自制镗刀转向杆有效解决箱体零件加工难题
2020-05-15江苏自动化研究所江苏连云港222000袁保宁
■ 江苏自动化研究所 (江苏连云港 222000) 袁保宁
箱体零件作为某型号产品的重要零部件,其形状复杂、尺寸精度和几何公差严格、整体变形量要求高,若要高质量地完成,加工难度较大,需要五轴加工中心、高精度数控车等设备支持。
目前,车间只有三轴加工中心,配置的数控车在加工范围和加工精度上均不能满足图样设计要求。结合自身制造条件,在不增加任何投入的情况下,如何在三轴加工中心完成零件的加工需要解决三个难题:首先是复杂曲面零件的装夹工艺及加工问题;其次是在三轴机床如何实现五轴定向加工问题;最后是如何替代数控车完成高精度内外圆同步加工问题。经过不断摸索,我们完美解决了上述难题,现就这三个问题详细阐述如下。
1.复杂曲面零件装夹工艺及加工问题
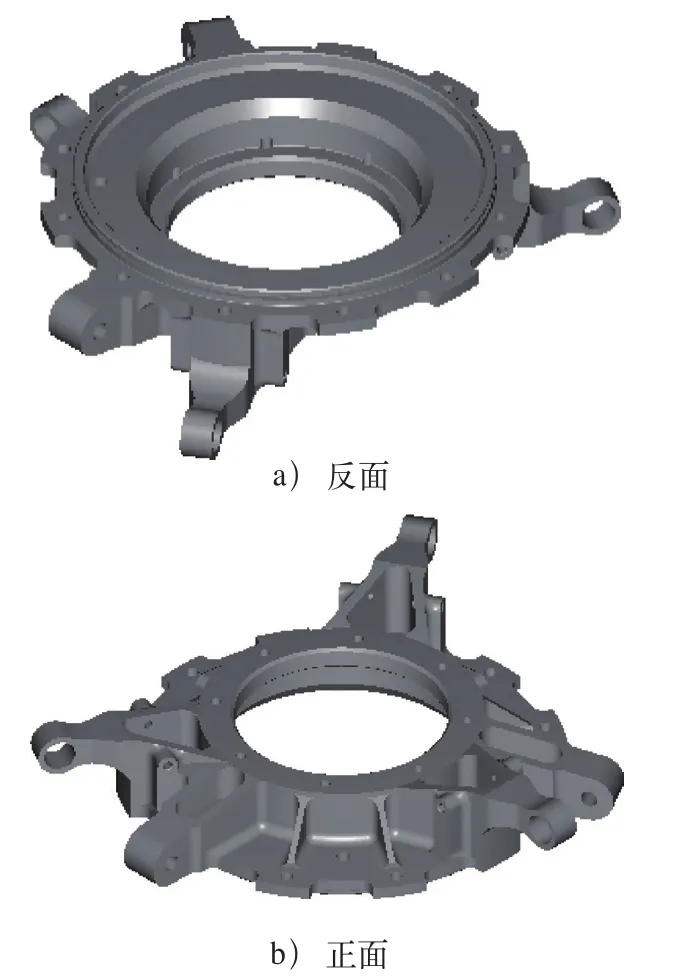
图1 零件
零件形状复杂,如图1所示,存在大量曲面、斜面和圆弧,正反面有较高的相对位置要求,空间曲面的装夹、定位非常困难。按照传统加工工艺方式,无论首先完成任何一个面的加工,另一个面基准找正、装夹、加工都非常困难,且零件易松动、变形,加工质量无法保证;并且为充分释放加工产生的应力,控制变形量,需要零件在全部粗加工完成后,经时效处理再进行精加工,这对装夹工艺及加工方案提出了难题。为有效实现零件多面特征装夹,保证曲面特征、尺寸精度和几何公差,控制变形量,经论证,决定采用“围框”式装夹工艺及加工方案,具体实施内容如下。
(1)“围框”的确定 零件中三个呈120°均布的支架形成一个φ310mm的圆,以此为基准,单边留余量5mm,形成一个320mm×320mm的矩形作为创建“围框”式边界,如图2所示。一方面可以通过千分表找正矩形直角边外形完成基准准确定位,使正反面加工基准高度一致;另一方面粗加工时可以将零件快速方便地直接在虎钳上夹持完成加工;同时,预留的四周余量可以在精加工时使用压板夹持固定。
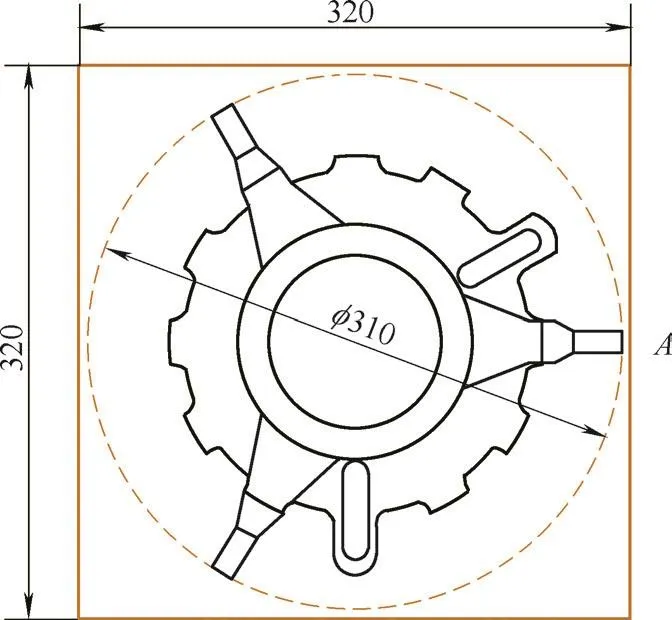
图2 “围框”式边界
