立式带锯床粗加工大模数齿圈
2014-04-27张宝林
张宝林
(唐山盾石机械制造有限责任公司技术中心,河北 唐山063000)
笔者公司对大模数(模数大于32 mm)齿圈通常采用铣齿加工,因工时占用多,制作成本较高,一直是我公司制约生产的瓶颈;经工艺改进,设计制造完成立式带锯床,可实现齿圈的快速加工,降低了制作成本,大大提高了加工效率。
1 传统加工工艺及存在的问题
传统工艺在铣齿机上加工大模数齿圈,如图1 所示。
(1)工艺流程(齿圈加工部分)
①用齿形样板划出齿圈外圆所有齿的加工线(注意此时齿圈外圆、端面及对口端面全部留有余量);
②铣齿机成形铣刀粗加工齿圈;
③齿圈从对口处拆开,镗床精加工两半齿圈的对口端面;
④钻床精加工对口螺栓孔;
⑤钳组两半齿圈;
⑥立车精加工齿圈外圆及端面;
⑦铣齿机成形铣刀精加工齿圈。
(2)存在的问题
铣齿机上粗加工齿圈,每个齿需加工2 刀,每刀要1 h;精加工齿圈,每个齿需加工4 刀,每刀要1 h。以188 齿大齿圈为例,按传统加工工艺制作,仅齿形加工实际占用工时1128 h,即47 天。

2 改进后的加工工艺
2.1 立式带锯床的结构及使用
(1)立式带锯床结构
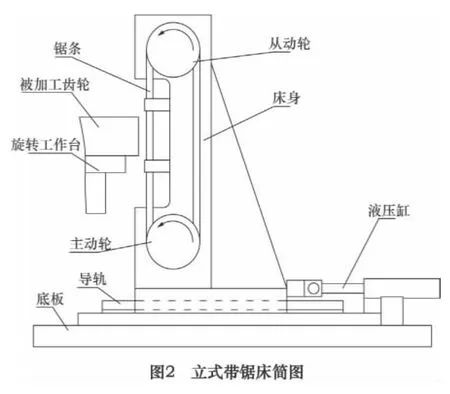
立式带锯床结构如图2 所示,锯床工作时,主动轮按图示方向转动,带动锯条回转,实现对齿圈齿形由上至下的切割;锯床底座上设置导轨,床身可沿导轨移动,锯床右端设置1 个液压缸,锯床工作时液压缸推动床身移动,完成锯条在加工深度方向的切割。对单个齿面完成加工后,床身由液压缸拉回;旋转工作台带动齿圈进行分度后,锯床再进行下一齿面的加工。为缩短加工周期,通常配置两台锯床同时完成不同齿两相对齿面的加工。
(2)立式带锯床的使用
改进后的齿圈加工工艺流程语原来基本一样,只是第2 道工序工序粗加工齿圈从原来的8 m 铣齿机改在了立式带锯床上完成。图3 为立式带锯床粗加工大模数齿圈的现场照片。

改进后的加工工艺,利用2 台立式带锯床同时粗加工齿圈,每个齿只需加工1 刀,每刀要10 min;在铣齿机精加工时,每个齿只需加工3 刀,每刀要1 h。以188 齿大齿圈为例,按新加工工艺制作,齿形加工实际占用工时595.33 h,约25 天。
3 工艺改进后的使用效果
立式带锯床粗加工大模数齿圈与传统加工相比:
(1)加工周期缩短约22 天。
(2)工时减少约532.67 h,利用8 m 铣齿机加工齿圈的台时费为200 元,以笔者公司每年加工5 件大齿圈计算,每年可节约加工费用:532.67 ×200 ×5 =532670元。
4 结语
立式带锯床的应用,改进了大模数齿圈的加工工艺,实践检验证明,有效缩短了加工周期,降低了制作成本。笔者公司已于2010 年9 月19 日将此加工设备申请了使用新型专利,国家知识产权局于2011 年5 月4 日给予了授权,专利号:ZL 201020535070.4。
