影响衬衫生产线平衡率的因素和对策
2020-04-28宋海燕何振兴
赵 洪,宋海燕,陈 峰,何振兴
(鲁泰纺织股份有限公司,山东 淄博255100)
随着市场竞争越来越激烈,个性化成为服装的主流风格,市场小批量、多花色、短交期和低价格的需求使大规模生产线已经不适合市场发展。为了应对这种发展现状,国内外各服装领域都开始转型,在基于互联网和新常态的基础上,生产模式逐步向智能化和自动化的吊挂传输、RFID、单件流等生产模式转变。但却忽略了基础工作,不论采用哪种生产模式,都离不开提高生产线的平衡率这项基础工作,因为只有生产线平衡率提高了,生产效率才会提升。本文对生产线平衡率进行了详细的研究,找出了一次性良品率和生产线编程效率这2项主要影响因素,并针对这些因素制定出具体的实施对策。
1 生产线平衡率
1.1 定义
生产线平衡(Line Balance)是对生产线的全部工序进行负荷分析,通过调整工序间的负荷分配使各工序达到能力平衡(作业时间尽可能相近)的技术手段与方法,最终消除各种等待浪费现象,提高生产线的整体效率。
1.2 计算公式

2 衬衫生产线平衡率的现状调查
通过对衬衫生产线平衡率的现状调查发现,生产线平衡率与生产效率的高低有直接的关系,生产线平衡率越高,生产线的产量会越高,人均小时单产也会越高。通过数据调查发现,生产线平衡率在90%以上的人均小时单产比生产线平衡率在70%以上的人均小时单产能高出一倍。表1即为衬衫制作生产线平衡率对人均小时单产件数的影响情况调查。
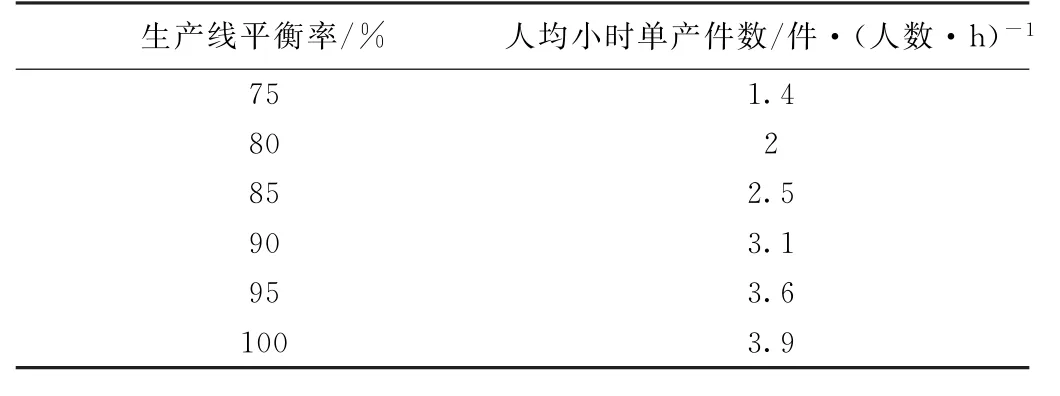
表1 衬衫制作生产线平衡率与生产效率的关系
3 影响生产线平衡率的主要因素
通过在实践中不断探索和研究发现,影响生产线平衡率的2个主要因素是产品一次性良品率和生产线编程效率。
3.1 产品一次性良品率
质量是企业核心竞争力的重要体现,企业的发展要始终坚持产品质量为企业的生命之本。现阶段市场正向差异化和质量型的方向发展,要想使生产线提高效率,必须追求产品一次合格,提升产品一次性良品率,实现“0”返修,必须依据质量管理“三步曲”(即质量策划、质量控制、质量改进)系统地进行改进,使员工在工作时间内合格产品产量最大化,以此减少返修时间,使生产线保持平衡,流水线顺畅,提高生产效率。
3.2 生产线编程效率
生产线编程是在产品流动过程中把PT(平均加工时间)作为同步化的基准值,除去搬运和停留等的浪费,讨论研究产品流畅地生产是保证效率高的基础。但在实际生产过程中各工序的作业时间各不相同,各作业人员分配的作业时间也不均衡,从而导致等待工作或半成品堆积情况的发生。生产线编程就是为了使每个作业人员所分配的时间相同而进行的工序分配,从而设计出很顺畅的生产线。生产线编程效率是指生产线所有工位的平均时间与瓶颈工序时间的商,所得的百分率。
4 提升产品一次性良品率的主要措施
4.1 改变员工意识
