岸边集装箱起重机拉杆轴孔优化工艺方案
2020-05-14邵静霞赵俊林
邵静霞 赵俊林
上海振华重工(集团)股份有限公司长兴分公司
1 引言
拉杆部件是岸边集装箱起重机(以下简称岸桥)构件中极其重要的部件之一,主要作用是连接梯形架和大梁。拉杆部件包括前拉杆、中栏杆、后栏杆和拉杆附件[1]。当岸桥处于工作状态时,前大梁处于水平状态,拉杆保证梯形架和大梁之间的稳定连接。当岸桥处于非工作状态时,因某些需求(如船舶靠码头时需要避让等)前大梁必须扬起,拉杆须配合进行折叠,确保前大梁从水平状态平稳过渡至扬起状态。因此,拉杆的质量直接影响到岸桥前大梁扬起的状态[2]。
总装完成的岸桥的轨道之间经常存在的高低差影响岸桥的吊载能力。拉杆制作安装时的应力变化是导致存在高低差的关键原因之一。因此在岸桥检验标准中对拉杆应力及轨道高低差值有着较高的要求。但在实际制造过程中,因为加工完成的左右侧拉杆轴孔长度不一致,易导致岸桥拉杆左右侧应力及轨道高低超出标准。保证左右侧拉杆轴孔长度一致,是从源头杜绝拉杆应力及轨道高低差超标问题的措施。
2 原因分析
岸桥拉杆系统主要分为前拉杆、中拉杆和后拉杆。其中前大梁拉杆主要由拉杆、拉板、偏心套、销轴、卡轴板等零件组成,拉杆截面形式为H形,拉板截面为矩形[3]。前拉杆是连接前大梁与梯形架之间的重要受力构件。前大梁构件和拉杆的制作精度,是导致轨道高低差存在的主要原因,同时也会对拉杆应力的均衡性造成影响。
