双壳程阳极保护成品硫酸冷却器的设计
2020-05-21莫春萍李治民陶晓宇赵尔滨
莫春萍,田 静,李治民,陶晓宇,赵尔滨
(1.天华化工机械及自动化研究设计院有限公司,甘肃 兰州 730000;2.中国石油天然气股份有限公司吉化(揭阳)分公司,广东 揭阳 522000)
阳极保护浓硫酸冷却器自1989 年开始工业应用以来,由于运行安全可靠、使用寿命长、操作方便、可以回收低温位热能等优点,已经完全替代原有的铸铁排管冷却器,成为硫酸装置中的关键设备。大型硫酸装置中干吸酸冷却器由于循环酸量大、热量大,造成所需换热面积相对较大,压降较高。成品硫酸冷却器工艺特点则正好相反,首先,为方便储存,成品硫酸温度一般需要冷却至39 ℃左右,否则会出现酸温过高而导致储罐被腐蚀,其出口温度与循环水侧出口温度接近,形成了温度交叉,需要增加换热管长度避开交叉点,才能满足工艺要求;其次成品硫酸换热温差大,循环硫酸量很小,热量小,导致酸侧、水侧流速都很低,难以形成湍流模式,在一定程度上增加了换热面积。
为了有效提高阳极保护成品硫酸冷却器的对流传热系数,在对比单壳程单管程、单壳程双管程设计后,最终确定采用双壳程双管程结构。通过中间隔板将壳程分割为2 个半圆筒形,截面积缩小1/2,使壳程介质的流速提高一倍,雷诺数得到提高,管程介质与壳程介质由单壳程双管程的一半并流、一半逆流变成纯逆流,极大地改善了流体的湍流程度,减小了设备换热面积,使阳极保护成品硫酸冷却器具有结构紧凑、换热效率高、成本低、所需投资少等优势。
1 阳极保护成品硫酸冷却器的现状
阳极保护成品硫酸冷却器属于大温差、小流量的工况,冷却器的选型一直都是难题。由于壳程循环硫酸量很小,传热系数较低,严重影响整台设备的传热系数。为满足小流量和低流速的要求而选用小直径冷却器时,会因换热面积不足而达不到换热要求;若增加换热管管径,会导致流速减慢而大幅度降低传热系数,小流量流体在设备内处于近乎静止的状态;若增加换热管长度,冷却器又会过于细长,因现场场地有限而无法放置。
采用双壳程双管程结构可以有效解决上述阳极保护成品硫酸冷却器存在的问题,同时避开单壳程双管程的温度交叉,避免为提高壳侧换热效率而过多地使用折流板造成设备制造装配难度大、成本增加的情况,为现场节约场地。
2 双壳程冷却器的结构特点
双壳程冷却器的主要结构形式与固定管板式基本相同,区别是在管束中心放置一块纵向隔板,通过纵向隔板将壳程对称地形式一分为二,折流板也被上下隔开,交错分布于上下壳体(见图1)。双壳程冷却器压降比相同换热面积的单壳程冷却器要大,双壳程只需要较小的流速就可以形成湍流,从而达到提高壳程流体对流传热系数的目的。
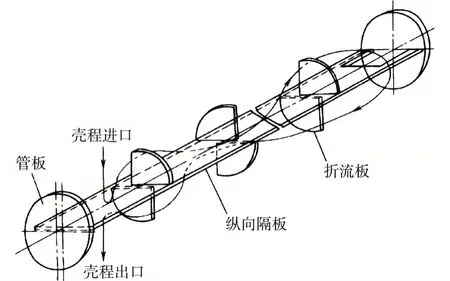
