铁路牵引电力机车从动轮齿圈断裂分析
2020-04-24穆科宇
穆科宇
中车兰州机车有限公司 甘肃兰州 730050
1 序言
从动轮齿圈在机车运行的过程中,除主要承受弯曲应力外,还承受转向制动冲击载荷,因此要求齿圈具有较高的强度、刚度以及良好的耐疲劳性能。我公司检修的某型电力机车运行时间不长,发生牵引电动机从动轮齿圈断裂,因此,该齿圈属于早期断裂失效,断裂的齿圈如图1所示。齿圈设计材质为42CrMo,该材质在生产过程中容易带入有害元素和非金属夹杂物,影响产品质量[1]。从动轮齿圈的加工工艺为:毛坯锻造→粗加工→调质→半精加工→表面淬火→精加工,齿圈表面粗糙度和调质状态都会影响齿圈质量[2]。

图1 出现断裂的从动轮齿圈
根据齿圈的技术要求,齿圈硬化层硬度:52~58HRC,齿顶的硬化层深度1~3mm,齿面硬化层深度2~4mm,过盈配合0.8~0.9mm[3]。
2 宏观及断口检验
断裂齿圈的断口如图2所示。断口整体较为平整,未见明显的宏观塑性变形,断口上有明显的贝纹线,因此可以判定该齿圈的断裂属于疲劳断裂。

图2 齿圈断口

表1 从动轮齿圈未淬硬部分化学成分(质量分数) (%)
3 理化检验
3.1 化学成分分析
该齿圈材质为42CrMo,从齿圈未淬硬的部分中心钻取试样,进行化学成分分析,结果见表1。分析结果表明,齿圈材质的化学成分符合GB 3077—1999《合金结构钢》标准中对42CrMo的要求。
3.2 金相检验
从断口附近的另一个齿处,用线切割机切取金相试样,(要求保留断口),按照GB 10561—2005进行夹杂物的检验,结果为:A0.5,B0.5,C0.5,D1,DS1.5,夹杂物虽然没有超过一般的规定,但是有较大块夹杂物存在,对疲劳性能有一定的影响,如图3所示。

图3 金相组织(100×)
经硝酸酒精溶液浸蚀后,齿的硬化层的整体形貌如图4所示。由图4可见,齿面的硬化层较完整,齿顶的硬化层有薄的地方,齿根部的硬化层很薄,宏观上几乎看不到,根据TB/T 2989—2000《机车车辆用齿轮供货技术条件》中6.7.4.1条规定,要求齿根部应有硬化层,因此这样的硬化层是不符合要求的。

