石墨烯大提花梭织面料的开发
2020-04-28廖启标严以登周卫东
廖启标,严以登,周卫东
(江苏悦达纺织集团有限公司,江苏 盐城224055)
石墨烯改性再生纤维素纤维是以植物秸秆玉米芯纤维素为原料,提取出生物质石墨烯,并与再生纤维素纤维进行复合,采用“基团配位组装法”生态制备而成,是一种多功能的新型纤维材料。由于石墨烯改性再生纤维素纤维主要以天然纤维素为原料,可纺性好,能够满足纯纺要求,同时可与棉、麻、丝、毛等天然纤维混纺,也可与涤纶、腈纶等纤维搭配混纺,制备出不同规格的纱线和面料。所制得的面料光洁柔软、手感滑爽、透气性好,既保留了纤维素纤维的基本性能,又充分体现了石墨烯的独特性能。由该纤维加工而成的纺织品,具有绿色、环保、保暖、健康、抗菌等多种功能特性,在服饰和家用床品等产品上深受欢迎。
1 原料选配
石墨烯改性再生纤维素纤维的规格参数为:
纤维细度1.26 dtex,纤维长度38 mm,断裂强度2.95 c N/dtex,断裂伸长率11.82%,回潮率9.74%,倍长纤维率0,质量比电阻5.8×108Ω·g/c m2。
根据对纤维性能以及紧密纺纱面料外观效果的分析,利用纤维性能之间的优势互补,提高织物服用性能,最终优选精梳棉紧密纺纱9.8 tex作经纱使用,生物质石墨烯纱11.8 tex作纬纱使用,开发了秋冬季床品面料。
2 纱线开发
石墨烯改性再生纤维素纤维作为一种新型的功能性纤维,将石墨烯与普通再生纤维素纤维有效结合,既体现了石墨烯的功能性,又发挥了再生纤维素纤维的天然性。根据石墨烯改性再生纤维素纤维的特点,在各工序合理配置了工艺参数。
2.1 纺纱工艺流程
生物质石墨烯纱生产工艺流程:
A002型圆盘抓棉机→A035B型混开棉机→FA106 A型梳针打手开棉机→CFA177型清梳联喂棉箱→FA203型梳棉机→FA306并条机→HSR1000型并条机→TJFA457 A型粗纱机→DT M129紧密纺型细纱机→络筒机。
2.2 工艺技术
2.2.1 开清工序
贯彻“多松、少打、勤抓少抓”的工艺原则。工艺参数:抓棉小车打手伸出肋条为-2 mm,抓棉小车采取16 m/min较高的行走速度,小车下降动程2 mm/次,小车的运转率控制在98%以上。
2.2.2 梳棉工序
采用柔和梳理减轻对纤维的损伤。有关工艺参数:生条定量20 g/5 m,锡林速度300 r/min,刺辊速度650 r/min,盖板速度77 mm/min,出条速度100 m/min。
2.2.3 并条工序
隔距偏大控制,采用“轻定量、重加压、大隔距、小牵伸”的工艺。头并总牵伸小于并合数,采用较大的后区牵伸倍数,有利于消除纤维前弯钩;末并后区牵伸掌握在1.2~1.3倍,以便于集中牵伸改善条干。
2.2.4 粗纱工序
采用“大隔距、大捻度、小牵伸、重定量”,配合中长上下销。工艺参数:定量4.8 g/10 m,总牵伸7.5倍,后区牵伸1.17倍,罗拉中心距67 mm×72 mm,粗纱捻度3.3捻/10 c m,捻系数85。
2.2.5 细纱工序
优选合理的钢领、钢丝圈,配合大隔距和小后区牵伸的工艺特点。工艺参数:罗拉中心距59 mm×70 mm,后区牵伸1.14倍,总牵伸41倍,钳口隔距块2.5 mm,锭速14 000 r/min。
3 面料开发
3.1 面料设计
3.1.1 花型
花型设计属于写实纹样设计。以花卉为题材,借助经纱黑白混纺色纺纱和纬纱黑灰色生物质石墨烯纱线给面料营造了低调、安静的氛围,生物质石墨烯纤维和棉纤维的光泽和飘逸给面料添加了奢华的时尚气息,用色织大提花技术淋漓尽致地表达了设计师的创意。
3.1.2 规格
为了突出显现层次感和柔软质感,经纱采用精梳棉紧密纺纱9.8 tex,纬纱采用生物质石墨烯纱线11.8 tex,经大提花组织设计形成布面的条影纹理,同时保证面料柔软舒适的手感和良好的抗起毛起球性能。根据设计经验,此纹样的规格确定为:269 c m JCF 9.8 tex×R石墨烯11.8tex 681根/10 c m×512根/10 c m大提花。
3.1.3 纹织设计