(2)“围框”式装夹及加工工艺 备料毛坯:326mm×326mm,单边加工余量3mm。首先使用虎钳夹持毛坯,加工上表面及320mm×320mm矩形,然后粗加工反面各台阶、曲面及斜面,其中三个呈120°均布的支架独立加工。然后利用精密虎钳夹持“围框”矩形,以320mm×320mm矩形外形为找正基准,粗加工零件厚度、正面各台阶、曲面及斜面。此时粗加工工序全部结束,零件通过12处缺口面及三个支架与“围框”相连,整个半成品牢固可靠,变形量极小。
经时效处理将加工应力充分释放,零件直接置于机床工作台面上,在确保其始终处于自由状态的情况下,通过压板完成对零件的夹持固定,使用千分表找正“围框”矩形外形,以此为基准确定零件中心。首先完成厚度方向表面精加工,然后对反面粗加工区域进行精加工,其中高精度内孔、外圆在最后工步完成加工,留0.1~0.2mm精镗余量。同样装夹工艺,找正“围框”矩形外形,以反面加工的半精镗通孔为基准,完成零件厚度及正面粗加工区域的精加工工作,从而确保零件正反面相对位置的高度一致。
零件全部加工完成后,使用自制专用环形垫块实施对零件三处支架的有效支撑,通过零件内孔穿螺钉搭压板方式完成对零件的夹持固定,以图2中A处作为进出刀点,完成零件的外形加工,实现零件与“围框”的分离工作。为控制变形,Z向采用分层加工方式,仅在底面三个支架处留0.05mm余量与“围框”相连,每刀切削深度0.3mm,选用小刀径大螺旋角立铣刀高速加工完成。由于支撑牢固、装夹稳定,特别是极小的分层切削,大幅降低了切削力的产生,加工完成后使用刀片将三个支架处0.05mm厚铝皮轻轻划破,即实现了零件与“围框”的完美脱离,且零件没有因此产生变形。图3所示为零件在三种状态下加工后的实际效果。
(3)刀具选择及切削参数刀具选择 鉴于波形刃立铣刀和大螺旋角立铣刀在粗、精加工方面优异的加工性能,我们在零件全部铣加工中均选用不同直径的国产铝用整体硬质合金波形刃立铣刀和45°大螺旋角平刀及球刀分别进行粗、精加工。
