3 回归模型的方差分析表
2.1.2 水溶性指数模型的建立及显著性分析
水溶性指数(WSI)通过Design Expert软件对表2实验结果进行分析,建立二次响应面回归模型。


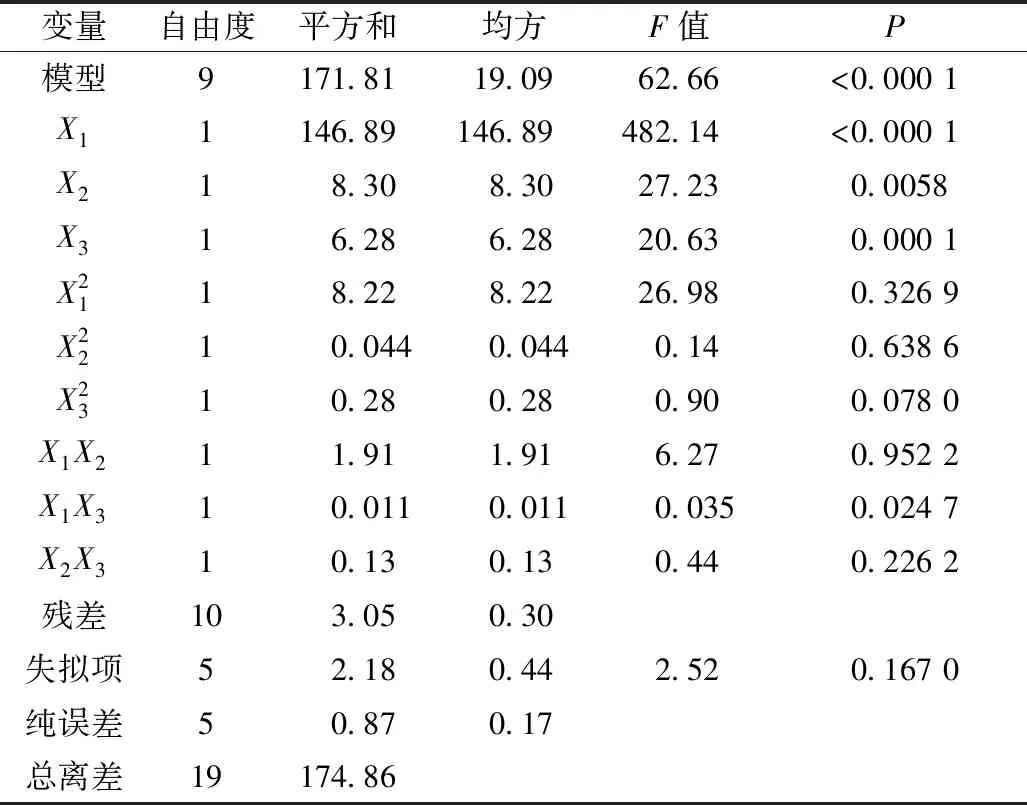
表4 WSI回归模型的方差分析表
2.1.3 糊化度模型的建立及显著性分析
糊化度DG通过Design Expert软件对表2实验结果进行分析,建立二次响应面回归模型如下。

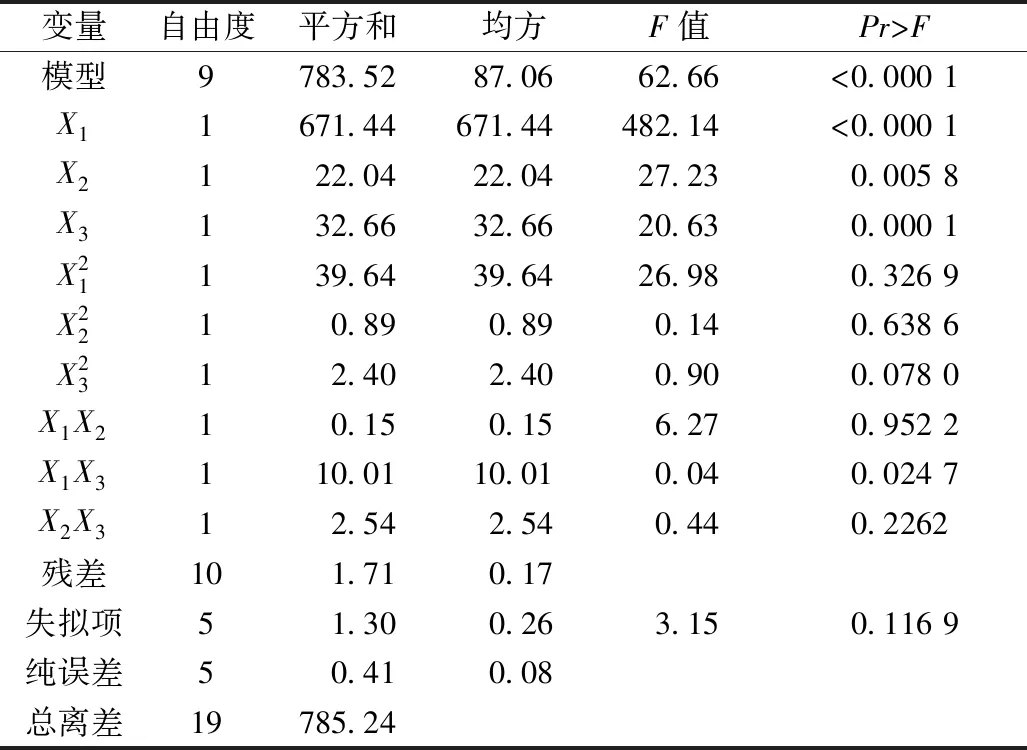
表5 DG回归模型的方差分析表
2.2 最优条件的确定及验证
应用响应面寻优分析方法对回归模型进行分析,确定最优工艺条件为:物料湿度13.98%、螺杆转速549.92 r/min及机桶温度174.97 ℃,体积密度(BD)为0.065 9、水溶性指(WSI)数为31.705 2、糊化率(DG)为91.356 2。
