用于T611A镗床加工超长箱体工件的工装设计
2020-05-15兰州兰石集团兰驼农业装备有限公司甘肃兰州730087郑金虎严文杰
■ 兰州兰石集团兰驼农业装备有限公司 (甘肃兰州 730087) 郑金虎 严文杰
大型整地机械水平旋转驱动耙,其传动箱槽上有一系列安装耙齿轴的孔,不同型号的水平旋转驱动耙,随着传动箱长度的增加,其孔的数量也成对的增加,这些孔均用来安装轴承,工作时,整个箱槽内装满齿轮油,为了保证装配的精度及密封性,孔的设计精度等级为7级,水平旋转驱动耙传动箱总成如图1所示。
为保证孔的加工精度,这组孔必须在镗床上一次装夹后镗孔。T611A镗床,工作台尺寸为1 100mm×1 100mm,行程为800mm,如果直接使用T611A镗床,一次只能镗4个孔,无法满足加工要求。水平旋转驱动耙传动箱槽结构如图2所示。
要解决采用小设备T611A镗床来加工如此大型的工件的问题,就必须从工艺工装的角度来考虑,通过设计工装(见图3),将传动箱槽装夹在工装上,工装平台底面安装滑轨,将与滑轨配合的滑块固定在镗床工作台的台面上,则工装连同整个工件就可以在镗床台面上来回滑动。
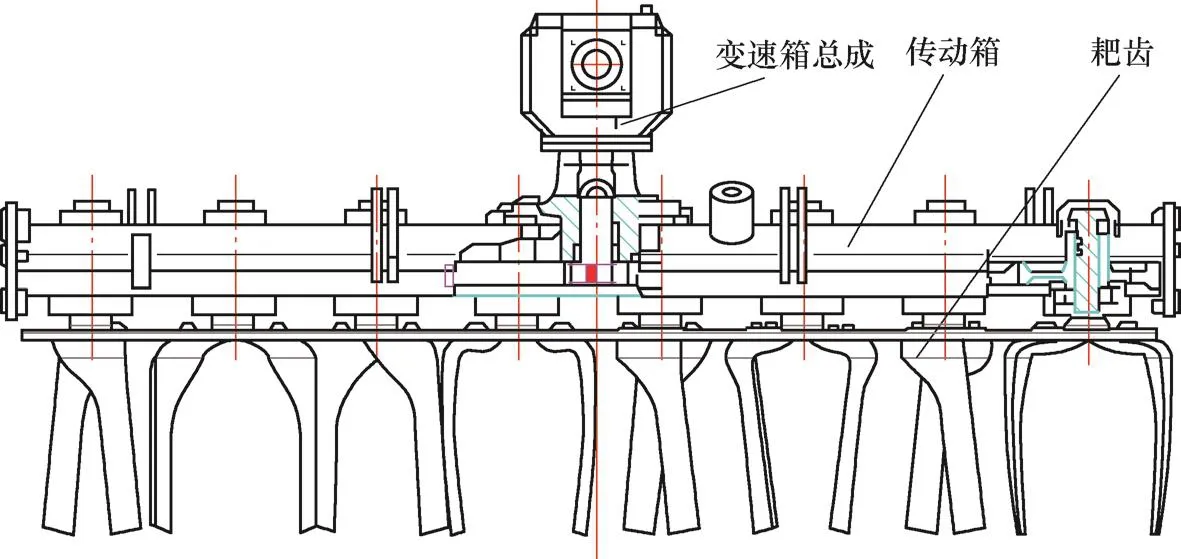
图1 传动箱
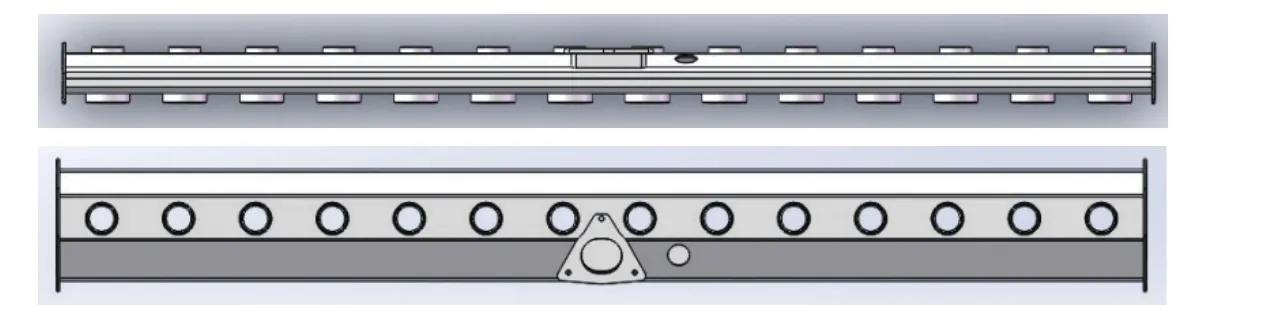
图2 传动箱槽
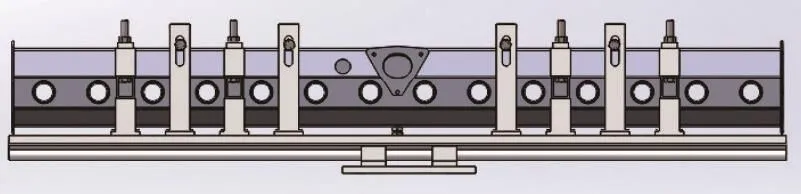
图3 工装
为了保证工装的通用性,工装平台总长度为3 500mm,适用于3 500mm长度内的全系列水平旋转驱动耙传动箱的加工。