1Cr18Ni9Ti不锈钢薄板Nd:YAG脉冲激光焊焊接参数研究
2020-05-11陶万勇徐小明王璐
陶万勇 徐小明 王璐
摘 要:针对1Cr18Ni9Ti不锈钢薄板缝的脉冲激光焊接进行了研究。研究结果表明,焊缝熔深与激光功率呈线性关系;0离焦时适合1Cr18Ni9Ti不锈钢薄板的激光焊接参数范围为:脉宽2-10ms,功率0.5-2kW,在此参数范围内焊缝无飞溅。当功率大于2kW时,可通过调节负离焦量控制焊缝飞溅。
关键词:脉冲激光焊;不锈钢;熔深
Abstract: The pulsed laser welding of 1Cr18Ni9Ti stainless steel sheet seam was studied. The results show that there is a linear relationship between weld penetration and laser power, and the range of laser welding parameters suitable for 1Cr18Ni9Ti stainless steel sheet at 0 negative focal shift is: pulse width 2-10ms, power 0.5-2kW, and there is no spatter in the range of these parameters. When the power is greater than 2kW, the weld spatter can be controlled by adjusting the negative focal shift.
引言
不銹钢由于其良好的高温抗氧化性、热稳定性、易加工成形和优良的抗腐蚀性[1],广泛应用于航空、航天、汽车、船舶等领域。在航空领域,尤其是航空发动机零部组件的制造中,常常需要焊接成形[2,3],激光焊因具有高能密度、深穿透、高精度、变形量小等优点[4],特别适用于薄板的焊接[5-8]。目前对薄板激光脉冲焊接的研究主要集中在接头强度的比较,激光焊工艺参数对熔深、熔宽的影响研究较少,本文采用脉冲激光焊,针对2mm不锈钢薄板,研究功率、脉宽等对焊缝质量的影响,以对后续的生产提供试验和理论支撑。
1 试验设备及材料
焊接试验选用的是大族CFJH300激光焊机,具体参数如下:额定功率为2kW的Nd:YAG固体激光器,输出波长为1.06μm的连续波激光,激光束由内径为0.6mm的光纤传输,经焦距为200mm的透镜聚焦输出激光束焦点半径为0.3mm,同轴保护气为Ar气体。
试验材料为100*20*2mm的1Cr18Ni9Ti不锈钢板,本试验主要研究激光功率和脉宽等参数对焊缝熔深的影响,因此为了减少接头形式及其尺寸等因素的影响,本文采用对接(如图1所示)方式,试验前将试验件用酒精擦洗干净,通过改变激光功率、脉宽、离焦等焊接参数的变化研究其对焊缝质量的影响。
2 试验结果与分析
2.1 激光功率、脉宽对焊缝质量的影响
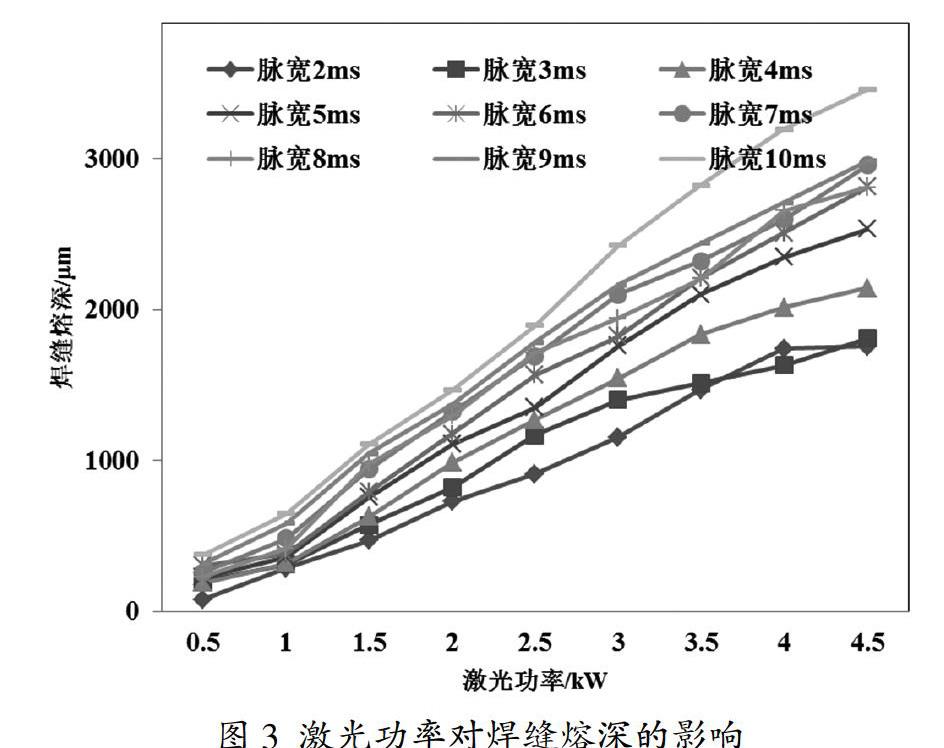
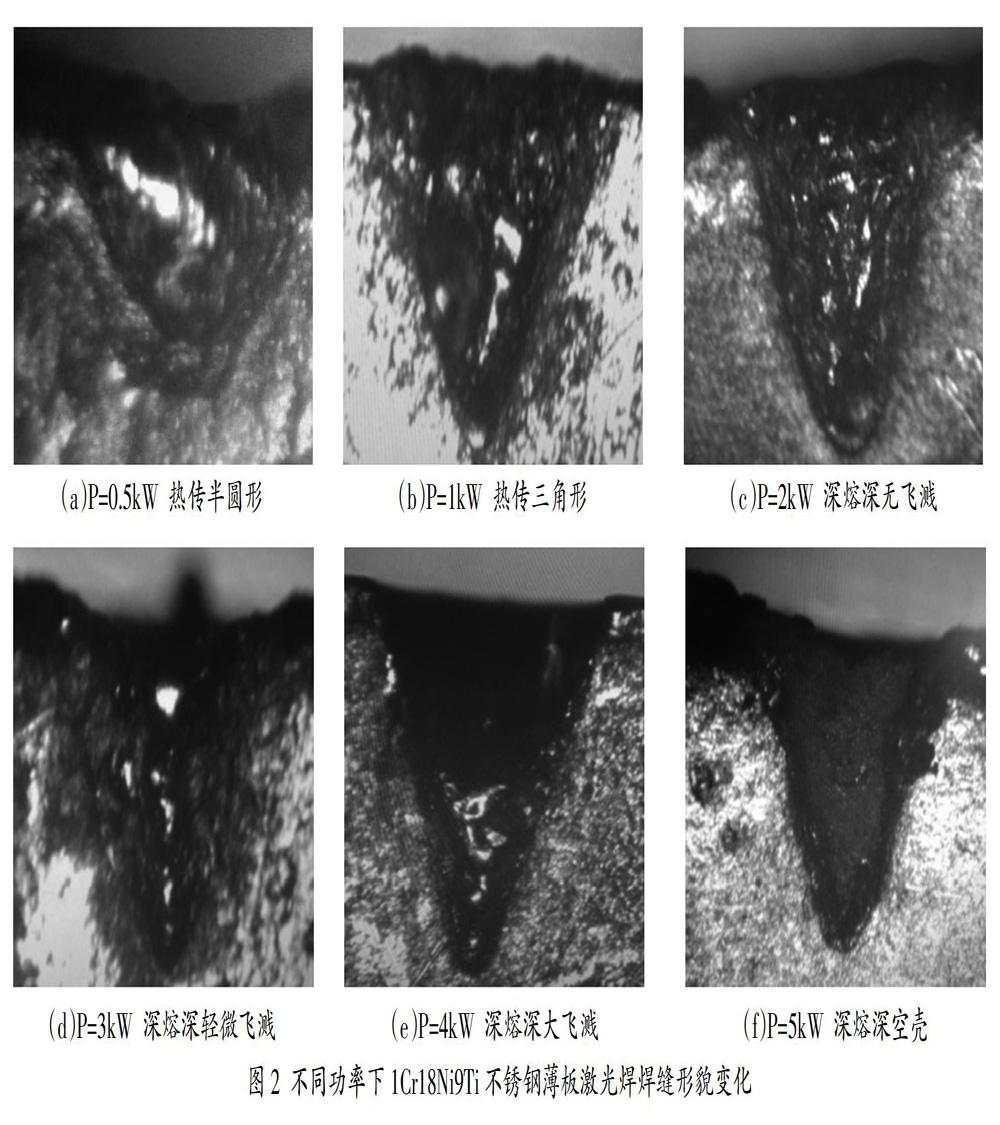
