3.33 dtex中空聚酯短纤维生产工艺探讨
2020-05-11覃燕杰
李 青,张 晖,覃燕杰
(中国石化仪征化纤有限责任公司短纤部,江苏仪征 211900)
由于三维卷曲中空聚酯短纤维拥有优越的膨松性、回弹性以及保暖性,所以被广泛地应用在填充材料、喷胶棉和人造毛皮等领域,常规产品一般选择6.67 dtex中空短纤维。而3.33 dtex中空短纤维除了拥有上述特性外,还具有线密度小、手感柔软、毛型感强等特点,是理想的毛混纺原料[1],另外其轻便有利于吸收声波的特性使其成为吸音棉生产的首选原材料[2]。所以3.33 dtex中空短纤维在市场上很受欢迎,需求量不断增加。实际生产过程中低密度中空纤维的膨松性会存在波动的问题,影响产品质量,所以本文对3.33 dtex中空短纤维生产过程中的关键工艺控制点进行了探讨,以确保最终产品的质量。
1 试 验
1.1 原料、生产设备
熔体:仪化公司聚酯部1单元聚酯熔体,特性黏度0.670~0.690 dL/g。
纺丝油剂:第一油剂,YCD-1065;第二油剂,硅油YCD501/YCD502。
设备:东洋纺2万吨/年HV452型纺丝设备,LHV902型后处理联合设备,产地均为日本。
1.2 工艺流程
熔体输送→静态混合器→纺丝→卷绕→往复落桶→集束→导丝机→油剂浴槽→第一牵伸机(DF1)→牵伸浴槽(DB)→第二牵伸机(DF2)→蒸汽加热箱(HBX)→第三牵伸机(DF3)→紧张定型机(HR)→叠丝机(TA)→卷曲机(CP)→冷却输送机→曳引机→切断→松弛热定型机(SE)→打包[3]
1.3 测试仪器及方法
倍半伸长率EYS1.5:将单根纤维以20 mm的夹持长度和60 mm/min的拉伸速度,在XQ-01单纤维等速伸长型强伸度仪上进行拉伸,在拉伸过程中拉伸应力为屈服应力1.5倍时所对应的伸长读数[3]。
卷曲率:使用YG362A卷曲弹性仪,根据纤维的粗细,在规定张力条件下、一定的受力时间内,测定纤维长度的变化[4],并根据下面的公式计算卷曲率:
式中J为卷曲率,%;L0为纤维在轻负荷下测得的长度,mm;L1为纤维在重负荷下测得的长度,mm。
膨松特性:随机取25 g左右试样,经过梳棉机梳理,按照样板面积剪成厚度均匀的4块正方形(10 cm×10 cm)的中空棉块,静置10 min以上,在试样上加轻负荷压块(60 g),1 min后读取试样块高度h1,继续在试样上加重负荷压块(500 g),1 min后读取试样块高度h2,按下式计算膨松特性:
式中A为样板面积,cm2;V2为在重负载下纤维的膨松度,cm3/g;h2为重负载下试样块的高度,cm;G为4块中空棉块的重量,g。
