Technical Parameter Optimization for Straw Fibre Mulching Film Raw Material from Corn Stalk
2020-04-28ZhangYingChenHaitaoLiLonghaiandHeYunyang
Zhang Ying,Chen Hai-tao,Li Long-hai,and He Yun-yang
College of Engineering,Northeast Agricultural University,Harbin 150030,China
Abstract: To obtain high quality raw materials,the optimization of process parameters of corn stalk-based raw material for straw fibre mulching film was studied. A central composite design (CCD) methodology of four factors and five levels was applied to determine the effects of four process variables,i.e.,stalk size,soaking time,working temperature and processing speed; the fibre yield,initial beating degree and fibre aspect ratio were selected as the objective functions. Fibre yield higher than 95%,initial beating degree greater than 9°SR and fibre aspect ratio greater than 45 were established as the expected values meeting the technical requirements of manufacturing stalk fibre mulching film. Response surface analysis methodology was employed. As a result,the optimal ranges of process variables were obtained as the following: the stalk size was from 3 cm to 10 cm,the soaking time was 18 h,the working temperature was 80℃,and the processing speed was 107-117 r · min-1. The results could be applied to the design and optimization of the D200 type stalk fibre preparation machine and to the process of making raw materials of corn stalk-based straw fibre mulching film.
Key words: corn stalk,mulch,raw material,biomass
Introduction
China is one of the world's largest grain producers,annually producing 300 million tons of corn stalk(Wang,2016). With improvements in grain production capacity,corn stalk production also gradually increases(Sain and Panthapulakkal,2005; Pandeyet al.,2008).These corn stalks are usually left in fields to be burned,collected by farmers to feed livestock or made into household items (Delgado-Aguilaret al.,2018). Under the influence of a traditional agricultural production mode,living habits and other aspects,a large number of corn stalks are burned or abandoned,which is not only a serious waste of stalk resource but also a pollutant of the ecological environment (Liet al.,2018). As a renewable resource with huge production,rational utilization of corn stalk can protect the environment,avoid resource waste and promote sustainable development of agriculture (Chen and Wang,2017; Heet al.,2016).
Due to the reduction of vegetation coverage and the increasing demand for paper products,using nonwood plants as a substitute for wood in papermak-ing is of widespread interest (Ververis and Georghiou,2004). Non-wood plants are a rich source of cellulose fibre; the composition,performance and morphological structure of their biological fibres are similar to those of wood,making them suitable for composite,textile,pulp and paper manufacturing industries (Hutter and Riccio,1998; Reddy and Yang,2005). As a kind of non-wood plant product,corn stalk has several advan-tages,including a short growth cycle,low cost,and huge production. Because the lignin content in corn straw is low,the use of energy and chemicals is reduced(Ning and Hong). One quality index of papermaking is paper strength; the strength of paper made from plant fibre largely depends on fibre's length and aspect ratio (Dinwoodie,1965; Seth and Page,1988). Paper strength is pro-portional to fibre yield and fibre length(Madakadzeet al.,1999; Kelloggand and Thykson,1975).
Corn stalk fibre can be prepared by a chemical or physical method. Using a chemical method to make fibre with acid or alkali will destroy the internal structure of the stalk (Xu and Zhang,2012). The purity of plant fibre obtained from the chemical method is high,while the fibre yield is low,and the production process will also produce chemical agents that cannot be discharged into sewage until they are further treated. The physical method produces fibre by steam explosion; the purity obtained by this method is lower than that by the chemical method,but the fibre yield is high,and no sewage is produced(Liuet al.,2017). The corn stalk fibre can be made into straw fibre film by further processing. This kind of film can inhibit weed growth,increase crop yield,increase soil water content,and is completely biodegradable without causing any pollution (Zhanget al.,2014). Compared with using plastic film,stalk fibre film is more conducive to the sustainable development of agriculture (Guanet al.,2011).
In this study,based on previous researches (Yuanet al.,2011; Yuan,2011; Zhang,2014),a central composite design (CCD) methodology of four factors and five levels was used to determine the effects of these factors to responses. Moreover,the process of physical preparation of corn stalk fibre was optimized and a theoretical basis for manufacture and improvement of the stalk fibre mulching film was provided.