拉杆工字梁结构的变形主要分为角变形、弯曲变形和扭曲变形3大类。拉杆工字梁发生扭曲变形的首要原因为焊接变形。焊缝的角变形沿焊缝长度方向分布不均匀,且变形沿焊缝长度逐渐增大。拉杆总长约23 m,截面外形尺寸为356 mm×440 mm。这样的构件相对整个岸桥来说属于细长杆件,在项目整体总装后会出现轻微扭曲变形。加之制作完成的拉杆经过转运、吊装等工序,使得工字梁因焊接变形产生的内应力释放,外观表现出扭曲现象,导致同组左右侧拉杆两端轴孔间的距离不一致,对岸桥拉杆左右侧应力差及轨道高低差产生不利的影响。
3 拉杆制造工艺优化方案
为了提高拉杆的制作精度,避免轴孔长度不一致的情况出现,须先矫正拉杆的扭曲状态,然后对同组的左右侧拉杆进行同步划线加工。
3.1 拉杆划线前准备工作
对拉杆构件进行尺寸复核,且拱度、直线度、扭曲度及腹翼板垂直度必须满足检验标准。进入划线工序前,在保证稳定性和安全的前提下,构件的自由度尽可能大,即不约束构件,让其处于自由状态,同时确保划线场地平整,必要时可进行激光经纬仪校平,有条件的情况下可以考虑在整体水平胎架上进行制造。
3.2 构件布置及矫正
构件放置形式见图1,左右侧同组拉杆并排靠牢。在左右侧拉杆A、B端各布置1根垫梁,靠近中心位置布置1台千斤顶。放置拉杆前须使用激光经纬仪校正2个垫梁至水平,最终的水平误差值控制在2 mm内。
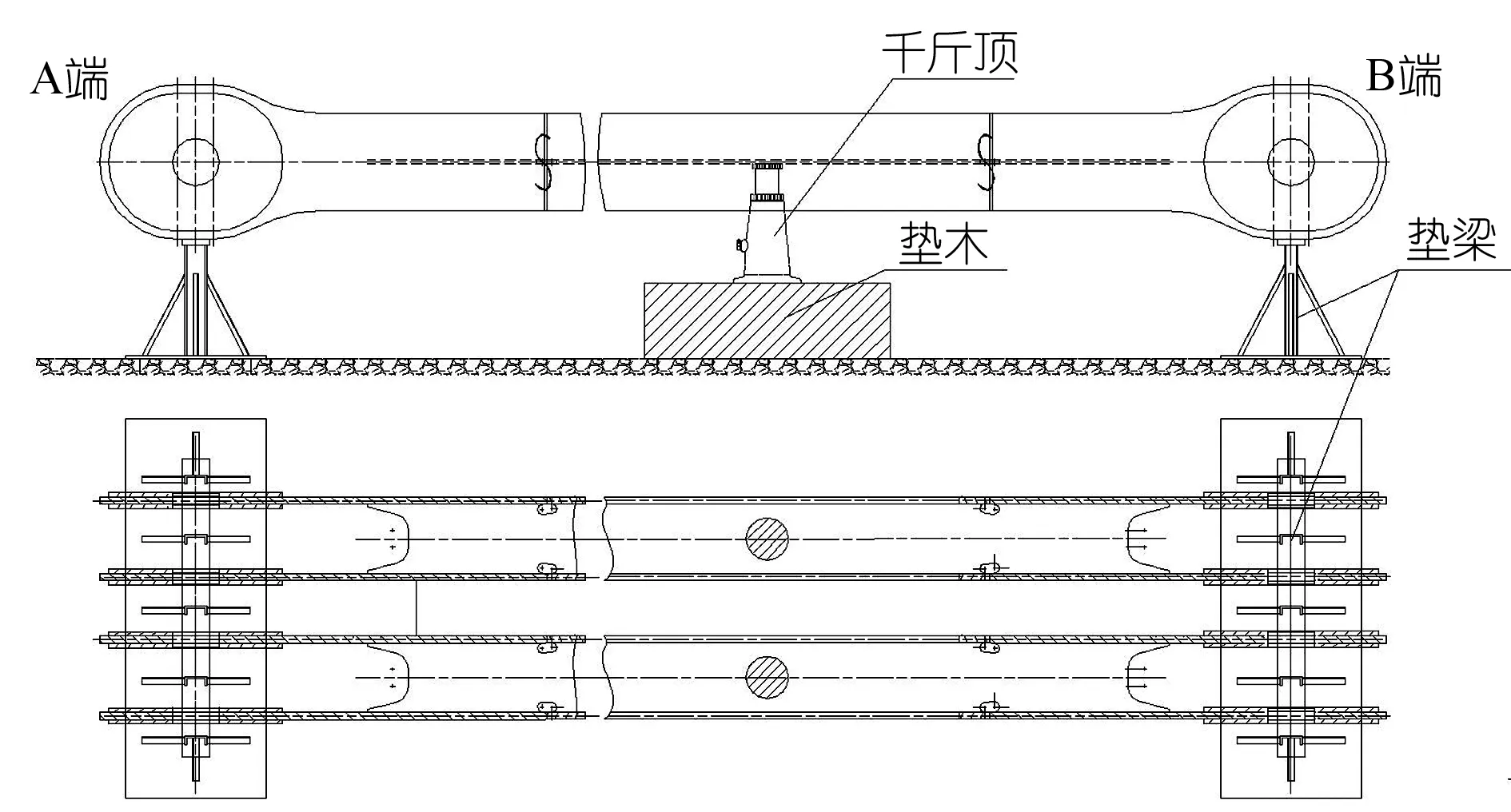
图1 拉杆构件放置示意图
