薄壁模具零件特殊夹具的设计
2020-05-15延锋安道拓座椅机械部件有限公司上海201315
■ 延锋安道拓座椅机械部件有限公司 (上海 201315) 张 磊
薄壁零件在机械加工里是较常见的一种零件,其直径方向厚度较薄,装夹困难,在车削加工里是较棘手的难题。车床装夹过程中容易产生弹性变形与塑性变形,其表面刚性差、强度弱,当夹爪松开拆下零件后,零件变形位置会慢慢缩回,直径方向产生不规则的变形量,几何误差从而增大,尺寸各个精度无法保证,容易产生报废件,从而浪费公司材料成本与加工成本。本次研究主要通过探讨薄壁零件的装夹难点与加工难点来设计一种特殊的夹具实现快速车削加工。
1. 零件介绍

图1 薄壁模具零件
公司冲压模具零件中的闭锁镶件如图1所示,材料是ASSAB88的瑞典冷作模具钢,外圆尺寸为φ(108±0.01)mm,通孔尺寸为φ(88±0.1)mm,沉孔尺寸为φ(97.5±0.01)mm、深1 0 m m,对称两边各有宽(35±0.05)mm、深17.5mm及底部圆角R3.0mm的直槽,外圆端面上均分4个90°R9.5mm、深10mm的圆弧槽,现经过热处理后需数控车床精车加工。
2. 难点分析
该零件的难点在于对称两边35mm的直槽降低了零件的刚性和强度,使得卡盘装夹十分困难,无论用多小的夹紧力都会让零件发生弹性变形。
(1)自定心硬爪装夹 从图2可以看出,采用的是硬爪夹持的方式,靠夹爪前端三个小圆弧点夹紧外圆,由于夹紧力全部集中在这三个点上,受力变形量是最大的。如图3所示,三爪夹紧后零件外圆已发生宏观变形,这时车削出来的外圆与内孔虽然圆度很好,但是松开夹爪后外圆与内孔由变形轮廓慢慢弹回,回弹到极限位置后形状不再发生任何改变,这时整个零件已变成异形轮廓。夹爪的夹紧力度也不好控制,力度太大,零件变形量增大;力度较小,车削时切削力大,零件容易打滑飞出,存在安全风险,加工难度极大。
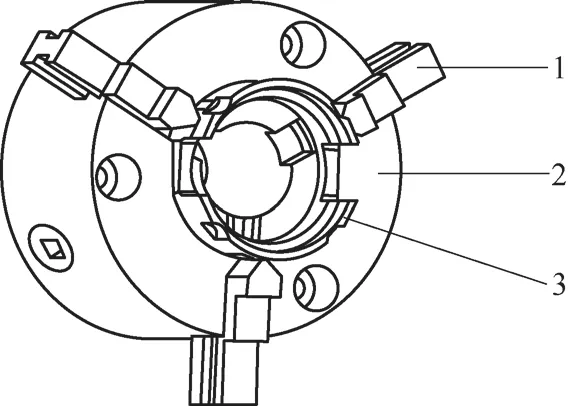
图2 普通硬爪装夹
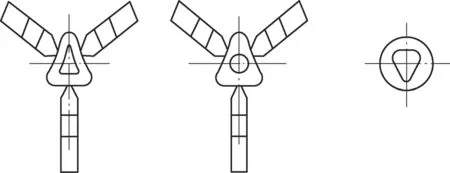
图3 薄壁零件三爪受力变形
(2)自定心软爪装夹 如图4所示,使用不经过热处理的软料制作而成的夹爪装夹零件,三个爪身上的圆弧与零件外圆直径相一致,这种装夹方式较稳定牢固。但由于夹爪靠近两边直槽附近的极限位置,直槽周围的壁厚较薄,刚性和强度非常差,夹紧力同样会让零件产生极大的弹性变形,夹紧力度如果较大甚至会让零件直槽附近断裂,产生零件飞出的安全风险,这种装夹方式和加工也较困难。