Materials and Methods
Materials
Dongnong 253 corn stalks harvested in 2018 in Xiangfang Test Base of Northeast Agricultural University were used in this study.
Equipment and instrument
The followings were used in the study: D200 type straw fibre preparation machines (25-120℃ working temperature,0-140 r · min-1processing speed) developed by Northeast Agricultural University; ZT4-00 type beater (Zhongtong Test Equipment Co.,Ltd.,China); Plus V3.5.0 Leica Qwin optical microscope(Leica Microsystems Co.,Ltd.,Germany); ZCX-15PA type pattern copying device (Changchun Yueming Scientific Instruments Co.,Ltd.,China); ZBSX-92A type vibration sieve machine (Zhejiang Xinda Instruments Factory,China); ZJG-100 Schober's beating degree instrument (Changchun Yueming Scientific Instruments Co.,Ltd.,China); DRK101A paper products quality detector (Jinan Nake Industry and Trade Co.,Ltd.,China); JA5003B type electronic balance (0.001-g precision Shanghai Jingke Tianmei Scientific Instruments Co.,Ltd.,China); YHG400-BS-II rapid far-infrared oven thermostat (Shanghai Huyueming Scientific Instruments Co.,Ltd.,China);GBJ-A fibre standard dissociation machine (Wuhan Graimo Test Equipment Co.,Ltd.,China); WG-2B centrifuge (Xingtai Haocheng Technology Development Co.,Ltd.,China); ZUS-4 type paper thickness tester (0.001-g precision,Changchun Yueming Small Test Machine Co.,Ltd.,China); a straw rubbing and cutting machine (Harbin Longmu Machinery Company,China).
Methods
A central composite design (CCD) methodology of four factors and five levels was applied to determine the effects of four process variables,stalk size (A),soaking time (B),working temperature (C)and processing speed (D). They were selected as influencing factors affected the properties of stalk fibre; and fibre yield (y1),initial beating degree(y2) and fibre aspect ratio (y3) were chosen as the objective functions. The factor level coding table is shown in Table 1,while the experimental arrangement is shown in Table 2,which allowed the processing parameters of the corn stalk-based raw materials for the straw fibre mulching film.Design-Expert software (Version 6.0.10,State-Ease,Inc.,USA) was used for data processing.
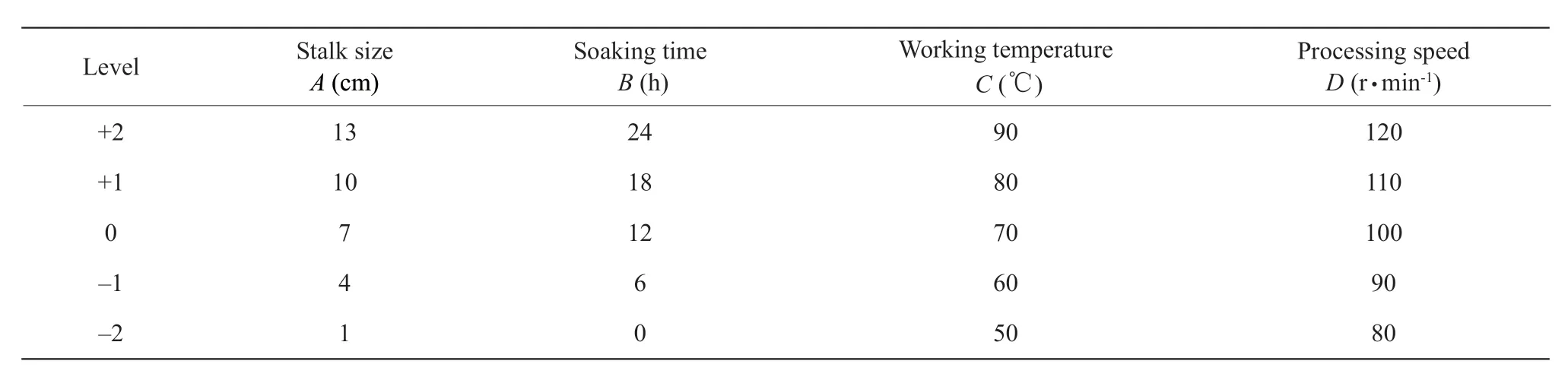
Table 1 Test factors coded by level
Procedure
Corn stalks were cut into the length required according to the test shown in Table 1; then,the severed corn stalks were soaked in water at room temperature for a period of time based on Table 1. Soaked stalk segments were fed into the D200 type stalk fibre preparing machine with 0.362 kg · min-1feed quantity to prepare the stalk fibres according to the experimental arrangement. After being air-dried,fibres were screened into different mesh numbers (below 0.25 mm,0.25 to 0.5 mm,0.5 to 1 mm,1 to 2 mm and 2 to 10 mm). Some of the screened fibres were dried by infrared rapid thermostatic drying oven,while the remaining amount was used for later beating. The fibre dry matter was then weighed,the proportion of fibre with a mesh number less than 10 mm was seen as fibre yield (calculated with Eq.1),wherem1was the dry matter weight of the fibre,whose mesh number was below 10 mm (kg),andm2was the whole weight of fibre dry matter (kg).