切削参数:粗加工时根据不同加工区域的强度和状态,主要选择φ20mm、φ10mm两种直径波形刃立铣刀,深度方向以每刀切削深度5mm为参考,分层加工,φ20mm铣刀主轴转速n=3 000r/min,进给速度vf=800mm/min;φ10mm铣刀主轴转速n=4 000r/min,进给速度vf=1 200mm/min。精加工时选用同直径45°大螺旋角铣刀,余量0.1mm一次加工到位,刀具每齿吃刀量控制在0.1mm,主轴转速n=5 000r/min,进给速度vf=1 500mm/min。
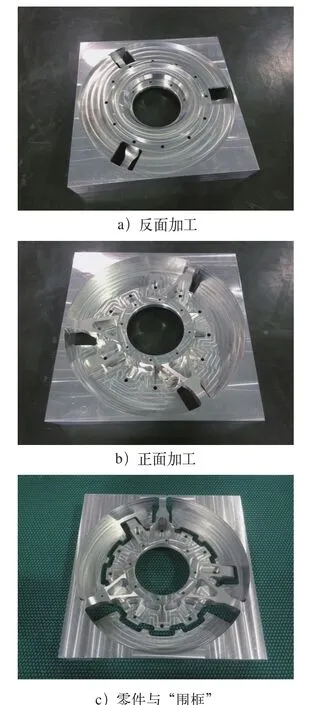
图3 零件加工效果
(4)数控铣加工过程的重点控制 曲面的形位尺寸精度由本工序控制,在优化选择刀具及相应切削参数的前提下,如何确保加工精度和表面质量,同时兼顾生产效率,对切削方式的选择提出了较高的要求。我们将设计模型图直接转换为Mastercam 实体三维图,进行Mastercam三维编程,并在加工路径和程序参数上做了优化,避免产生空刀路径,以小切削深度大进给的方式减少切削应力产生,控制零件变形。粗加工曲面时,首先使用平直刀以曲面挖槽方式加工出大致形状,然后使用球刀全部以等高外形加工方式,适当增大Z向铣削间距,在控制变形的前提下,以保证加工效率为目的,快速高效地完成零件粗加工。
精加工曲面时,由于不同曲面、同一曲面的不同区域其曲率相差较大,不适宜采用单一曲面加工方式,为确保加工质量同时兼顾效率,针对不同情况分别采用等高外形、曲面流线及3D等距等不同的曲面加工相结合方式,充分发挥各自优势,使加工过程中材料受力均匀,减少振动和变形,大幅提高了表面质量和加工精度。
加工结果证明,“围框”式装夹加工工艺完美解决了复杂曲面零件的装夹、定位及加工精度的问题,以此为基础,配以合理的刀具选用、优化的切削方式和切削参数,优质高效地完成了加工。
2. 在三轴加工中心实现五轴定向加工
(1)加工背景及方案 为防止装配时出现干涉,在零件的支架附近设计两处三维小斜面,如图4所示,为保证尺寸精度及表面质量,设计要求必须由机床完成三维斜面及根部清角加工,不允许钳工修锉。因此无法使用球刀在三轴加工中心进行三维斜面铣削,而必须使用平刀由五轴机床的双轴复合转动完成定向加工。