3. 特殊夹具的设计
基于以上两种装夹方式作为理论基础,提出一种特殊工装夹具的设计方案,如图5所示。
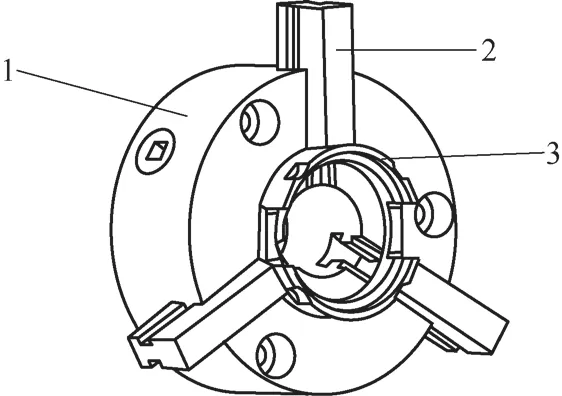
图4 软爪装夹
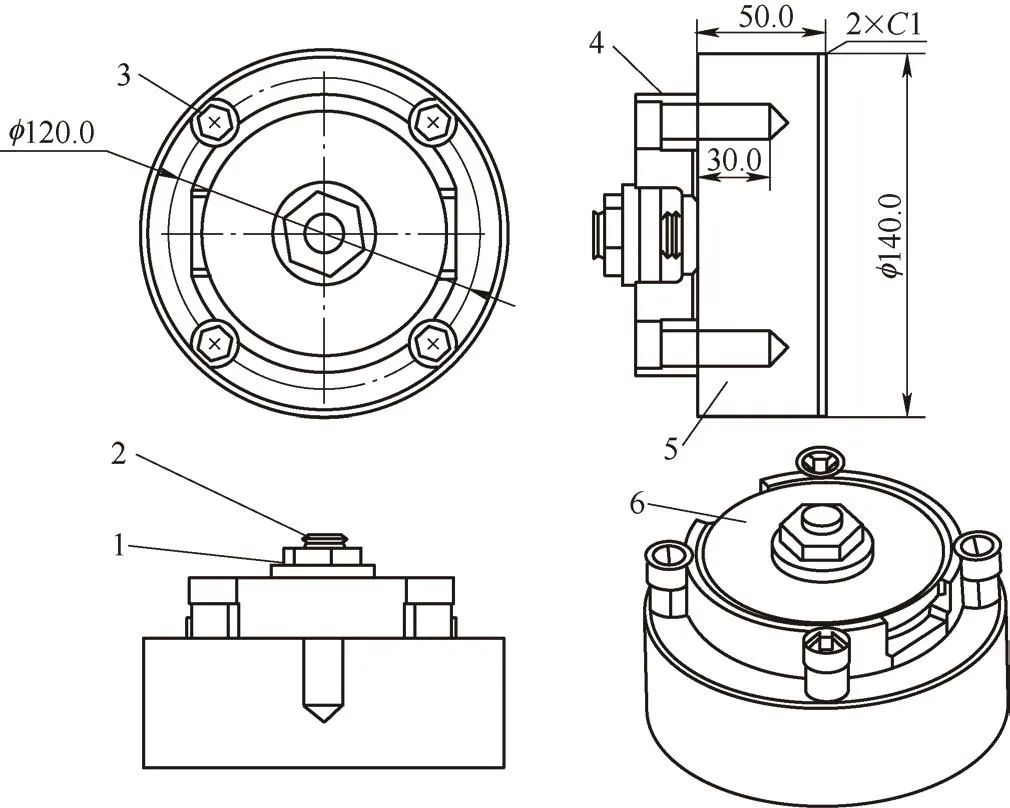
图5 夹具设计
结构说明:图6为夹具的立体装配视图,从图5设计图中看出夹具由一个直径140mm、厚度50mm的圆盘材料制作而成,在直径120mm的端面上加工4个均分90°M12×1.75mm的螺纹孔,在中心位置加工M16、深30mm的螺纹孔。在端面φ88mm的位置上加工一个宽5mm、深5mm的工艺环形槽,两边端面外圆上各倒1mm×45°的工艺倒角。
工艺环形槽的目的是为了让镗刀车削φ88mm的通孔时,能完全车削整个轮廓到底部,如图7所示,其作为避空效果。加工外圆可以不使用此避空槽,因尾部有1mm×45°的倒角,车削时终点距离留0.1~0.4mm的余量即可。零件上的4个R9.5mm圆弧槽作为车削内孔时的装夹位置,M12的螺钉锁紧在R9.5mm的圆弧槽里,制作4个开口等高垫片支撑在螺钉下面。
由于M12的螺钉一半锁紧在R9.5mm的圆弧槽里,一半是悬空状态,这样锁紧力不稳定,车削力较大,零件容易松动。如图8所示制作4个开口等高垫片作为悬空部分的辅助支撑块,高度与R9.5mm圆弧槽下半部分的高度相一致,使得4个螺钉接触面同步,锁紧力均匀平稳,零件安装牢固。垫片每次拆装方便,能直接插入在螺杆外部和快速拔出。
夹具体中间加工M16的螺纹孔来作为车削外圆的装夹位置,车削好内孔后,先不拆卸4个M12的螺钉,通过M16的螺杆与螺母把圆形垫片锁紧在零件的内孔台阶面上,再卸下M12的螺钉,达到了零件一次装夹加工成形的目的,能方便快速车削外圆,这样节省了后续第二次装夹所有的辅助时间,大幅提高了批量生产效率。
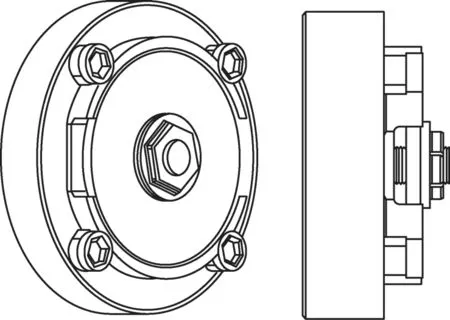
图6 夹具3D效果
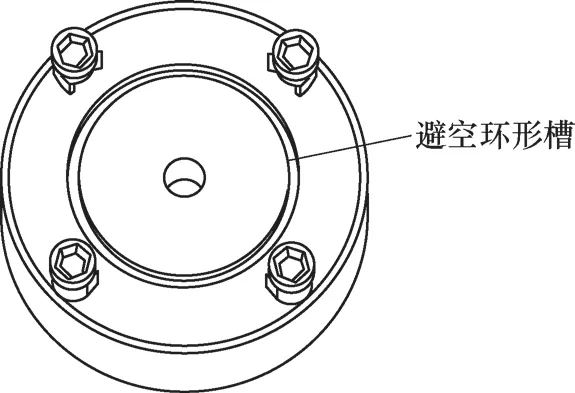
图7 避空槽工艺
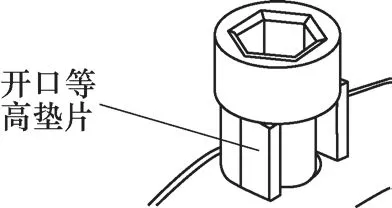
