磨煤机润滑油油质异常原因分析及处理措施
2020-04-18郭恒新宋玉梅邵丽骅
郭恒新,宋玉梅,邵丽骅
(1.国网安徽省电力有限公司电力科学研究院,安徽 合肥 230022;2.安徽新力电业科技咨询有限责任公司,安徽 合肥 230022)
0 前言
磨煤机主要是对原煤进行碾磨及干燥,其碾磨部分主要由转动的磨环和沿磨环转动的固定且可自转的磨辊组成。磨煤机的工作过程为首先将原煤送至磨环上,进行原煤的碾磨,然后将煤粉混合物烘干并输送至分离器,在分离器中进行粗、细粉的分离,粗粉被分离出来返回磨环重磨,合格的细粉被一次风带出分离器。这个过程中会有难以粉碎及较重的石子煤、黄铁矿、铁块等渣料产生,需要进行定期清理。磨煤机油站是与磨煤机减速机配套的专用润滑装置,是磨煤机正常工作的重要设备。
磨煤机润滑油是磨煤机减速机的专用齿轮油,用于磨煤机润滑减速机中的齿轮和轴承,起到润滑、冷却和清洗的作用,磨煤机润滑油比普通的润滑油粘度大,一般是普通润滑油的10倍,磨煤机润滑油的质量关系着设备的安全稳定运行[1]。由于机组的特殊性,对磨煤机润滑油的油品有着更严格的要求,例如有的磨煤机组要求磨煤机润滑油具有抗腐蚀性,有的磨煤机组要求磨煤机润滑油具有抗氧化性[2],而现有的磨煤机润滑油还没有相关标准规定,关于磨煤机润滑油的油品性能的研究较少[3~6],本文对某电厂的磨煤机润滑油油质进行了检测,对其检测结果的异常情况进行了分析并给出处理措施,为更好地研究磨煤机润滑油提供基础的研究数据。
1 故障情况
1.1 3号炉机组的故障情况
2017年9月,某电厂的3号炉磨煤机C设备中的润滑油存在较多泡沫,随后对该设备的磨煤机润滑油进行过滤,过滤后运行一段时间,发现该设备的磨煤机润滑油中依然存在较多泡沫,泡沫增多现象未得到有效改善。
1.2 2号炉机组的故障情况
2017年12月,该电厂的2号炉磨煤机组开展检修工作,发现该机组的齿轮存在点蚀现象,对该设备进行解体检查,发现3台齿轮箱鼓形齿轴均有不同程度的齿面胶合现象,A、C、D磨齿轮比较严重,更有齿面发蓝发黑现象。
2 故障原因分析
2.1 厂家的油样检测数据分析
厂家将2号炉磨煤机A、3号炉磨煤机C设备润滑油油样送至上海的某实验室,由该实验室开展磨煤机润滑油的油品检测。