图4 硬化层的整体形貌
硬化层的金相组织按照JB/T 9204—2008 《钢件感应淬火金相检验》进行检验,评为7级,属于合格级别,无脱碳,如图5所示。
齿圈心部组织为索氏体,但是整体有不均匀现象,如图6所示。
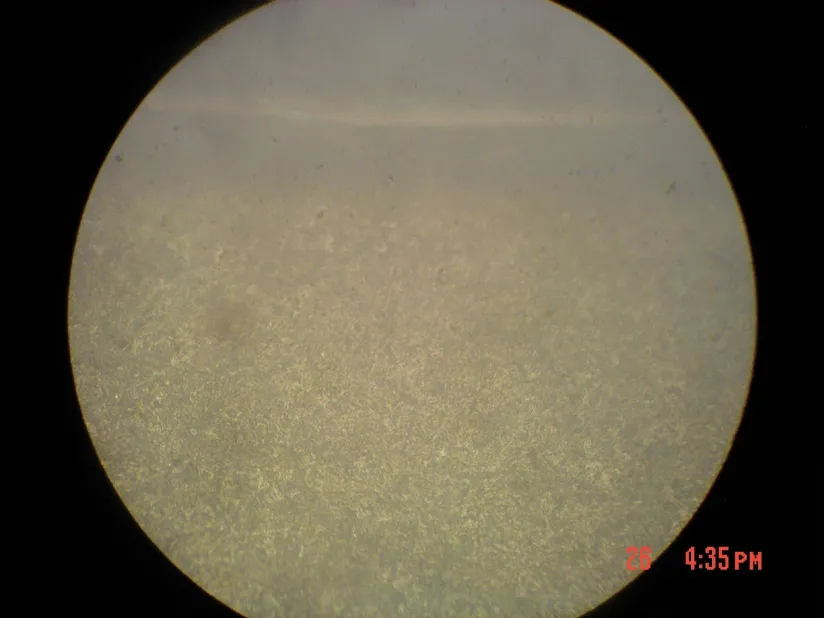
图5 硬化层金相组织(400×)
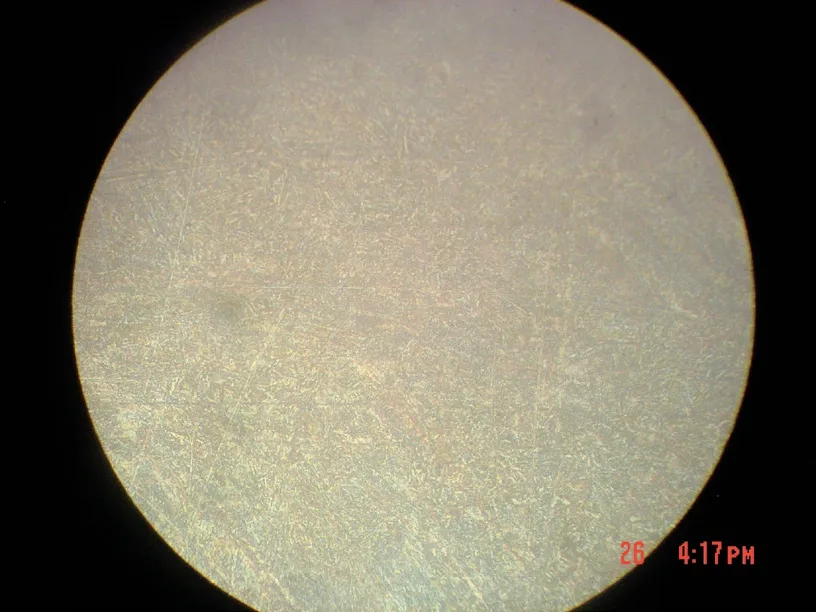
图6 金相组织(400×)
硬化层深度测定,在100倍显微镜下检测,硬化层深度符合要求,硬化层在齿面附近符合技术要求,而在齿顶部,有低于技术要求的地方,但是,这个情况对齿根部疲劳强度几乎没有影响。
3.3 硬度检测
按照GB/T 230—1991对硬化层进行硬度检测,结果为:齿顶中部硬度4次测量结果为34H R C、52HRC、39HRC、30HRC,齿顶边缘的硬度2次测量结果为53HRC、46.5HRC,齿顶中部的硬度有低于要求的,且不均匀,可能与齿顶的硬化层不均有关,这个情况与齿圈的断裂没有直接关系,但是齿表面硬度存在的差异则说明硬化层有可能存在问题。因此可以做出这样的推论,齿根部即使有极薄的硬化层,其硬度也可能存在问题,但是由于没有直接测定齿根部的硬度,这个结果仅作为参考。
3.4 齿根部宏观检测
因为齿根部是齿圈工作中承受弯曲应力最大的部位,技术要求中对该部位的表面粗糙度有要求,因此我们对该处进行了宏观检验,齿根部表面的情况如图7所示,可见有十分明显的加工痕迹,经解剖后,在100倍显微镜下观察,表面金相组织如图8所示。
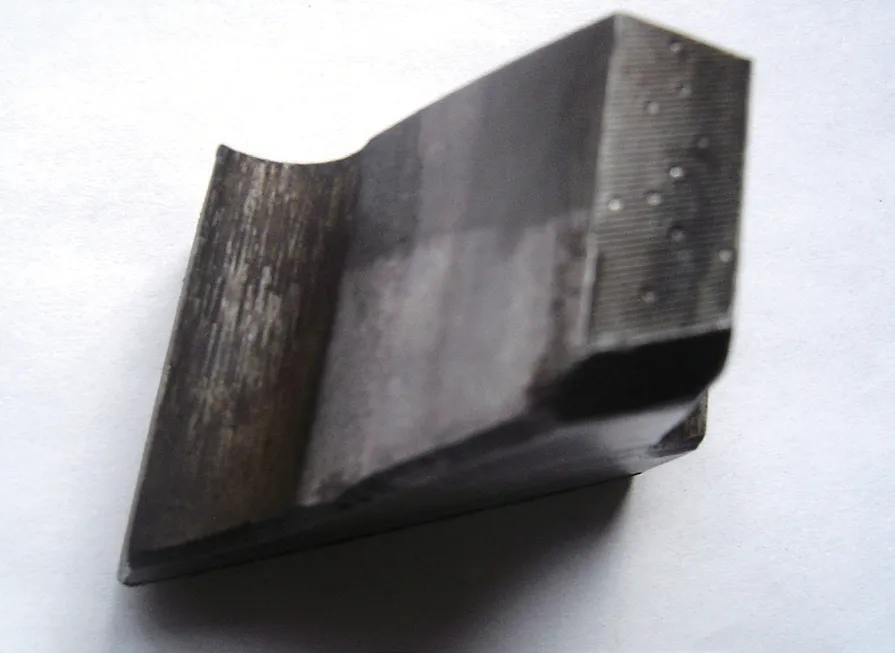
图7 齿根部加工痕迹
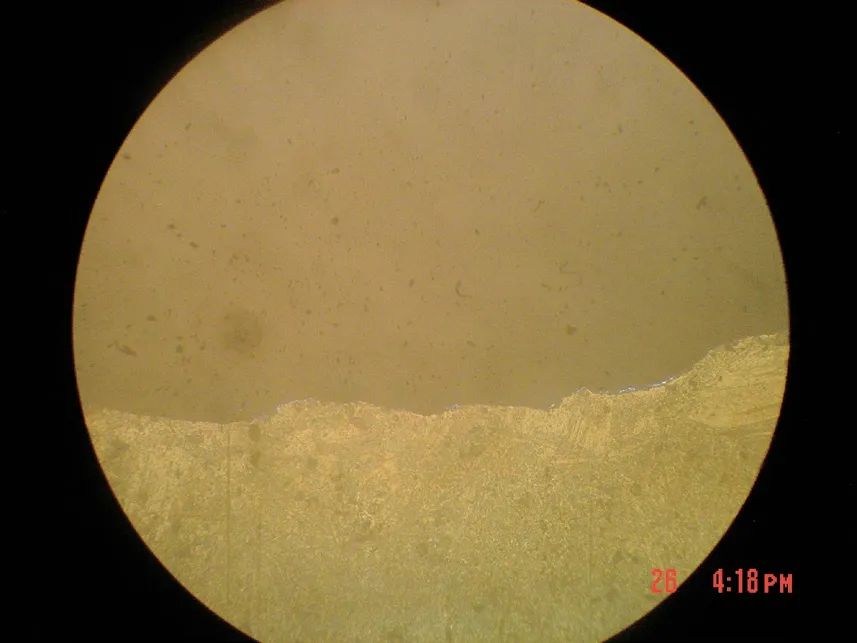