通过一系列活动进一步增强全体员工的质量意识,给员工灌输质量“三不政策”(即不制作不良品、不传递不良品、不接收不良品)的思想,使员工养成自检、互检意识,减少不合格品的产生和流转,使成品服装一次制作合格。
4.2 推广标准化
建立标准化订单产前评审会制度,确定产品质量要求;制作标准化首件产前样,确认后再进行大货生产;制作标准操作手法,对员工进行产前培训,提高操作人员工作质量;建立合格品标准看板、不良品看板、客户反馈警示看板等,使员工随时了解产品质量,避免相同质量问题的重复产生,推行模板、专用工具的标准化生产,利用防呆法,提高产品质量。
4.3 建立实施自动化系统
为了提高生产效率,实现准时化生产,必须让百分之百的合格品流入后工序,而且要求使流动有节奏,没有迟延,必须实行自动化管理系统,即安装防止错误操作系统、三色灯和报警系统,建立异常报警机制。当生产线出现异常时,作业人员按下按钮,让生产线停下来,相关管理人员必须快速反应,解决问题。三色灯中一般红色灯为质量报警灯,绿色灯为设备报警灯,黄色灯为流程报警灯。
5 提高生产线编程效率的主要措施
5.1 降低瓶颈工序时间
为了把握生产线不稳定(工序编程)的实际状况,分别求出按工序不同(按作业人员不同)所花费的时间,把工序按时间排列制成平均加工时间,如图1所示。
作业时间花费最多的工序被称为瓶颈工序。如图1中第一瓶颈点工序时间为19 s,第二瓶颈点工序时间为18 s,生产线的编程情况可以用平均时间和瓶颈工序时间对编程效率进行评估。编程效率=平均时间/瓶颈工序时间。通常以PT作为基准使编程效率在85%以上进行作业分配。如果编程效率低于85%,说明生产线存在问题,有必要修改生产线自身的流动生产方式。
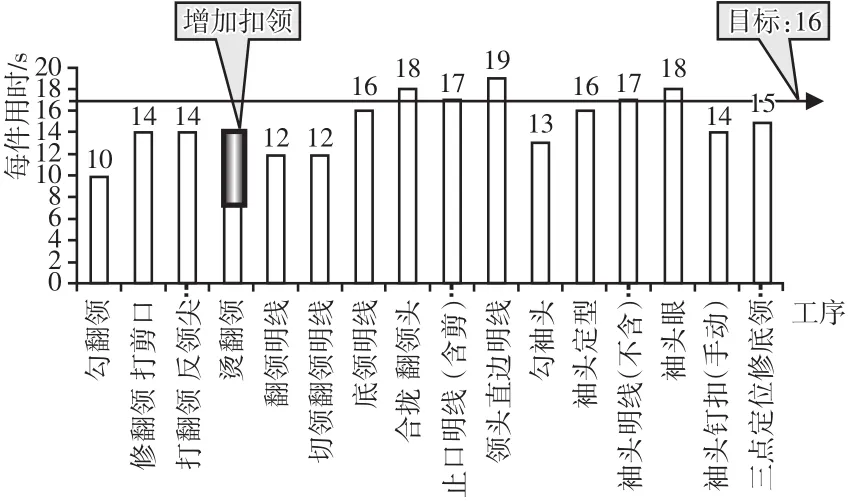
图1 平均加工时间
调查目前的生产状况,尤其着重于瓶颈工序和编程效率。如瓶颈工序的下一个工序的工人工作速度是否正常,有没有发生等待作业;还有瓶颈工序的工人是否耽误生产流程,有没有发生半成品堆积的情况,要想办法减少瓶颈工序。减少瓶颈工序的方法:(1)研究瓶颈工序和前后工序之间的关系,进行编程修正。(2)研究是否能把工序再细分。(3)进行作业研究,实施作业改善。(4)设备改良,改善工具。(5)人员的配置变更。(6)员工间互相支援的规则化。(7)手工作业的机械化。(8)研究加工式样变更的影响。
对瓶颈工序的检验,在管理界限上也使用平均时间图表进行核对,这里的管理界限是根据编程效率为85%进行计算。上限值=平均时间/目标编程效率。下限值=2×平均时间-上限值。
平均时间和编程效率的关系:在一般的流水作业方式中,把编程效率的目标定为85%及以上,但根据平均时间的大小管理点是不同的。
由表2可知,平均时间短,流水线平衡困难,但因员工需要熟练的加工时间降低,生产效率会随着上升;平均时间长,员工需要熟练的加工时间提高,但流水线的平衡容易把握,这也能使生产效率有所上升,在设立人员较少的班组时,必须采用平均时间长的管理点。
5.2 作业分配的分配要领