检测数据结果显示,3C设备的磨煤机润滑油油质正常,P元素的检测数据为583ppm。2A设备的磨煤机润滑油油质异常,主要是添加剂元素中的磷(P)含量较少,P元素的检测数据为85ppm,表明2A设备磨煤机润滑油中的添加剂含量较少,油质的抗氧化性能下降。
厂家提供的磨煤机新油检测报告中,磨煤机新油中的各项检测指标均符合标准要求,添加剂P元素的检测数据为0.046%(质量分数)。
2.2 电厂的油样检测数据分析
该电厂的1号、2号炉机组自2007年开始投运,3号、4号炉机组自2013年开始投运,设备投运后,电厂工作人员对2号炉磨煤机A、3号炉磨煤机C设备润滑油开展油质检测工作,历年的油质跟踪检测数据结果见表1。
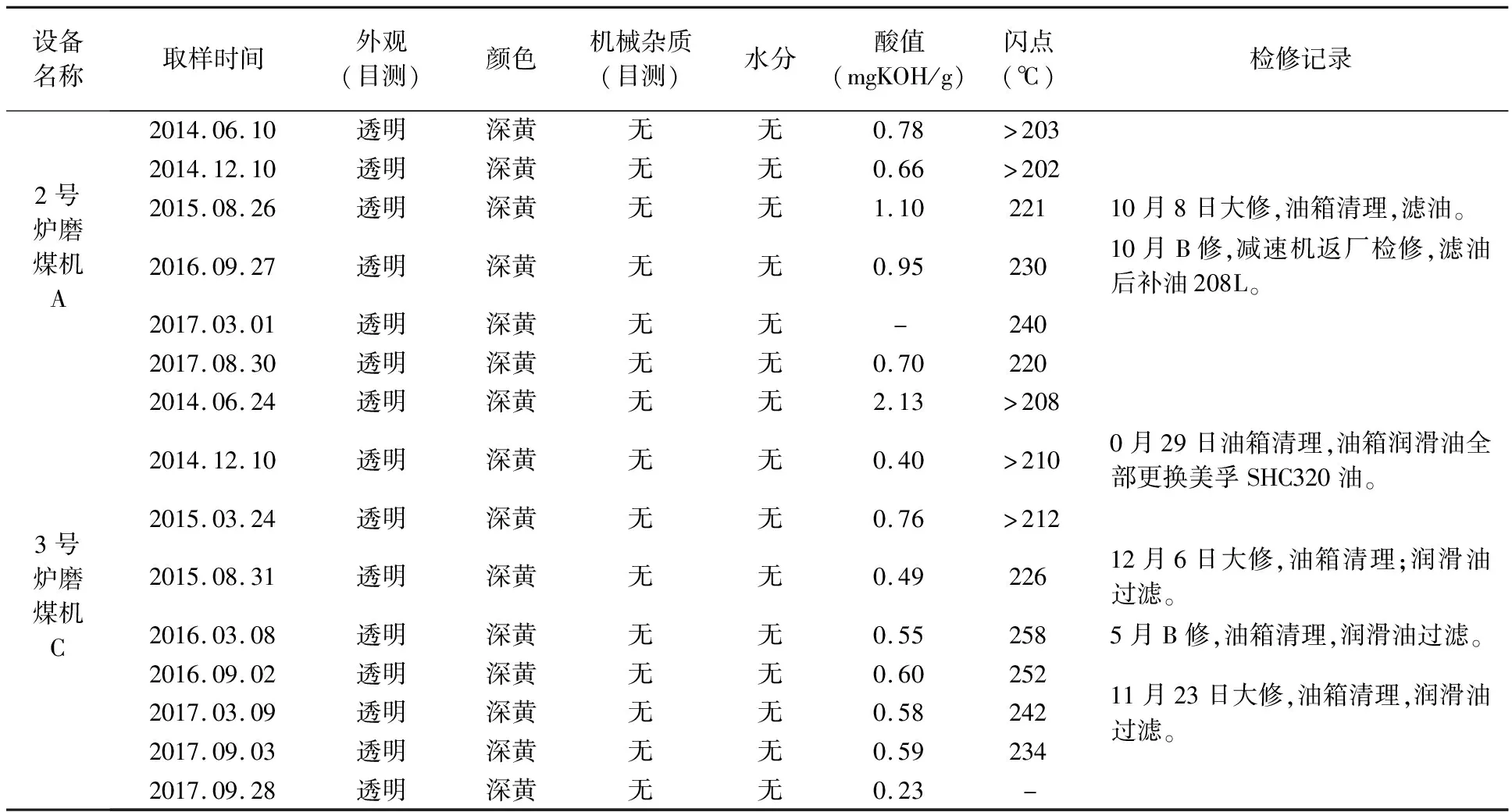
表1 2A、3C磨煤机润滑油油质跟踪数据表
由表1看出,当2A、3C设备的磨煤机润滑油酸值大于1mgKOH/g时,对磨煤机润滑油进行过滤,过滤后油样的酸值下降至1mgKOH/g以内。2A、3C设备的磨煤机润滑油闪点均大于200℃,无明显下降。2A、3C设备的磨煤机润滑油机械杂质、水分检测结果均为无杂质颗粒、无水分。
2.3 实验室的油样检测数据分析
2018年3月初,该电厂将2号炉磨煤机A、3号炉磨煤机C设备润滑油及新油送往六氟化硫实验室进行油质检测分析,实验室开展磨煤机润滑油的酸值、闪点、水分、泡沫特性检测。依据GB/T 264-1983《石油产品酸值测定法》进行磨煤机润滑油的酸值检测,检测结果见表2,依据GB/T 3536-2008《石油产品.闪点和燃点的测定.克利夫兰开口杯法》进行磨煤机润滑油的闪点检测,检测结果见表3,依据GB/T 260-2016《石油产品水含量的测定 蒸馏法》进行磨煤机润滑油的水分检测,检测结果见表4,依据GB/T 12579-1990《润滑油泡沫特性测定法》进行磨煤机润滑油的泡沫特性检测,检测结果见表5。

表2 2A、3C磨煤机润滑油及新油的酸值检测数据表

表3 2A、3C磨煤机润滑油及新油的闪点检测数据表

表4 2A、3C磨煤机润滑油及新油的水分检测数据表