图1 纵向隔板及壳程流体流动形式示意
双壳程冷却器能实现冷、热流介质在纯逆流条件下进行热交换,其温差校正系数接近1;在壳体直径不变的前提下将壳程流道长度增大1倍,提高总传热系数。
虽然双壳程冷却器特殊的纵向隔板结构可以有效提高设备的换热效率,但是也会相应增加设备的组装及制造难度。纵向隔板对称地放置在壳体中间,因此需要同两侧壳体间保持良好的密封,否则当密封失效或隔板变形时,将会引起两侧壳程之间的泄漏甚至短路,导致换热效果不达标。此外双壳程冷却器易出现流动死区以及结构改变引起的阴极电流分布不均、维钝电流叠加等,这些问题均应在设计之初予以充分考虑。
3 双壳程阳极保护成品硫酸冷却器的优势
以某厂阳极保护成品硫酸冷却器工艺为例,吸收塔分流出w(H2SO4)98%的硫酸送入成品硫酸冷却器,酸温从95 ℃降低至39 ℃,然后送入成品储槽备用。阳极保护成品硫酸冷却器的换热管排列形式为正三角,折流板为弓形折流板。其设计条件列于表1,结构参数列于表2。
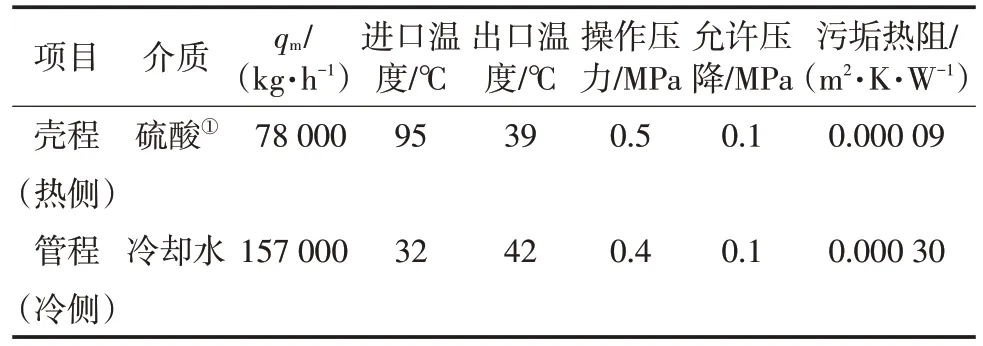
表1 阳极保护成品硫酸冷却器设计条件

表2 阳极保护成品硫酸冷却器结构参数对比
根据阳极保护成品硫酸冷却器工艺参数,对单壳程双管程、单壳程单管程、双壳程双管程3种结构形式进行计算。双壳程双管程的壳程流速最大,壳程阻力降最大,约为单壳程单管程的1.68倍,在设计要求范围内,传热效率提高约22%,管程流速为单壳程单管程的2倍,双壳程双管程与单壳程单管程的△tm校正系数均趋近于1。
表2对比发现:(1)在同样安全余量下,双壳程双管程的冷却器所需换热面积最小,性价比最高,单壳程单管程次之,单壳程双管程所需面积最大;(2)由于单壳程双管程冷却器其中一程为逆流传热,另一程为并流传热以及折流板引起的错流传热,导致了冷流体在某些区域被加热,又在其他区域作为“热载体”加热了热流体,这些区域将不再是有效的换热面积,在管程温度为41.5 ℃附近出现了交叉点,对流平均温差校正系数低于0.7,为避开温度交叉需要2台以上设备串联使用,故方案不予采用;(3)由于酸侧流量小,单壳程单管程硫酸冷器的壳程、管程流速相对较低,因此在设计时设置了多块折流板来增加扰流程度,这不仅增加了硫酸冷器制造难度,而且还提高了设备的成本投入。对比双壳程双管程结构,单壳程单管程传热系数低,所需换热面积增大约15%,没有明显优势。不难看出,阳极保护成品硫酸冷却器这种小流量低传热系数的工况,采用双壳程双管程结构最具优势。
4 双壳程阳极保护成品硫酸冷却器设计中需要解决的问题
双壳程冷却器有较高的综合性能,它属于纯逆流换热,传热效率高,但如果双壳程中间隔板处密封不严,极易发生漏流现象,导致无法达到原设计要求,因此纵向隔板的密封就成了双壳程换热器设计与制造的关键步骤。除此之外,壳程介质的流动死区现象,也会造成换热不充分。