在不具备相关设备的情况下,经过论证,将一台报废坐标镗床的双向回转台附件安装在三轴加工中心,通过人工摇动回转盘,代替五轴机床实现A、C轴复合旋转功能,完成空间三维斜面的定向加工。
(2)双向回转台精度检测 由于设备陈旧、长期闲置,其旋转精度达不到图样设计要求,根据零件三维斜面需要旋转的角度,在转台上利用试件加工了一系列特征孔,通过检测计算出转台旋转精度差值,加工时进行人为补偿,确保三维斜面定向准确。
(3)零件装夹找正及加工 回转台处于水平状态,将零件置于回转台面,千分表找正零件“围框”矩形外形及精镗通孔,确保零件中心、转台回转中心及机床主轴三者同心,通过转台中心孔使用螺钉压板将零件固定在转台上,依据精度检测值,手工摇动转台完成零件双向旋转,实现三维斜面空间定向,使用φ4mm立铣刀完成加工,如图5所示为现场加工实景。
加工结果证明,利用双向回转台巧妙解决了在三轴加工中心实现五轴定向加工问题,实现了三维斜面及根部清角的加工,经检测完全达到图样设计要求。
图4 三维斜面

图5 加工现场
3. 自制镗刀转向杆完成高精度内外圆同步加工
(1)加工背景 如图6所示,零件中有一组高精度内外圆需要加工,因为安装时有配合要求,所以对尺寸精度、圆柱度、同轴度及表面粗糙度提出了很高的要求。正常情况下该工序一般安排车工完成,由于本部门配置的数控车床在夹持范围和加工精度上均达不到图样设计要求,因此必须放弃惯有思路,依托现有条件,另辟蹊径。
现有加工中心受机床精度制约,执行G02/G03圆弧铣削指令完成加工的内外圆,不仅圆柱度无法满足φ0.008mm的图样设计要求,而且表面粗糙度值1.6μm及外圆和内孔φ0.01mm的同轴度也达不到要求,只有利用主轴高精度旋转通过镗的加工方式解决问题,而现有刀具厂商提供的镗头只能加工内孔。因此,如果能够解决车间现有镗头的外圆加工问题,就可以实现零件高精度内外圆同步加工,取代车床,确保所有精度达到要求。
(2)设计图样的确定 通过对镗头结构分析,结合各类镗刀尺寸,在不增加额外投入的情况下,以至简实用为目的,自制镗刀转向杆,完成镗刀刀尖180°换向,使用M04指令机床主轴逆时针旋转,实现了外圆的镗加工功能。如图7所示为镗刀转向杆设计图。
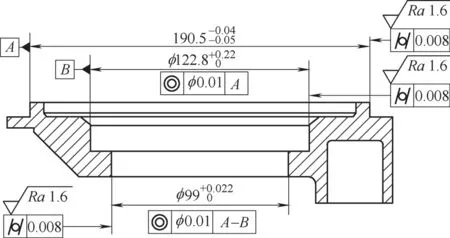