水平旋转驱动耙传动箱上槽上除了轴承安装孔,还有一个变速箱安装座,为了保证安装尺寸,加工时必须以变速箱安装座的平面为基准,保证轴承座孔端面与变速箱安装座端面的平行度0.05mm,以及轴承座孔轴线与轴承座孔端面的垂直度0.04mm,因此,工装的设计以传动箱上槽的表面为定位基准,装夹时传动箱上槽的表面靠紧定位板,用压板夹紧;工件Z轴(高度)方向靠工装平台上的5个调节螺栓调平,螺栓上有紧固螺母,调平时,镗床主轴上安装百分表,配合滑轨的滑动和工作台的移动,用百分表找各轴承孔的中心,保证各孔中心在一条水平线上,工件调平后旋紧螺母,上表面用压板压紧。传动箱上槽的孔径为φ80H7mm,下槽的孔径为φ110H7mm,为了方便加工,传动箱体在焊接前,各轴承座先进行预加工,所有内孔单边留2.5mm镗孔余量,镗孔时工件下槽朝向镗床主轴方向,如图4所示。1BQ-3.5水平旋转驱动耙传动箱槽质量240kg,工装平台总质量530kg,为了保证工装的强度、承载力和滑轨移动时的平稳性、精度,本结构选择了SBR50型直线型滑轨,配合SBR50UU型滑块,4个滑块通过底板安装座固定在镗床的工作台面上,滑块安装底板通过T形槽螺栓与镗床工作台固定,通过计算,滑块在X轴方向的安装间距为320mm时,在工装滑移至工件的最两端轴承座孔和镗床主轴对正时,滑轨不会脱离滑块。镗孔时,从最中间的孔开始向两头加工,加工完一组孔,滑动工装,位移由数显位移传感器来保证,能精确保证孔距尺寸(245±0.036)mm,工装滑动到位时,通过滑块侧面的锁紧螺钉锁住滑轨,避免加工过程中由切削力和工件振动造成的偏移。
工装上侧面和上面的夹紧机构设计在两组孔的中间,如此则能完全满足3 500mm长度范围内各种型号驱动耙传动箱体的镗孔加工。传动箱局部如图5所示。

图4 装夹示意
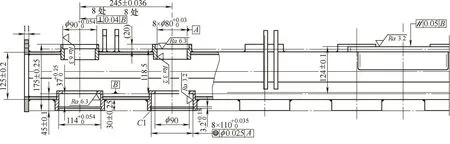
图5 传动箱局部