因此在双壳程阳极保护成品硫酸冷却器设计中需要解决纵向隔板的密封问题、壳程流动死区以及双壳程冷却器结构带来的阴极、参比电极布置和电流电位均匀分布问题。
4.1 纵向隔板的密封
壳程内壁与纵向隔板的密封是双壳程设备设计制造的关键步骤。大部分厂家纵向隔板密封采用抗高温性能及抗变形能力强并具有足够弹性和柔韧性的密封带。密封带用压条及螺栓沿隔板两侧固定。管束插入壳体时,将弹性密封带向壳程入口一侧弯曲,依靠密封带自身的回弹和壳程进出口的压差,将密封带紧紧贴在壳壁上,以实现两壳程间的密封。图2为双壳程密封带结构示意图。
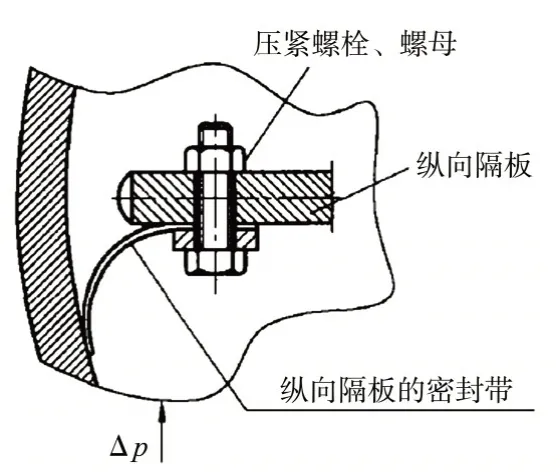
图2 双壳程密封带结构示意
密封带形式不适用于硫酸这种强腐蚀性介质。硫酸会不断冲刷壳体密封带处的壁面,同时酸液杂质也会不断地打磨壁面,导致发生“微动腐蚀磨损”,使生成的钝化膜被反复破坏,最终导致壳体壁面减薄、磨穿,造成漏流甚至泄漏;另外在高温工况下,由于密封材料的各连接件温度不同,线膨胀系数亦不同,而线膨胀系数不同在安装时很容易发生螺栓松动、压紧面分离,导致密封垫片移动频发而泄漏。因此,阳极保护成品硫酸冷却器不宜采用密封带形式。为避免漏流等问题,设备壳体与纵向隔板采用全焊透焊接结构。
阳极保护成品硫酸冷却器外形尺寸较小,筒体直径为650 mm,1/2壳体空间狭小,无法在筒体内壁与纵向隔板进行焊接。为保证不会漏流,设备壳体与纵向隔板采用全焊透焊接,一侧管板与纵向隔板完成上下两道焊接,弓形折流板用拉杆固定在管板上,然后穿换热管;筒体完成纵焊缝和环焊缝的焊接,沿中心线方向剖开,用钢卡固定保证半壳体刚性和圆度,放入管束后对接上半部壳体;其中半壳体开50°坡口,钝边高度为2 mm,组对间隙为2.5 mm,保证上下半边壳体与纵向隔板的焊接,然后壳体与管板再焊接,因壳程介质为高温硫酸,硫酸具有腐蚀性,管子与管板的连接采用强度焊加贴胀。纵向隔板厚度计算要考虑承受的压差作用以及折流板对隔板的支持作用,同时纵向隔板的直线度要求应当参照国标对壳体直线度的要求。另外为了平衡两程压力,在纵向隔板上开设若干φ6 mm的泪孔。图3为纵向隔板与筒体的焊接示意图。
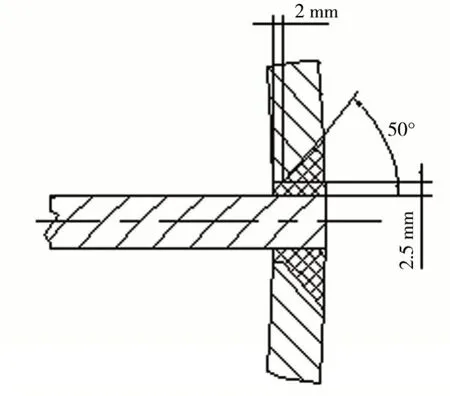
图3 纵向隔板与筒体的焊接示意
4.2 壳程进出口区域的流动死区