根据拉杆结构特点及扭曲产生的原因,确定采用火焰矫正法对拉杆进行矫正(见图2)。火焰矫正法是以火焰和加热器为热源,对焊接构件反方向进行加热,使火焰加热产生的收缩变形抵消焊接过程中产生的收缩变形,从而达到矫正的目的。根据检验标准,火焰校正的最高温度不能超过650 ℃。
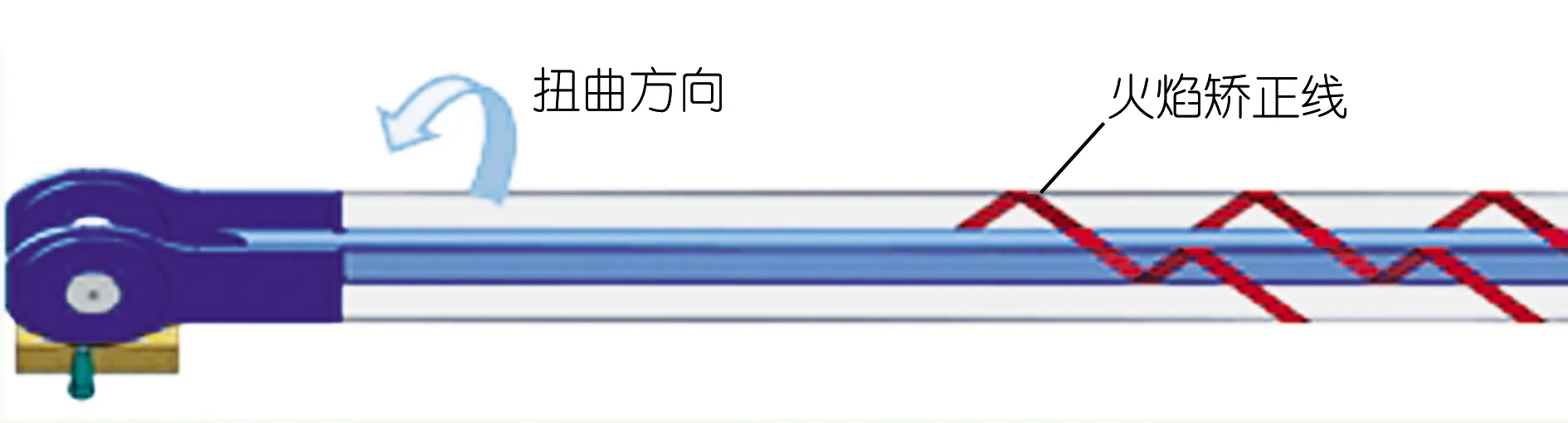
图2 拉杆火焰矫正示意图
3.3 定位摆放拉杆
将激光经纬仪摆放于适当的位置(激光点必须高于拉杆),调整仪器至水平后准备检测。

图3 工艺板安装示意图

将单个拉杆按图3所示位置上的中间开档分中线利用激光经纬仪引出到工艺板上表面,即L″,并做好标注。
利用激光经纬仪进行监控,通过增减垫梁上垫板调整高低,尽量使4块工艺板上的O点(中心线L′与L″交点)在同一水平面,确认无误后在拉板开档内侧点焊固定。
将两端工艺板上的中心点O相连并找出其中点位置,将其标注至翼板外侧面上,即CC′。
再次利用激光经纬仪,根据左(或右)侧拉杆CC′及右(或左)侧拉杆CC′位置,调整2个拉杆在水平方向内的错位量,使2根拉杆保证齐平。
再次复核工艺板上O点位置,确保所有拉杆处于同一水平高度。
3.4 详细划线步骤
取一侧拉杆为划线对象,将轴孔长度尺寸引入到其两端工艺板上,得出2点,即P1和P2,将2点连成一线得到P1P2,此线必须与O点连线重合,且P1P2的中心位置必须与O点连线中心重合。


图4 拉杆开档找中示意图