图8 表面金相组织(100×)
4 分析讨论
从齿圈断裂的断口可以明显地看出,该齿圈的断裂属于典型的疲劳断裂,从裂纹源的位置及断口的情况可以看出,齿圈工作时基本没有偏磨现象,并且工作应力不大;理化检验结果表明,化学成分、硬化层组织、基体组织等项目合格,但是齿根部的硬化层很薄,宏观下几乎看不到,这与标准要求不符,表面有明显的加工痕迹,夹杂物检验中,有大块的夹杂物存在,硬度不均匀,且有多个测量值低于技术要求,这些都影响齿圈的疲劳性能。
齿圈制造时,考虑到表面的剥离和掉块及磨损等问题,对齿面有较严格的要求,但是,由于齿圈的断裂在运行中,齿根部位受到最大的弯曲应力,因而齿圈的断裂大都是从根部断裂的,因此对齿根部也有较为明确的要求,资料显示,齿圈的断裂都和根部质量不良有关[4]。齿根部感应淬火,就是为了提高疲劳强度,并且在齿根部表面形成压应力,从而最大限度地提高疲劳抗力,夹杂物含量高,或有大块夹杂物存在,会降低疲劳性能,表面硬化层薄则降低了疲劳性能和表面的残余压应力,表面的加工痕迹,不仅加大了应力集中,而且本身往往就成为裂纹源[5]。这些因素都是疲劳断裂形成的重要因素。
5 结论与建议
通过以上的分析,我们认为,电力机车齿圈断裂的主要原因有以下2点:
1)齿圈表面有明显的加工痕迹,该加工痕迹造成应力集中及疲劳性能的降低。
2)齿根部硬化层太薄。另外,齿圈中含有较大块的夹杂物及齿圈心部组织不均匀,对疲劳性能也有一定影响,表面硬度低及硬度值不均对疲劳性能也有影响。
建议严格执行齿圈热处理工艺规范,防止齿根表面硬化层很薄,防止齿圈心部硬度偏低及硬度不均匀等现象发生;减小齿根部的表面粗糙度值有助于抑制疲劳裂纹源的产生;应该在齿圈制造过程中严格按照标准要求锻造,或进行扩散退火,充分消除组织不均匀造成的应力集中。