流体总是流向阻力小的区域,如果按照图1设置的进、出酸口,双壳程硫酸冷却器将存在2个问题:(1)壳程进、出酸口如果设置在设备正上方和正下方,那么折流板前后流动死区和回流区极为明显,使有效换热面积减小,设备局部过热,严重时会造成整个系统温度持续上升,使系统内的设备、管道处于高温状态,最终加剧腐蚀;(2)浓硫酸进入设备后大部分流体没有扰流第一块折流板而直接流向了第二块折流板,而出口处浓硫酸扰流倒数第二块折流板后大部分流体没有扰流最后一块折流板就直接流出了,这两处区域没有经过折流板的扰流,降低了换热器管束的冷却效果,导致高温流体冷却不均匀,在出口处温度存在较大差异,明显降低了换热效率。
因此双壳程冷却器的进、出酸口与折流板设计时应当最大限度避免上述问题。考虑将双壳程硫酸冷却器进、出酸口设计成偏离壳体中心线方向90°,并与折流板切口方向垂直的位置,这种设计可以直接改变流体流动方向,进入设备的流体必须通过折流板进行扰流,避免了折流板前的流动死区,同时有效减小了折流板后的死区和回流区,强化了传热,图4为双壳程成品硫酸冷却器及管口方位示意图。
4.3 阳极保护系统的设计
双壳程冷却器的隔板为有孔板,需要贯穿整个设备,这种开口结构一定程度上阻碍了阴极在浓硫酸中均匀分散,电流只能通过末端流道进行扩散,这种扩散方式会导致电流强度成倍衰减,壳体钝化膜难以维持。因此,为了保证整个壳程维钝电流的均匀分布,必须在上、下壳程各设置一根阴极,以保证电位在设备内尽可能地接近。同时还需要精准地控制和测量上、下壳程的金属电位,考虑到两壳程过渡区维钝电流可能叠加,在下壳程和过渡区附近分别设置一根监参电极,在上壳程设置一根控参电极,这样可以全面了解整个设备内的电位分布。图5为主阴极及参比电极布置示意图。
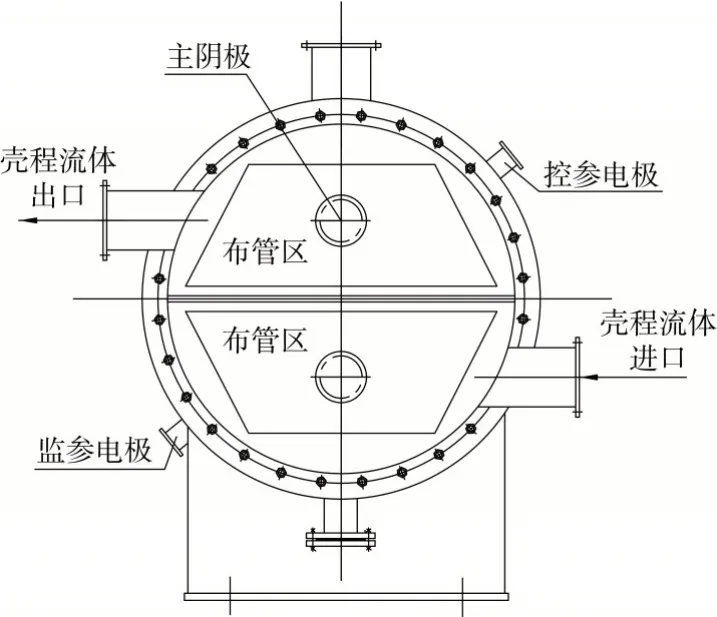
图5 主阴极及参比电极布置示意
5 双壳程阳极保护成品硫酸冷却器的经济效益
双壳程结构减少了设备所需的换热面积,提高了设备材料利用率,使设备成本下降,单位换热面积材料消耗量降低,增加了设备竞争优势,这种结构形式用于阳极保护成品酸冷却器也不例外。
为了更好地说明双壳程结构的优势,以表1、表2 阳极保护成品硫酸冷却器工艺条件作为依据,对设计的单壳程双管程、单壳程单管程、双壳程双管程3 种结构形式的硫酸冷却器,分别从换热面积、体积、质量、紧凑性、经济性等方面进行对比分析,结果见表3。
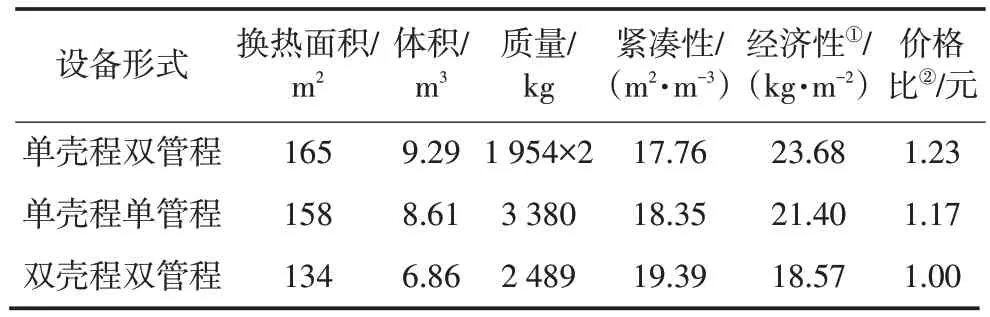
表3 阳极保护成品硫酸冷却器各结构形式的综合性能对比
从表3可以看到,在同等工况条件下,双壳程双管程结构最紧凑、最经济,可以较大幅度降低单位换热面积材料消耗量,使设备成本下降,如果能够用于大型阳极保护设备,那么节省投资将更为可观。
6 结束语
阳极保护成品硫酸冷却器采用双壳程结构设计,能够有效提高冷热流体的流速,提高换热效率,减少设备所需的换热面积,提高单位换热面积材料的利用率,为用户降低了设备投资成本。