为适应生产需求将处理工艺参数优化:物料湿度14.00%,螺杆转速545 r/min,机桶温度175 ℃经过实验验证在此条件处理下,婴儿膨化营养米粉的体积密度(BD)为0.064 7、水溶性指数(WSI)为31.225 0、糊化度(DG)为91.363 2,与预测值接近。
2.3 扫描电镜图对比
分析扫描电镜图(图1a)可发现原物料颗粒呈现椭圆形、表面光滑。从图1b、图1c中发现经过不同加工工艺处理后院物料椭圆形颗粒消失,形成了大量的膜状气腔,可以看出膨化婴儿营养米粉的膜状气腔大于市售婴儿营养米粉的膜状气腔;膜状气腔大说明产品膨化度高,膨化效果较好。膨化婴儿营养米粉的气腔壁厚度明显低于市售婴儿营养米粉。
图1b与图1c对比可发现,婴儿膨化营养米粉表面粗糙度明显高于市售婴儿营养米粉。这种现象产生的主要原因为在挤压机的高温、高压、高剪切力组合作用下,物料受热膨胀,其原有淀粉晶体在高温、高压及高剪切力作用下破碎,重组后的淀粉颗粒表面碎片增加,表面粗糙度提高,致密度降低,与前人相关研究结果一致[21,22]。