进行工序编程分配时,特别要对以下事项进行研究:(1)被分配的时间值:是否在“上限—PT—下限”之间进行作业分配。(2)产品生产的流程:作业分配后的搬运流程与产品自身工序流程是否匹配。(3)设备台数:设备在工作期间是否能有效地被利用,设备台数越少,进行作业分配的产品流程难度越大。(4)以PT作为基准,编程效率尽量接近100%,把编程效率最低定为85%以上进行作业分配。(5)根据工序顺序进行分配,不要出现逆流和交叉。(6)尽量使主流(组合工序)和支流(零部件工序)区分开来,通常主流和支流在管理点上有些不同。主流(组合工序)是流程管理,重视流程的作业分配,一般采用一件流方式;支流(零件工序)是数量管理,是按设备集中的作业进行分配,一般采用批量流动。(7)相同种类、相同性质的工序,原则上由同一个工人专门进行生产。(8)充分考虑各工序间的联络和配置。(9)充分考虑工人的技能和适应能力。
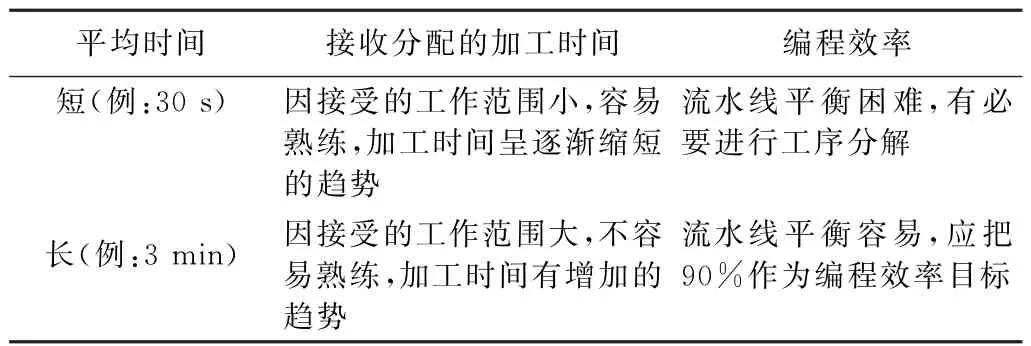
表2 衬衫制作生产线平衡率与生产效率的关系
在缝制作业中需要由人去完成的作业很多,所以在作业分配的时候要充分考虑人的因素。人员分配的要点:(1)在主要工序中配备技能熟练者,根据工序的难易程度、所需的技术水平和工人性格等来选配最适当的作业者;(2)最初工序在编制上尽量选配年轻人,以速度快、作业量稳定的人为好;(3)成品组合工序上要注意力集中、判断力强的人担当;(4)最后工序要显示出当天的成绩,应由责任感强的人担当;(5)安排缺勤率高的人进行辅助性作业;(6)速度快但粗心大意的人做里子、暗线等不显眼的工作;(7)缝合应由速度慢但工作仔细的人担任;(8)自动机器等单纯工序由临时工中高龄者担当。
5.3 上线后进行生产线平衡率微调
生产线上线后,现场IE要每天采用图2所示的测时方法,对生产线上员工的实际生产情况进行测时,快速测得各工作站的时间并及时发现不能跟上节拍时间的瓶颈工作站。同时再运用工具改良、手法改良、动作转移或员工互换等方法对瓶颈工作站进行生产线调节,以便随时保证生产线的平衡,使生产线的每一个基本单元工作站工作时间都与节拍时间接近。
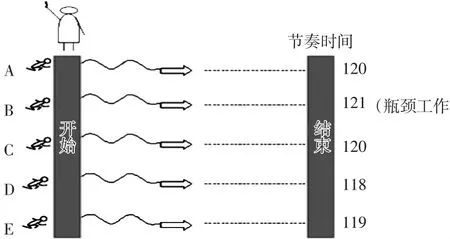
图2 测时的原理图示
6 结语
生产线平衡是一个与设施规划相牵连的问题。生产线平衡的方法就是将所有基本工作单元分派各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少。一个工作站要完成的工作总量与分配到该工作站的基本工作单元总数是一致的。
提高生产线平衡率是一切新理论、新方法的基础。生产线达到一定平衡后能够缩短产品制作时间,增加单位时间的产量,降低生产成本;减少工序间的在制品数量,减少场地的占用;减少工序之间的准备时间,缩短生产周期;消除员工等待现象,提升员工士气;还可以稳定和提升产品质量;更重要的是改变了传统大批量生产的作业模式,使其更加适合小批量、多花色、短交期订单的生产;提升了工厂整体生产效率和减少了现场的各种浪费。