The Fibre Beaten method (GB/T 24325-2009) was used. Meanwhile,the Schopper Riegler method(GB/T 3332-2004) was used in this experiment to measure the initial beating degree of fibres under 10 mm,and the average value of the directly read values was taken as the result. Conventional optical microscopy (GB/T 23175-2008) was used to measure the aspect ratio of the prepared fibres. Measuring software was used to measure the curve length and curve width of the samples for later calculation of the aspect ratios (calculated with Eqs.2 and 3):

Where,Lwas the length of a single fibre,Wwas the width of the single fibre,nwas the number of fibres,Xiwas the aspect ratio of a single fibre,andXnwas the average aspect ratio of fibres.
Results
Experimental data
Experimental data are shown in Table 2.
According to the ANOVA in Tables 3,4 and 5,these models were significant (p<0.05) or highly significant (p<0.01). Since the insignificant lack of fit (p=0.2597,0.2068,0.9964) in models was more than 0.1; these models showed insignificant lack of fit(p>0.1) which indicated that models had a favourable fitting degree and a minor experimental error,they were appropriate models. As a result,these models could be used to evaluate the influential law of experimental factors on indicators.

Table 2 Experimental data
Regression model equations
According to ANOVA for Response Surface 2FI Models,the final equations in terms of coded factors were shown as Eqs. 4,5 and 6:

F-test for fibre yield
According to the ANOVA (Table 3),thep-value of this model was 0.0006,which meant the model was highly significant. For all the items of this model,monomial terms of stalk size (A) was significant,while soaking time (B) and working temperature (C) were highly significant; cross terms of soaking time and processing speed (BD) were highly significant,whereas working temperature and processing speed (CD) were significant. As a result,analysis was focused on these groups. The sequence for the four factors influencing the fibre yield wasB>C>A>D,that was,soaking time>working temperature>stalk size>processing speed.

Table 3 Variance analysis for regression model of fibre yield
F-test for initial beating degree
According to the ANOVA (Table 4),thep-value of this model was 0.0388,which meant this model was significant. For all the items of this model,the monomial term of stalk size (A) was highly significant,while cross terms of stalk size and working temperature (AC) were significant. As a result,analysis was focused on these groups. The sequence for the four factors influencing the initial beating degree wasA>D>C>B,that was,stalk size>processing speed>working temperature>soaking time.