图2是脉宽为5ms时,功率的改变对1Cr18Ni9Ti不锈钢薄板焊缝形貌的影响。从焊缝形貌可以看出,当激光功率较小时,试样未焊透,焊接模式为热导焊;随着激光功率的增大,逐渐焊接模式转变为深熔焊,当功率增加到一定水平,焊缝产生飞溅,飞溅量会随着功率的增加而变多产生深熔深空壳。0离焦时,通过对功率范围为0.5~5kW\脉宽范围为1~12ms内参数进行试验,并观察焊缝形貌,发现脉宽范围在0~10ms范围内,焊缝的熔深会随着脉宽的增加而变大,当脉宽大于10ms后,熔深基本无变化,但脉宽为1ms时,焊缝基本呈现两种形态:热传导半圆型或焊点无料型,由于其熔深远小于熔宽,不合适焊接选用。从图3中可以看出,当脉宽小于10ms时,焊缝熔深与激光功率呈正比,但试验中发现当功率大于2kW时,焊缝会发生飞溅。本文认为0离焦时适合1Cr18Ni9Ti不锈钢薄板的激光焊接参数为:脉宽2-10ms,功率0.5-2kW,在此参数范围内焊缝无飞溅,可达最大熔深约为1500μm。
2.2 离焦量对焊缝质量的影响
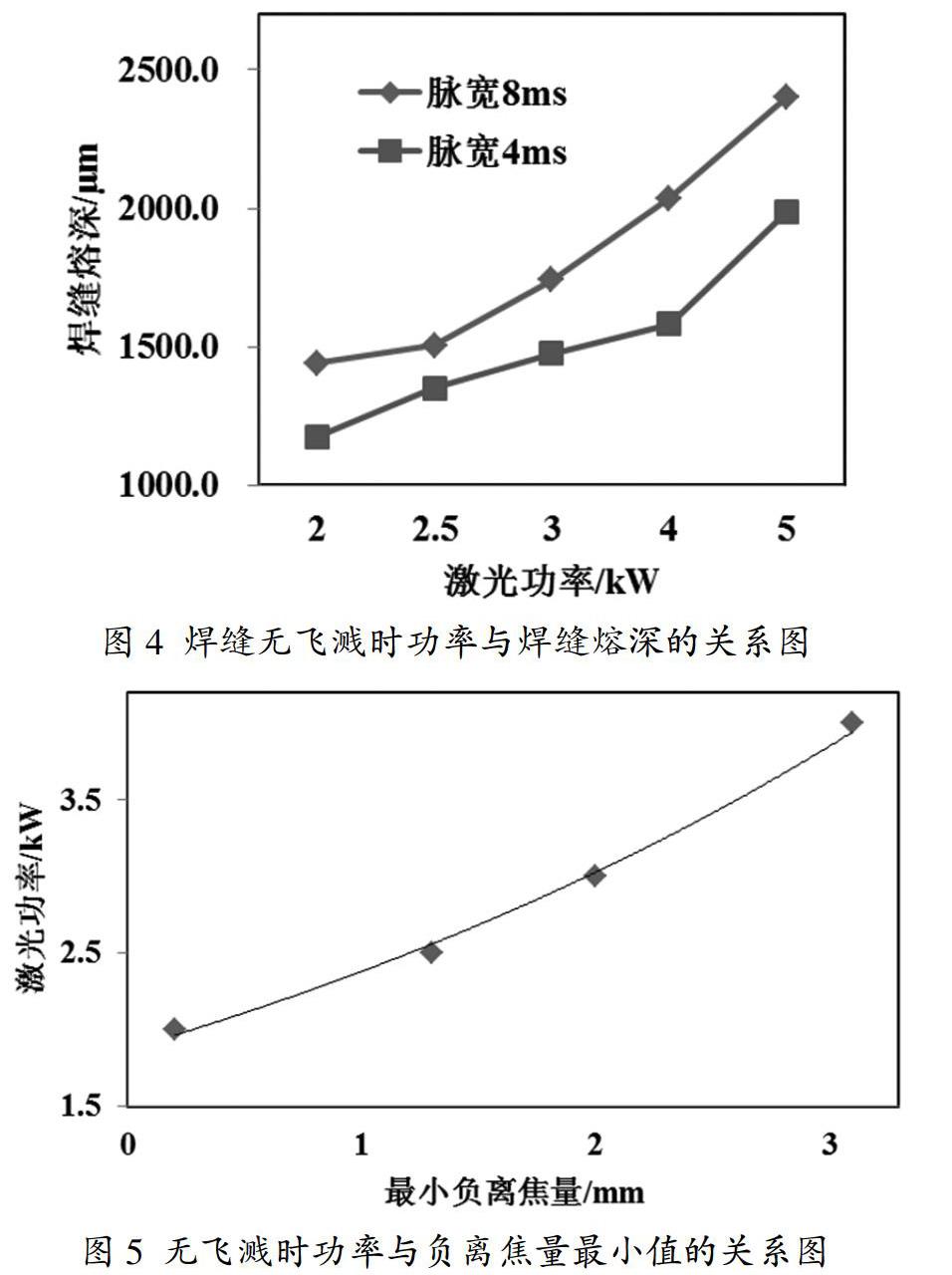
为进一步研究离焦量对焊缝熔深的影响,试验选取功率5kW、4kW、3kW、2.5kW、2kW;脉宽分别为8ms、4ms,对试验件进行焊接,焊接过程中保持负离焦,且负离焦量逐步加大。试验发现,负离焦时,脉宽对焊缝是否发生飞溅影响不大,功率对焊缝是否飞溅有显著的影响,即负离焦时焊缝熔深的主要影响因素是激光功率,且焊缝熔深随着功率的增加而变大。图4是当功率大于2kW时,焊缝刚好无飞溅时功率与焊缝熔深的关系图,从图中可以看出,负离焦时随着功率的增加,熔深呈线性增长。
试验中发现,增加焊接功率,通过控制负离焦量,可实现焊缝大熔深且无飞溅,图5是无飞溅时功率与负离焦量最小值的关系图,通过拟合,得出焊缝无飞溅时,功率与最小离焦量的关系,其公式为:
I=(7.92P-14.166)1/2-1.086 (1)
式中,P为激光功率,单位为kW;I为离焦量,单位为mm。通过公式计算,当焊接功率大于1.94kW时,需要负离焦才能确保焊缝无飞溅。
3 结束语
(1)激光功率对焊缝熔深影响较大,焊缝熔深与激光功率呈线性关系。
(2)0离焦时适合1Cr18Ni9Ti不锈钢的激光焊接参数为:脉宽2-10ms,功率0.5-2kW,在此参数范围内焊缝无飞溅,可达最大熔深约为1500μm。
(3)当功率大于2kW时,可通过调节负离焦量控制焊缝飞溅,最小负离焦量与激光功率呈指数关系。
参考文献:
[1]中国机械工程学会焊接学会.焊接手册,第2卷,材料的焊接[M].北京:机械工业出版社,2001.
[2]马卓.先进焊接技术发展现状与趋势[J].科技创新与应用,2013(03):122.
[3]张宏武.焊接技术在航空航天工业中的应用研究[J].科技创新与应用,2015(27):133.
[4]陈彦宾.现代激光焊接技术[M].北京:科学出版社,2005:2-3.
[5]孙希庆,洪永昌,张武.DC04薄钢板的脉冲激光焊接工艺研究[J].电焊机,2010,40(5):130-134.
[6]马广义,吴东江,王占宏,等.脉冲激光焊接对超薄HastelloyC-276焊缝成形的影响[J].中国激光,2011,38(6):1-5.
[7]李启波,彭道横.超薄不锈钢微激光焊接工艺的研究及应用[J].现代焊接,2011(2):38-41.
[8]罗小敏,任江伟.脉冲激光焊在薄板中的应用研究进展[J].热加工工艺,2016,45(15):6-9+14.