因此,膨化婴儿营养米粉具有较高的膨化度的同时,其产品口感也较为松软,与市售婴儿营养米粉相对比,更适合消化机能尚未成熟,咀嚼能力和消化能力都很弱的断奶期婴儿。
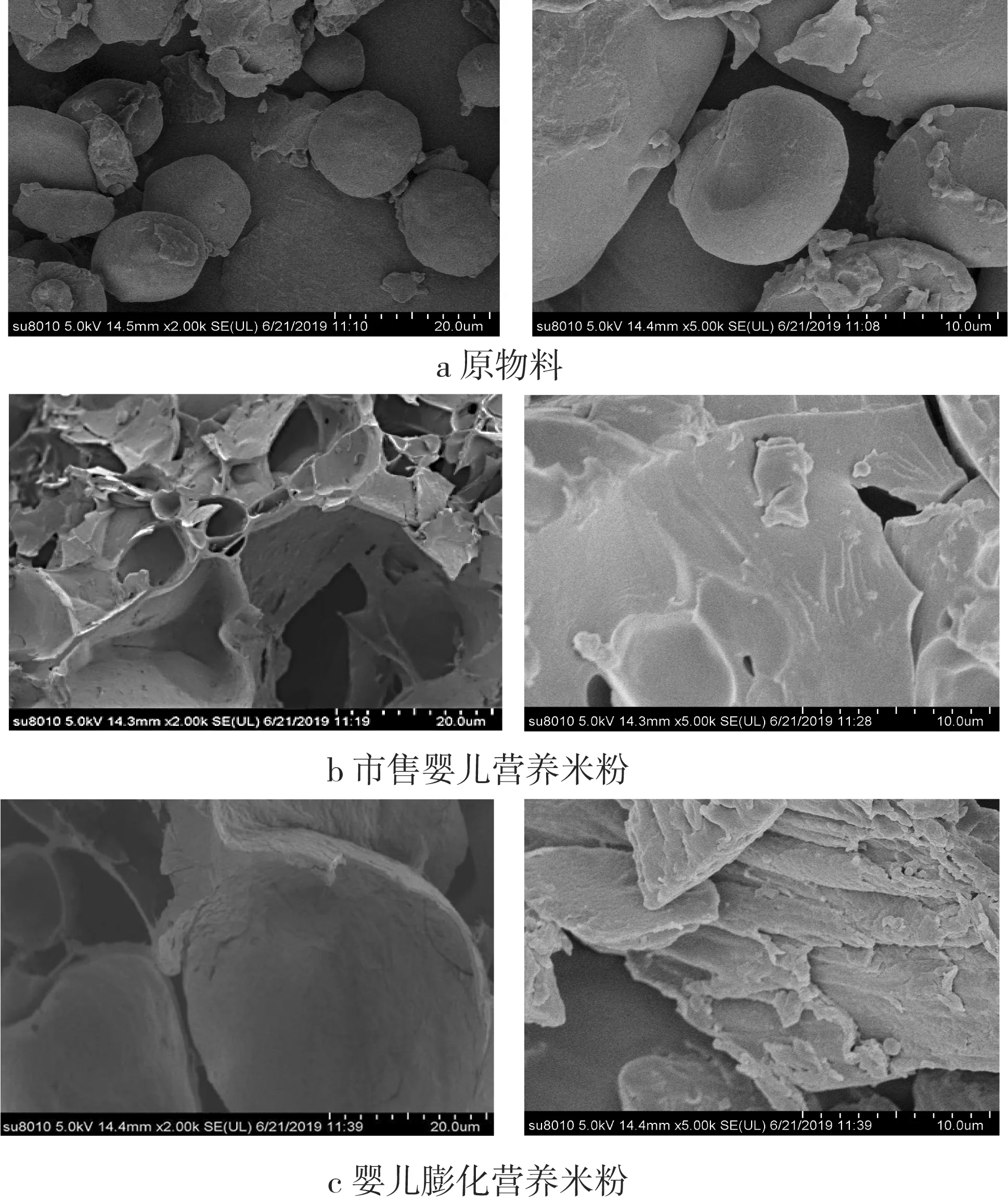
图1 三种物料样品的扫描电镜图片
2.4 淀粉体外消化速率分析
通过图2可以看出膨化婴儿营养米粉的消化速率高于市售婴儿营养米粉,因为物料在挤压膨化机中受到高温、高压、高剪切力的作用,使其大部分淀粉发生降解生成糊精以及还原糖,同时相邻淀粉间的主要和次级价键、氢键被破坏,产品疏松多孔,增加了与淀粉酶的接触机会[23,24]。随时间的延长,受试底物的浓度不断下降,二者的消化速率均呈现下降的趋势;膨化婴儿营养米粉和市售婴儿营养米粉的消化速率差距随着时间的增加不断减小,这可能因为挤压膨化产生的糊精和还原糖等被消耗殆尽,剩余化合物与酶类的反应速率差别变小。
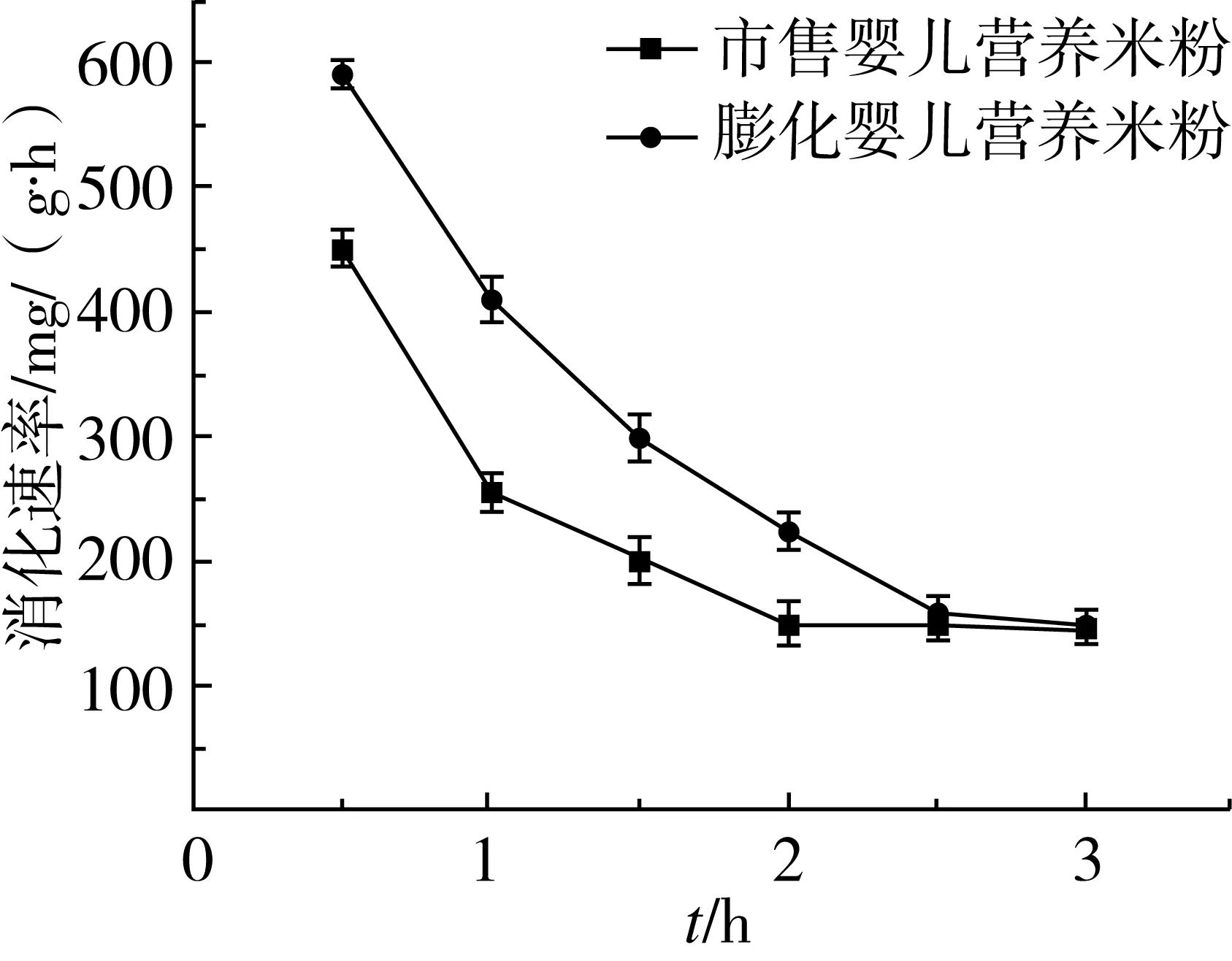
图2 两种样品在淀粉酶作用下的消化速率曲线
从表6可知膨化婴儿营养米粉与市售婴儿营养米粉的消化速率分别为91.37%、88.14%,经消化后的消化速率差异显著(P<0.05)。由此可知,膨化婴儿营养米粉的消化速率、消化率均高于市售婴儿营养米粉,对比可见,婴儿膨化营养米粉更适用于断奶期的婴儿。

表6 两种样品淀粉的体外消化率
注: a、b表示数据差异显著。
3 结论
以大米-绿豆为原料,运用挤压膨化技术制备婴儿膨化营养米粉,通过对婴儿膨化营养米粉理化性质的研究来确定最优的制备工艺。制备婴儿膨化营养米粉最优条件:物料湿度14%、螺杆转速545 r/min、机桶五区温度175 ℃经过实验验证在此条件处理下,婴儿膨化营养米粉的体积密度(BD)为0.064 7、水溶性指数(WSI)为31.225 0、糊化度(DG)为91.363 2,与预测值接近。通过扫面电镜图,以及体外消化速率分析结果可知婴儿膨化营养米粉更适用于断奶期的婴儿。