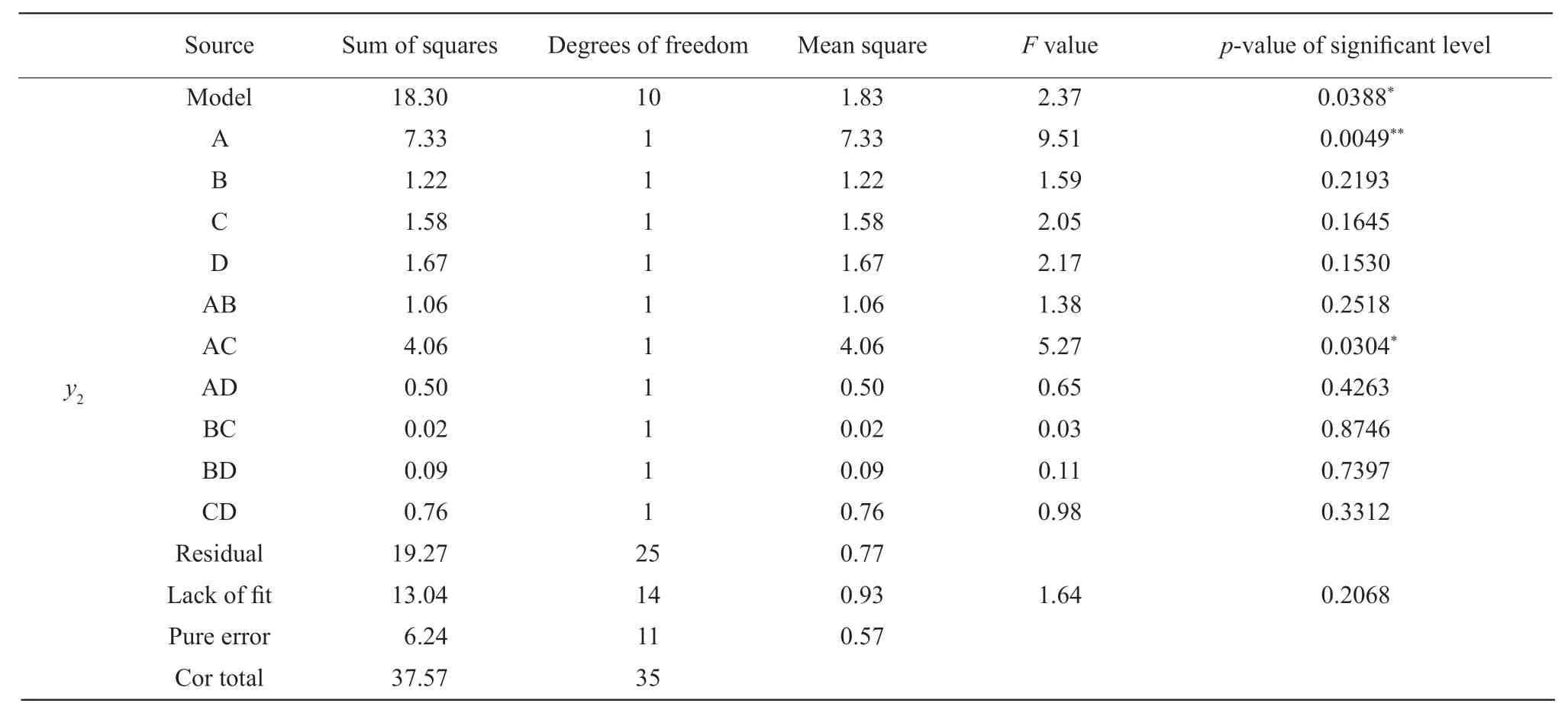
Table 4 Variance analysis for regression model of initial beating degree
F-test for fibre aspect ratio
According to the ANOVA (Table 5),thep-value of this model was 0.0030,which meant the model was highly significant. For all the items of this model,the monomial term of working temperature (C) and the cross terms of stalk size and working temperature(AC) were significant,while the cross terms of working temperature and processing speed (CD) were highly significant. The sequence of the four factors influencing the fibre aspect ratio wasC>A>B>D;that was,working temperature>stalk size>soaking time>processing speed.
Response surface analysis for interaction influence of experimental factors on fibre yield
Significant or highly significant cross terms were chosen as the discussion objectives as the followings:
As shown in Fig. 1a,when the stalk size was 7 cm,working temperature was 70℃,and the processing speed was high,the soaking time and the fibre yield were positively correlated. With an increase in soaking time,the fibre yield showed an increasing trend. At low processing speeds,the soaking time was negatively correlated with the fibre yield. Also with an increase in soaking time,the fibre yield presented a slow decreasing trend. Soaking time had greater influence than processing speed on the stalk field.
As shown in Fig. 1b,when the stalk size was 7 cm and the soaking time was 12 h at high processing speed,the working temperature was positively correlated with the fibre yield. With increasing working temperature,the fibre yield showed a gently increasing trend. At a low working speed,the working temperature was negatively correlated with the fibre yield. With increasing working temperature,the fibre yield showed a gently decreasing trend. The working temperature had more influence than the working speed.