根据花型风格及面料规格,设计合理的基础组织,我们以5、10枚缎作为基础组织进行组织的设计,最终组合形成被认可的色彩效果。由于采用了复合组织设计方法,花型的细节可以充分体现出来,层次过渡也平滑。
经过意匠设置、样卡设计等流程,通过纹织CAD系统形成纹版。
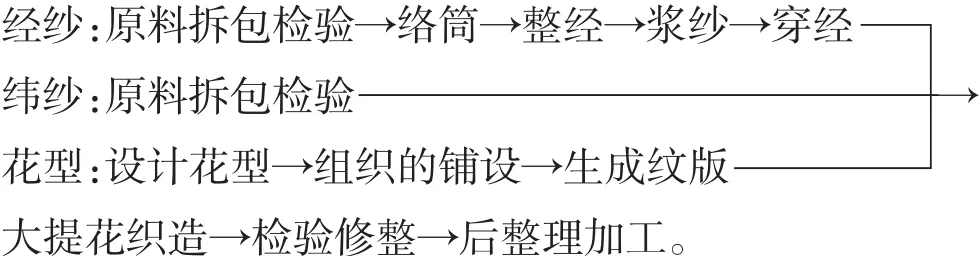
3.2 织造工艺
织造生产工艺流程:
棉布规格与技术条件。
织物组织:大提花;幅宽:269 c m;总经根数为:18 152根;其中:边纱根数64×2根;经纱号数:9.7 tex;经纱颜色:黑白混纺;纬纱颜色:黑灰色;纬纱号数:11.81 tex;经纱密度:674根/10 c m;纬纱密度:511.5根/10 c m;经向紧度:77.2%;纬向紧度:65%;总紧度:92.0%。
4 后整理工艺技术
4.1 退浆工艺
在织造前,经纱需要上浆处理,使纱中的纤维粘着抱合起来,并在纱线表面形成一层薄膜,以便于织造。退浆是前处理的基础,可以去除坯布上大部分的浆料,以利于煮练等后序加工,退浆时也去除了部分天然的杂质。该面料在织造过程中所使用的淀粉浆料,可以用淀粉酶退浆方法去除。
退浆酶液配方:
BF-7658淀粉酶/g·L-12
渗透剂JFC/g·L-12
Na Cl/g·L-14~5
温度 室温
p H值 6.5~7.0
浴比 1∶50
工艺流程:
浸轧酶液(二浸二轧,带液率70%)→保温堆置(室温,30 min)→热水洗(60~85℃)→冷水洗→烘干。
4.2 煮练工艺
在热碱的作用下,淀粉会发生剧烈的溶胀,溶解度提高,然后用热水洗去。部分天然杂质经过碱作用也会发生部分分解和去除。煮练结束后,要经过充分的水洗,防止浆料等重新沾污坯布表面。
煮练工艺配方:
Na OH/g·L-125
Na2SO3/g·L-13
渗透剂JFC/g·L-12
水玻璃/g·L-13
煮练温度/℃ 100
浴比 1∶30
煮练时间/h 3
水洗温度/℃ 85~95
4.3 机械预缩整理
面料在后整理过程中,其经向受到较多的机械拉伸,遇水后会发生一定程度的收缩,俗称缩水。为克服上述缺点,可经过预缩整理,使面料长度缩短,达到预缩的目的。
采用新型的松式预缩机进行预缩整理,湿坯布在低张力下进入并以可调节的超喂量喂入筛网传送带上,连续可变可调节的热风循环,一般超喂率7%可使烘干后的坯布获得可控的收缩率要求,进一步提升面料的手感。车速控制在50 m/min左右。
4.4 成品检验打卷
按照国家标准检验检测,成品打卷。
5 技术难点
5.1 纬纱断头
织造过程中,作为纬纱的黏胶基生物质石墨烯纱断头率较高,主要原因是黏胶基纤维强力较低。解决方法一方面采用赛络紧密纺纺纱形式,可提高纱的强力,改善条干水平,减少毛羽;另一方面,通过调整织机开口高度,适当减小各喷嘴张力亦可减少断纬较多的问题。
5.2 杂质去除
石墨烯大提花面料采用紧密纱线织造,因是有色纱线,后道无需染色,仅需通过退浆工艺去除坯布上大部分的浆料,便于煮练等后序加工,在退浆过程中部分天然杂质也得以去除。该退浆工艺作用条件缓和,不会损伤纤维素纤维,并且效率较高。由于淀粉酶对坯布上的淀粉完全分解需要一定的时间,保温堆置可以使酶对淀粉进行充分水解;淀粉浆料经过淀粉酶水解后,仍然粘附在坯布上,需要经过水洗才能去除完全。
6 结语
石墨烯大提花面料属于一种高档功能性家纺面料,色彩效果的设计与把握、生产技术难度均较大。通过优化生物质石墨烯纱及棉纤维紧密纺纱的工艺选择,以及合理的花型设计获得布面色彩朦胧、立体感强、手感柔软舒适的时尚效果。经相关检测机构检测,经向断裂强力540 N,纬向断裂强力380 N,色牢度、摩擦牢度达到4-5级,缩水率经向-3.2%,纬向-1.9%,抗起毛起球达到3级,远红外法向发射率88%,温升1.5℃,金黄色葡萄球菌抗菌率96%,大肠杆菌抗菌率94%,白色念珠菌抗菌率82%,面料符合GB 18401-2010《国家纺织产品基本安全技术规范》B类及GB/T 22796-2009《被、被套》标准规定的一等品要求,同时也达到了远红外和抗菌的要求,达到了设计的技术指标和功能指标要求,是一款不错的经典时尚功能性家纺面料,市场前景很好。