滑爽性:经过梳棉机梳理的试样与滑爽级数为4.0级的标准样品进行手摸比较,若手感与标样一样则滑爽性定为4.0级,若比标样差,则根据实际手感,以0.5级依次递减进行定级。
结晶度测试:采用日本理学电机 SmartLab X射线衍射仪,角度为(6~36)°,Ni滤波片,铜靶。
1.4 主要参数
根据实际生产情况,3.33 dtex中空聚酯短纤维的工艺参数设定见表1。
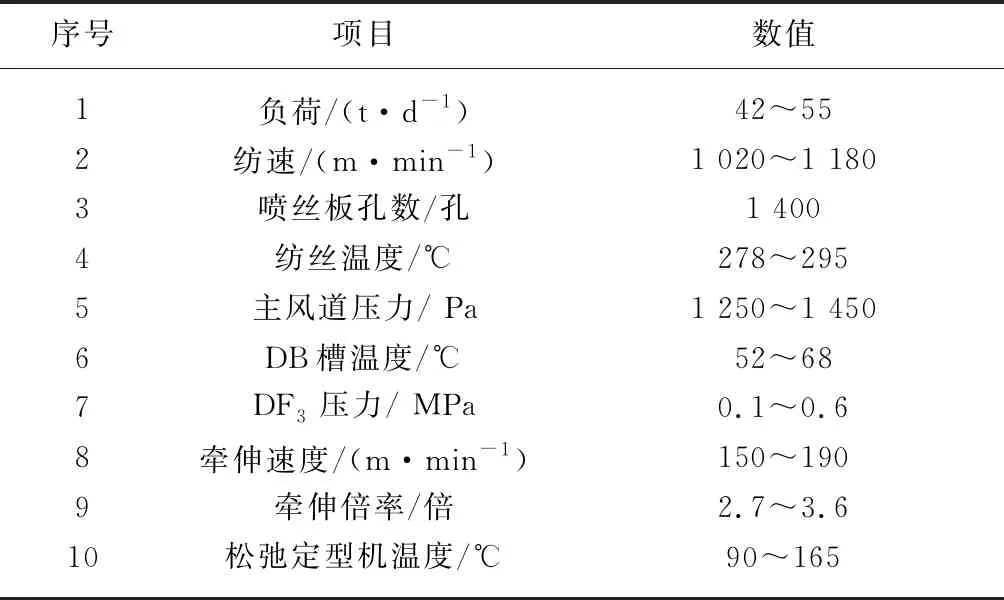
表1 主要工艺参数
1.5 中空纤维成形原理
从喷丝板“C”型孔挤出的熔体细流,由于熔体出口胀大效应使开口闭合,再经低温高速环吹风冷却形成中空初生纤维。中空初生纤维由于迎风面和背风面冷却差异大导致其径向上的分子链预取向度不同,经过牵伸后,径向上纤维的结晶度、取向度和非结晶区的高弹形变差异较大,最终导致纤维径向的内应力不一致。纤维出卷曲机后失去拉伸外力,这种内应力的差异导致纤维内部高弹形变回复程度不同,从而形成三维卷曲的形态。最后经过松弛热定型的作用,使得纤维的结晶度进一步提升,消除分子间内应力,固定纤维的三维卷曲,得到稳定的中空聚酯短纤维[5]。
2 结果与讨论
2.1 熔体特性黏度
熔体特性黏度对成品的指标有着重要的影响,在其他工艺相同的条件下,对不同熔体黏度进行了工艺试验,结果见表2。

表2 熔体黏度对纤维指标的影响
由表2可以看出,随着熔体黏度的提高,纤维的膨松指标逐渐提高,但是牵伸运行变差,所以熔体黏度不能太高,工艺上控制熔体黏度在0.675~0.685 dL/g,可以得到满足要求的产品。这是因为根据公式:[η]=K·(Mn)a,熔体的特性黏度与高聚物的分子量成正比。随着熔体黏度的增加,高聚物的相对分子量会提高,而相对分子量提高使得大分子链间作用力增加,不利于链段的运动,难以实现塑性形变[6],纤维拉伸困难。所以,适当提高熔体黏度,相对分子量高有利于加强原丝的骨架,最终的成品纤维膨松性好,但是熔体黏度过高,分子量增加反而会使纤维的可拉伸性降低,不利于牵伸,缠辊增加,运转率下降,疵点含量增加。
2.2 冷却工艺条件
3.33 dtex中空原丝由于线密度较小,比表面积增大,同时喷丝孔数较常规中空有所增加,因此,冷却工艺条件对纺丝的稳定性和膨松指标有较大的影响。本生产中冷却工艺采用的是低阻尼敞开式环吹装置,影响冷却工艺的参数主要有风温、风湿、风速、冷却吹风区的位置[7],聚酯纤维实际生产中风湿一般要求不低于65%。生产经验表明,随着冷却吹风区离喷丝板距离的增大,原丝的断面不匀率会增加,但如果吹风口顶部离喷丝板太近,会使板面温度下降,影响喷丝板的出丝状态,形成僵丝、注头丝等异常原丝,均会导致牵伸缠辊增加,影响成品指标。中空产品为了达到初生纤维截面径向上的不对称,要求冷却吹风区的位置距离喷丝板不能太远,以达到骤冷的效果,稳定原丝中空率,同时为了降低原丝的断面不匀率,所以生产中将环吹上盖高度适当降低2~4 mm。