Response surface analysis for interaction influence of experimental factors on initial beating degree
As shown in Fig. 2,When the stalk size was short,the initial beating degree decreased with increasing working temperature.When the stalk size was long,the initial beating degree increased with increasing working temperature.

Table 5 Variance analysis for regression model of fibre aspect ratio

Fig. 1 Response surfaces of fibre yield

Fig. 2 Response surface plot of significant factors of initial beating degree
Response surface analysis for interaction influence of experimental factors' fibre aspect ratio
As shown in Fig. 3a,when the stalk size was short,the fibre aspect ratio increased with the increase of working temperature; when the stalk size was long,the fibre aspect ratio decreased with increasing working temperature.
As shown in Fig. 3b,when the working temperature was low,the fibre aspect ratio increased with an increase in processing speed; when the working temperature was high,the percentage of fiber into thin fiber increased in processing speed.
Optimizing result and verification test
Increasing the fibre yield,initial beating degree and aspect ratio of fibre,as well as cost-cutting,protecting the environment,saving energy and maximizing the utilization of stalk and simplifying processing conditions were set as the principles by which to determine the test results. The following process parameters of various factors and the expected values of the target response of performance indicators were established: fibre yield higher than 95%,initial beating degree greater than 9°SR,fibre aspect ratio more than 45; the processing parameters of various factors were all in the range of the experimental design,and the optimizing results are shown in Fig. 4.The combination of influencing factors was a stalk size from 3 to 10 cm,a soaking time of 18 h,a working temperature of 80℃ and a processing speed of 107-117 r · min-1.
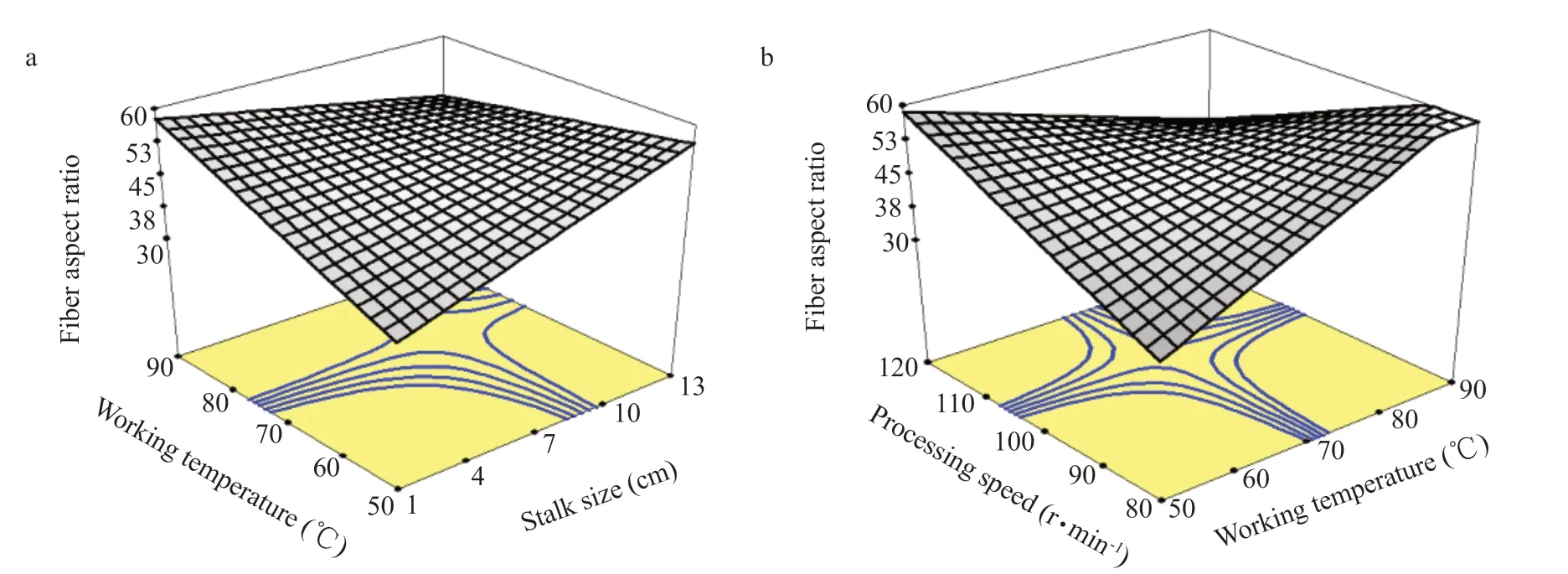
Fig. 3 Response surface plot of significant factors of fibre aspect ratio

Fig. 4 Optimum analysis plot with conditions of 18 h for soaking time and 80°C for working temperature
Experimental verification was conducted to confirm the results. The whole corn stalk fibre was prepared by the optimal processing parameter combination given above. Ten groups of tests were conducted to prepare the whole corn stalk fibre according to the optimal processing parameter combination as given above,and then each index was recorded,and their average value was taken. The conclusions were as the followings:the fibre yield was 95%,the initial beating degree was 9°SR,and the fibre aspect ratio was 45. The results indicated that the verification value and optimizing predictive value fitted well,which indicated that the objective functions of the regression equations were accurately predictive. This test thus provided a valuable reference model. The effect of tensile index on technological parameters was not taken into consideration in this paper,although it was one of key factors and might be focused upon in the future studies.