图6 零件结构
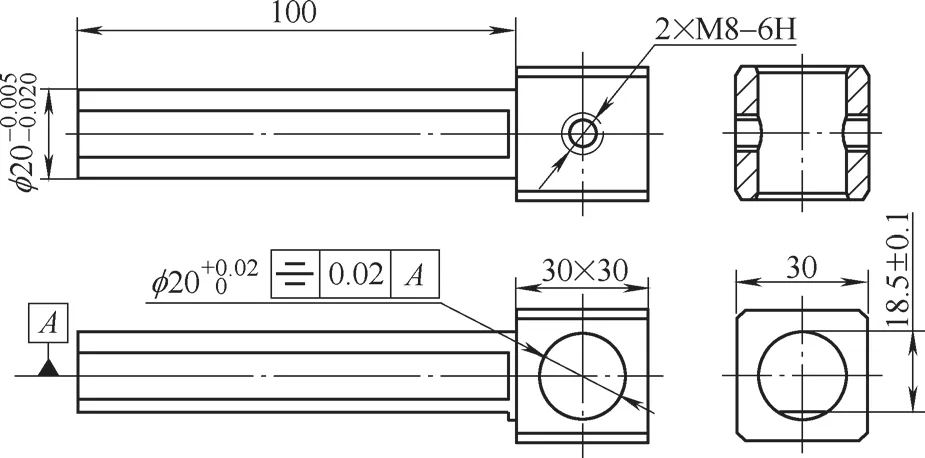
图7 镗刀转向杆结构
(3)使用说明 如图8所示,将镗刀转向杆φ20-0.005-0.020mm的带扁平面的轴插入与之配合的镗头侧面孔中,根据所镗零件外圆直径大小,对轴伸出的长短进行粗略调整,然后将镗头侧面三个M12螺钉顶在转向杆扁平面上,既起到定向作用,又能固定刀杆防止转动。将加工使用的镗刀装入刀杆与之配合的φ20+0.02+0mm孔中(刀尖指向回转中心),通过刀杆侧面起锁紧、定向作用的M8螺钉,将镗刀准确固定在刀杆中,此时主轴逆时针旋转,即可完成外圆的镗铣加工。
由于镗刀转向杆φ20-0.005-0.020mm的轴与镗头侧面孔、φ20+0.02+0mm的孔与镗刀柄均设计加工<0.02mm的装配间隙,同时孔与轴心线的对称度控制在0.02mm以内,因此整个装置牢固可靠,具有较高的定位精度,确保刀尖运动时始终处于旋转圆弧的最高点,实现了镗刀的精确调整移动,为零件外圆的高精度镗铣加工提供了保障。
为扩大镗刀转向杆的使用范围,在用于安装镗刀的φ20+0.02+0mm孔两侧,均设计加工了起锁紧定位作用的M8螺钉孔,当镗刀刀尖向外时,通过另一侧M8螺钉将其准确固定在刀杆上,同样一把镗刀,仅仅将其旋转了180°,此时主轴顺时针旋转,就可以方便地完成内孔的镗铣加工。
利用自制镗刀转向杆,圆满完成了符合要求的高精度外圆加工,同步完成了零件内孔加工,确保了两者φ0.01mm的同轴度设计要求。经三坐标测量仪检测,零件所有相关尺寸精度及几何公差均达到设计要求。
4. 结语
结合自身制造条件,在不增加任何投入的情况下,通过工艺创新设计和实施,取代五轴加工中心和数控车床,解决了某型号箱体零件在普通三轴加工中心的加工难题,在保证质量的同时,大幅降低了加工成本。特别是利用自制镗刀转向杆,在普通加工中心实现了零件的高精度内外圆同步加工,有效扩大镗头的使用范围,为以后此类问题的解决提供了加工经验和技术支持。
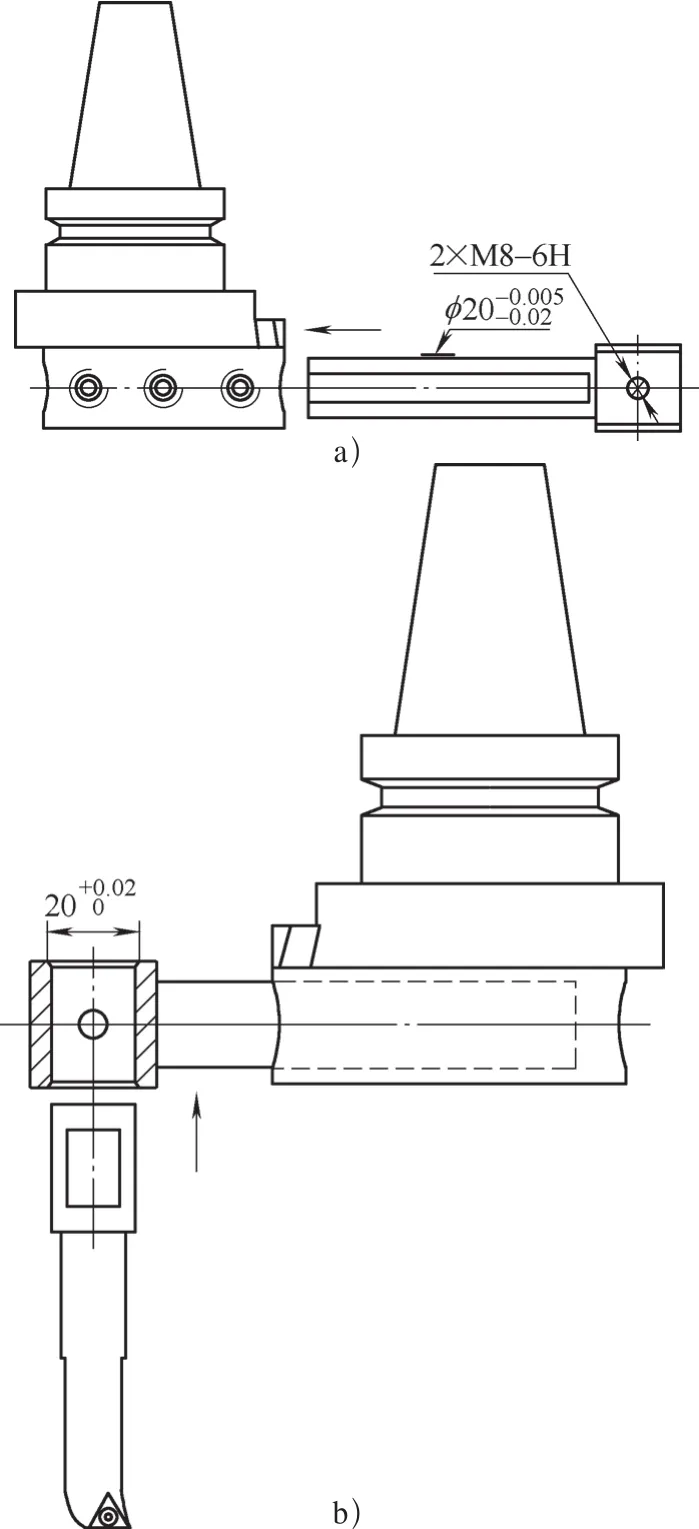
图8 镗刀转向杆与镗头