冷却风温对中空纤维的生产比较重要。风温过高,熔体出丝冷却不充分,热量不能被带走,可能产生并丝、粘连丝,原丝中空率下降,初生纤维截面径向上的不对称性减小,从而降低成品纤维的膨松性;风温过低,熔体在喷丝孔处快速冷却,初生纤维径向双折射差异大,后牵伸性能降低,缠辊多、断丝增加造成疵点降等。常规中空纤维生产时环吹风温可控制在16~24℃,由于3.33 dtex中空原丝的线密度小,喷丝孔数增加,丝束冷却热交换量提高,所以控制风温在16~21℃。
冷却风速是影响中空纤维指标的重要工艺参数,合适的风速是形成原丝潜在卷曲的前提条件。在其他工艺相同的条件下,进行了冷却风速的工艺试验,结果见表3。

表3 环吹风速对纤维指标的影响
由表3可以看出,风速在3.2~3.4 m/s之间时,牵伸性能较好,同时纤维的膨松性指标高,所以生产3.33 dtex中空产品的风速一般控制在3.2~3.4 m/s。这是因为风速过小,原丝截面径向上的不对称性减小,后牵伸过程中潜在的卷曲性降低,膨松性差。风速过大,不仅会引起丝条扰动大,还会导致原丝的预取向度增加,EYS1.5减小,破裂丝增多,牵伸性能变差,缠辊多,疵点增加。
2.3 牵伸倍率的分配
中空纤维后牵伸有两段拉伸[8],一段由第二牵伸机与第一牵伸机共同完成,拉伸区域发生在DB槽内;第二段由第三牵伸机与第二牵伸机共同完成,拉伸区域发生在蒸汽加热箱内。拉伸倍率是由牵伸机采用不同的速比来控制的。实际生产中需要合理分配两段倍率,并使总倍率大于自然拉伸倍率。在总倍率保持不变的条件下,对同一批原丝进行了拉伸倍率的工艺试验,结果见表4。
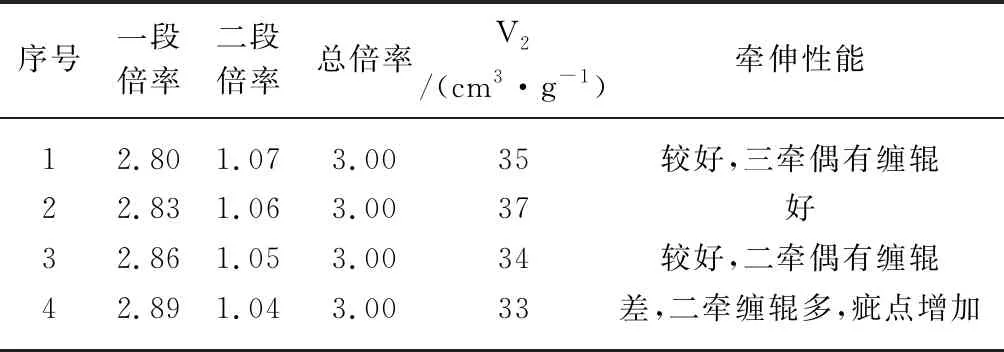
表4 不同的牵伸倍率分配对纤维指标的影响
由表4可以看出,随着一段倍率的提高,二段倍率的降低,纤维的牵伸性能变差,膨松指标也降低,其中一段倍率为2.83,二段倍率为1.06时,成品纤维的膨松性和牵伸性能最好。这是由于一段倍率过高,纤维所受的外力太大,纤维内部结构缺陷增多,性能变差,导致断丝、毛丝增多,所以二牵的缠辊增加,牵伸运行变差,疵点上升。另一方面,有研究证实[6]经过第一道拉伸后纤维内部分子仅产生轴向取向,没有形成结晶结构,而经过HBX以后纤维的结晶结构得以明显地形成。所以适当提高二段倍率有利于稳定纤维的骨架,提高纤维的膨松,实际生产中为了增加纤维的膨松性,在总倍率保持一致的情况下可以适当提高二段倍率,降低一段倍率。
2.4 蒸汽加热箱温度的控制
当纤维经过第一段拉伸后,就会发生一定程度的取向,纤维的玻璃化温度会有所提高,所以在第二段拉伸时,就必须采用更高的拉伸温度,以满足纤维拉伸的需要,而二段拉伸主要发生在蒸汽加热箱内。在生产中,保持其他工艺不变,对蒸汽加热箱的温度进行调整试验,结果见表5。