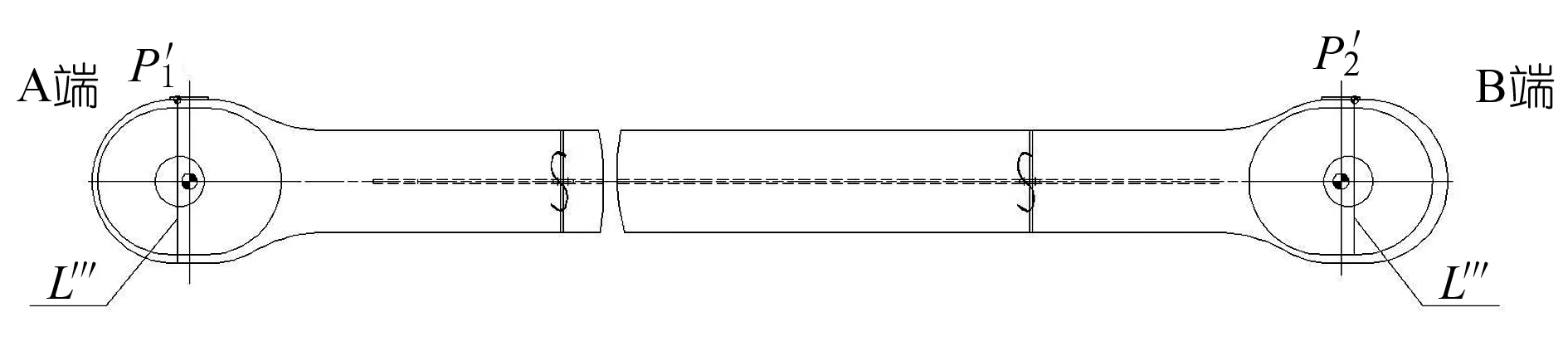
图5 拉杆重磅板划垂线
另一侧拉杆也通过激光经纬仪和前述划线方法找出重磅板垂直中心线L‴(见图6)。
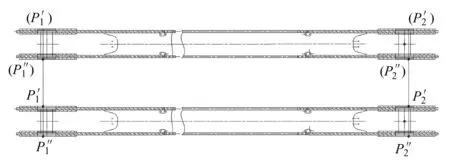
图6 尺寸复制
将重磅板轴孔的水平中心线和垂直中心线分别做好相应的标记,以便后续的表面加工。
4 实际案例分析
通过上述划线方案,对需加工的轴孔进行标记,理论上可以达到精确控制加工的目的,但还需要进一步实践验证。选定一个试行的岸桥项目,实施上述划线工艺方案后,再使用专用的镗孔工装进行机加工。收集试行项目加工完成的测量数据,可以看出同组拉杆两端轴孔间距尺寸基本一致,偏差均控制在1 mm以内,试验效果较好(见图7)。
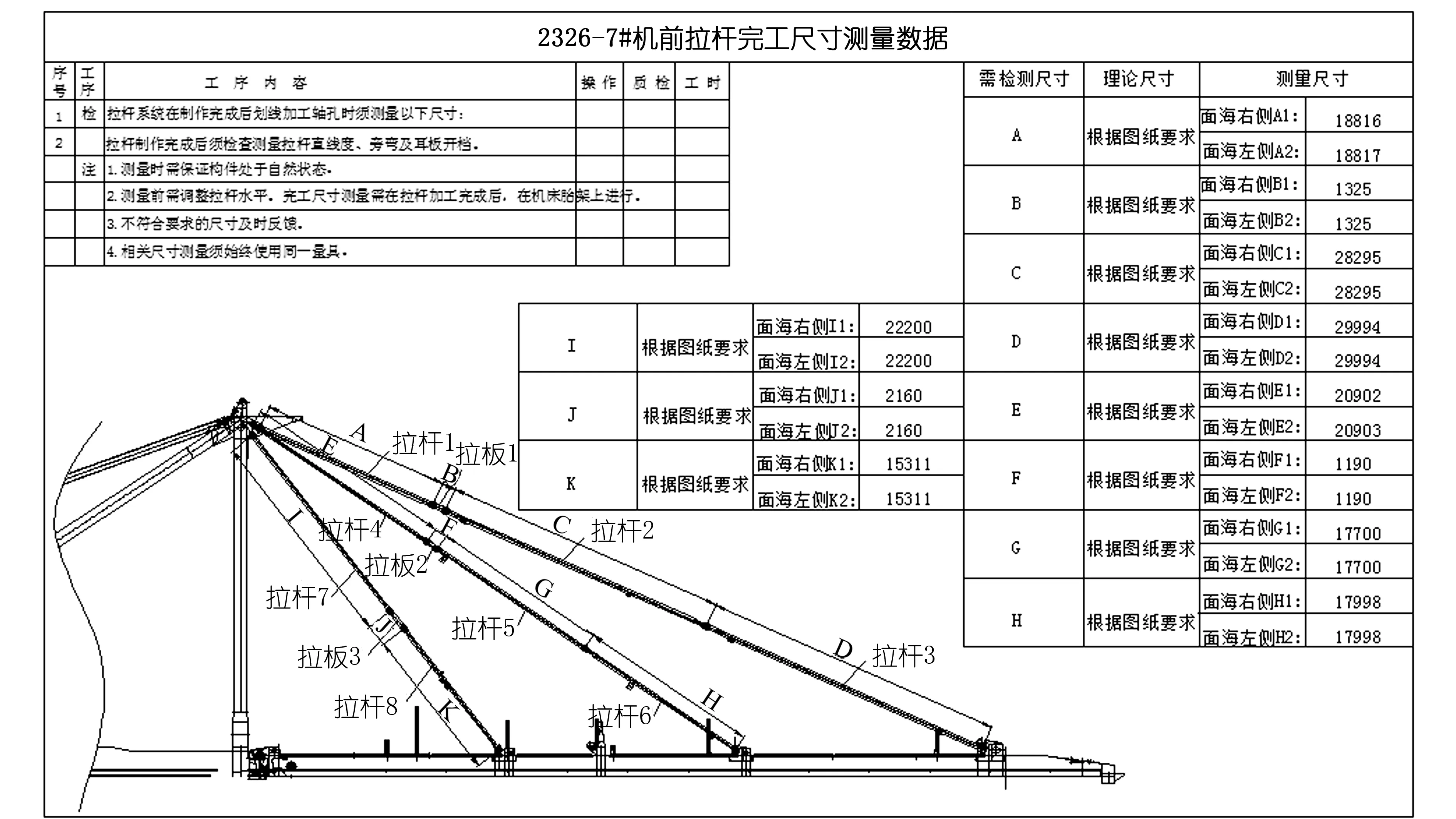
图7 同组左右侧拉杆实测数据
5 结语
为了确保上述工艺方案的有效落实,在制造车间设置拉杆的专用加工工位,确保划线及镗孔在一个工位完成,减少吊装、转运等因素对其状态的影响。设计专用工装或夹具,目的是调整拉杆直线度、下挠量、扭曲度等尺寸,使拉杆各方面尺寸均符合机加工要求。项目实践发现,更新后的工艺流程可确保岸桥项目上成对的拉杆轴孔在机加工后符合尺寸要求,进一步确保拉杆后期的安装精度,以及整个岸桥总装完成时大梁和梯形架之间的稳定连接,一定程度上可解决大梁轨道之间存在高低差的问题。