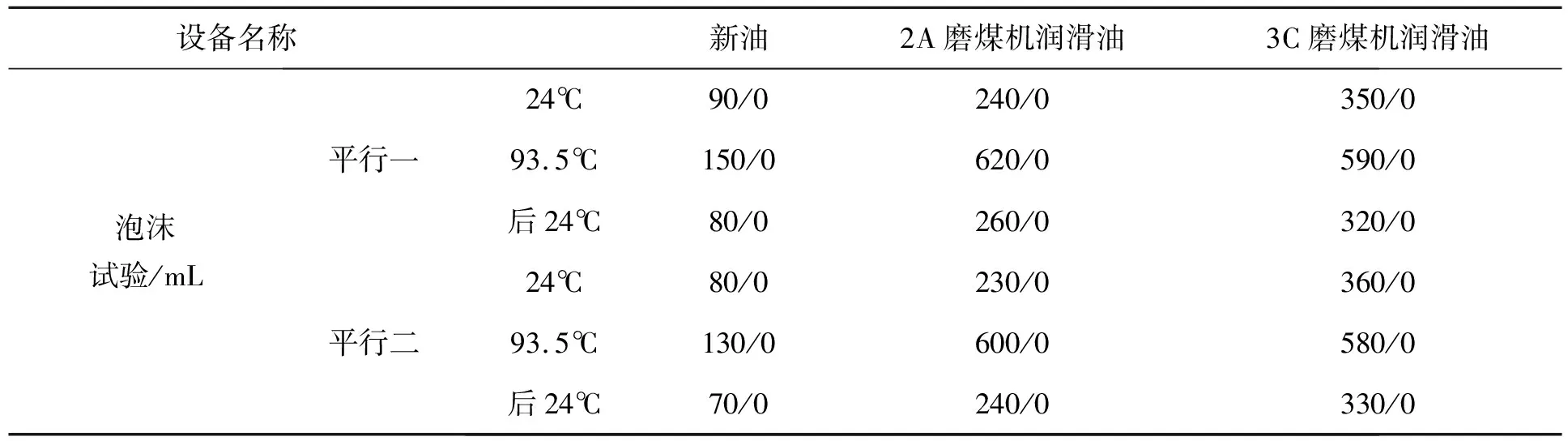
表5 2A、3C磨煤机润滑油及新油的泡沫特性检测数据表
由表2、表3、表4、表5看出,2A、3C设备的磨煤机润滑油及新油的酸值检测结果均小于1mgKOH/g,2A、3C设备的磨煤机润滑油及新油的闪点检测结果均大于200℃,2A、3C设备的磨煤机润滑油及新油的水分检测结果均为无水分含量,2A、3C设备的磨煤机润滑油的泡沫特性检测结果比新油的高,因为运行油中含有杂质、氧化物等,导致其泡沫特性升高。
对2号机组A设备、3号机组C设备的磨煤机润滑油及新油进行锈蚀检测,依据GB/T 11143-2008《加抑制剂矿物油在水存在下防锈性能试验法》进行磨煤机润滑油的锈蚀检测。
检测结果:新油的锈蚀试验为无锈,而2A、3C设备的磨煤机润滑油的锈蚀试验表明有不同程度的锈蚀。
3 处理措施
3.1 3号炉机组的处理措施
3号炉磨煤机C设备的油运行温度可能较低,适当的提高运行温度,即将3号炉磨煤机C设备的运行温度由原来的42℃提高到45℃,同时用新油更换一半已使用的油样,磨煤机润滑油中的泡沫基本消除。
3.2 2号炉机组的处理措施
2号炉机组的齿轮齿面有发蓝发黑现象,是因为磨煤机润滑油中间环形管内部杂质多而局部堵塞喷油孔,导致油量不足,进而引起局部齿面高温。首先更换老化元器件,磨煤机停备时,对设备内的元器件清扫检查,更换损坏的齿轮等部件。
2号炉机组的设备点蚀现象表明,磨煤机润滑油的抗氧化性能下降较多,需提高磨煤机润滑油的抗氧化性能。提高磨煤机润滑油的抗氧化性能的方法有两种,一种是添加新型抗氧化剂到磨煤机润滑油中,提高磨煤机润滑油的抗氧化性;另一种是用新的磨煤机润滑油更换已老化的磨煤机润滑油。
4 总结
目前大家普遍关注的是磨煤机及油站机械设备方面的技术改造、研究,忽视了磨煤机润滑油性能方面存在的问题,在正常运行中因油质抗氧化性能下降,导致设备出现腐蚀等现象,随着运行时间的增加,可能导致设备出现故障,带来严重的安全隐患,甚至影响机组的正常安全运行,因此需要加强对磨煤机润滑油油质及性能的研究。本文针对出现的问题,提出一些建议,为同类机组的运行监督维护提供借鉴。