图8 开口等高垫片设计
图9 为安装到机床卡盘上的夹具装配效果,由于这种装夹方式没有采用径向夹持,两次都是横向固定的方法,零件不会发生装夹的弹性变形。由于是横向锁紧,安装牢固可靠、刚性极好,加工时不会产生切削力的振动,尺寸精度与表面粗糙度较好。
4. 工艺制定及检测结果
加工工艺检测结果如下所述。
(1)加工工艺 ①圆盘夹具夹持在机床卡盘上,杠杆千分表校准夹具使整个平面度保证在0.002mm的范围里。②零件紧贴在夹具平面上,把4个M12的螺钉安装在零件R9.5mm的一半圆弧槽里。③把4个等高开口垫片放置到M12螺钉下面,轻微锁紧螺钉。④杠杆千分表校准零件内轮廓的同轴度,之后锁紧M12的螺钉加工内孔所有轮廓。⑤内孔加工完成后,不拆卸M12的螺钉,把圆形垫片放置在内孔10mm深的台阶面上。⑥用M16螺杆安装到夹具中间螺钉孔里,配合螺母压紧圆形垫片从而锁紧零件。⑦锁紧后拆下4个M12的螺钉实现一次装夹加工外圆轮廓。
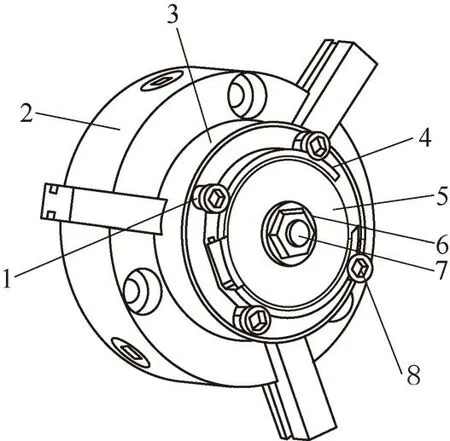
图9 整体装配效果
(2)检测数据 图10为样件经过精密三坐标检测后得到的数据:内孔直径(97.5+0.01)mm实际加工后尺寸为97.506mm,圆度轮廓0.005 4mm。外圆直径(108.0-0.01)mm实际加工后尺寸为107.990 5mm,圆度轮廓0.005 1mm。内孔与外圆同心度为0.001 6mm。
数据表明该零件非常适合此夹具的装夹与加工,零件没有发生任何的变形,尺寸和轮廓圆度非常好,都在公差范围内。其设计的加工工艺是经过一次装夹加工出来的内孔与外圆,所以同心度极好,大大节省了后续不必要的所有装夹调试辅助时间。
5. 结语
薄壁零件无论在车床装夹上还是铣床装夹上都是较棘手的难题,首先要解决的是装夹弹性变形的问题,其次才是加工尺寸各个精度的问题。很多时候虽然有了普通夹具的安装,但是避免不了还要经过第二次装夹或多次装夹来完成最终的加工,这样无形中又发生了n次微量变形,使得零件同轴度(同心度)也很难保证。此次的研究能很好地解决该薄壁零件装夹弹性变形的难题,又能快速有效地在一次装夹中完成所有轮廓的车削,同心度得到了很好的保证,生产效率也得到了很大的提高。通过对上述夹具方案的分析以及对实际加工样件的检测,证明了该夹具设计方案的可行性与实用价值。

图10 零件检测数据