表5 蒸汽加热箱的温度对成品纤维指标的影响
由表5可以看出,蒸汽加热箱温度在90~100℃时,成品纤维的膨松性较好,这是由于纤维经过蒸汽加热箱的加热拉伸,大分子被进一步取向并结晶,同时还有定型作用,有利于中空纤维潜在卷曲的释放和固定,保证成品纤维的膨松性。中空纤维的结晶主要在DF2和DF3之间形成,较高的蒸汽加热箱温度有利于纤维结晶,从而保证了成品纤维的卷曲,提高膨松度。
2.5 松弛热定型机温度和风量的控制
3.33 dtex中空初生纤维经过牵伸后其内部分子结构不完善,必须经过松弛热定型,从而固定纤维卷曲形态,松弛热定型在聚酯中空纤维后加工过程中必不可少。有研究表明[9]在松弛热定型机二区纤维结晶就已基本完成,在松弛热定型机六区附近,结晶度已经不再变化,基本得到了稳定。在二区之后主要是不稳定结晶结构的晶粒重组,稳定纤维三维卷曲的形态,保证全部纤维在松弛热定型过程中均匀受热,最终得到稳定的结构。结合实际产能,本生产线在生产有硅品种时采用16个区进行加热,设定松弛前三个区的温度为90~140℃,后13个区温度设定为155~165℃。
松弛风量对纤维指标有较大的影响,其他工艺参数保持不变,对松弛风量进行调整试验,结果见表6。
由表6可以看出,随着SE风量的提高,纤维膨松、卷曲率和结晶度指标均有所增加,但是达到一定程度后,再提高风量对纤维指标影响不大。这是由于松弛热定型过程能够消除纤维分子的内应力,提高结晶度,稳定纤维的尺寸和结构,从而提高纤维的卷曲和膨松性能。所以对于松弛热定型机的风量,主要是考虑到穿透性,从而保证纤维烘透,受热均匀,确保纤维三维卷曲骨架的稳定,膨松、卷曲率和滑爽性能达标。本生产线控制风机风量在50%以上即可得到膨松度V2大于38 cm3/g、卷曲率大于14.0%、结晶度好以及手感优异的成品纤维。
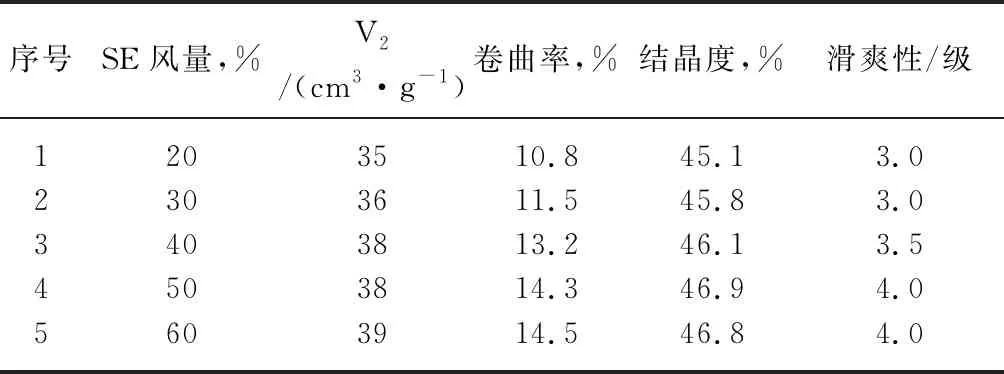
表6 松弛风量对成品纤维指标的影响
3 结 语
通过纺丝冷却条件和牵伸工艺的控制,可以实现3.33 dtex中空纤维的正常生产,产品膨松性满足用户需求。具体控制原则如下:
a) 为了提高原丝的拉伸性能,使初生纤维冷却均匀,同时提高成品纤维的膨松性,需要将熔体黏度控制在0.675~0.685 dL/g,冷却风温控制在16~21℃,风速控制在3.2~3.4 m/s。
b) 为了得到膨松度高的成品,牵伸的拉伸倍率需要进行合理的分配,并适当提高第二道牵伸倍率,蒸汽加热箱的温度不能低于90℃。
c) 为了保证成品纤维的膨松性和手感,需要合理设定松弛热定型机的吹风温度,适当提高吹风风量。