Discussion
lnteraction influence of experimental factors on fiber yield
When the working speed was fast,the whole stalk soaking for a long time could rapidly extrude fibres from the machine,due to its high moisture content and the stalk would not stay in the machine for a long time. However,when the working speed was slow,the whole corn stalk soaking for a long time was extruded and expanded by the machine,through which the slurry part from the machine contained fine fibres under the 2 mm component.
At a high working speed,the fibre broom degree of corn stalk was high after being extruded and expanded by the machine at a high temperature; the amount of fine fibre below 2 mm component was high. At low working speed,the fibre broom degree of corn stalk after being extruded by the machine was low,and the amount of fine fibre under 2 mm component was low.
lnteraction influence of experimental factors on initial beating degree
When the stalk size was short,during a rise trend in working temperature,the degree of corn stalk extruding and expanding into fibre over 2 mm increased,and the broom transform was incomplete.The percentage of 2 mm fine fibre was small,which led to a decrease in the initial beating degree. When the stalk size was long,a large amount of 2 mm fine fibre was produced by the repeated extrusion and expansion of the machine.
lnteraction influence of experimental factors on fiber aspect ratio
When the stalk size was short,during this temperature rise,the degree of corn stalk extruding and expanding with steam into fibre below 2 mm mesh size increased,which might be a small portion of the energy used to cut the fibre short. On the other hand,a large portion of energy was used to separate fat fibre into thin fibre. When the stalk size was long,a single fiber was produced by repeated extrusion and expansion by the machine,and energy was mainly used to cut fibre short,the fibre might be close to becoming fine.
When the working temperature was low,during this uptrend in processing speed,the degree of fibre cut into single fibre increased,and the fibre might not become fine and there was a large percentage of long fiber. When the working temperature was high,with the increase in processing speed,the fibre cell chances might be damaged by the steam and machine;the percentage of fibre becoming thin might be comparatively small.
Conclusions
The most significant factors to the fibre yield,initial beating degree and fibre aspect ratio were soaking time,stalk size and working temperature,respectively.The best optimized variation parameters for stalk size,soaking time,working temperature and processing speed were 3 to 10 cm,18 h,80℃ and 107-117 r · min-1,respectively. The regression models and the test factors were reliable,and the objective functions of regression equations were accurately predictive.
杂志排行

Journal of Northeast Agricultural University(English Edition)的其它文章
- Genetic Diversity of Maturity Related Genes of Soybean During One Centurial Artificial Selection in Northeast China
- Effects of Lanthanum and Cerium on Chlorophyll Content,Yield and Components of Soybean in Northeast China
- Visualizing Patterns and Differences in Fine Particulate Matter(PM2.5) Research Between the USA and China over Last 25 Years: A Bibliometric Analysis
- Effects of Different Feeding Methods on Behaviors,Immunities and Growth Performances of Suckling Calves
- Effects of Facultative Anaerobic Cellulolytic Bacteria and Nitrogen-fixing Bacteria Isolated from Cow Rumen Fluid on Rumen Fermentation and Dry Matter Degradation in Vitro
- Effect of Zinc Acetate on Broiler Nutrient Metabolism and Skeleton Characteristic