热工联产汽轮机主汽阀挂闸装置故障分析与处理
2020-04-16李冬华
李冬华
(云南云天化红磷化工有限公司,云南开远 661600)
热工联产汽轮发电机组是云南云天化红磷化工有限公司(以下简称红磷化工)5#硫酸装置蒸汽梯级利用节能改造项目核心设备。热工联产汽轮发电机组投产后,由于主汽阀挂闸装置存在自动脱扣的故障,一直不能正常使用,导致机组基本处于停车状态,严重影响发电量。经过技术人员检修处理,目前机组能正常运行,给红磷化工带来较大的经济效益。
1 设备简介
热工联产汽轮发电机组由B0.7-1.0/0.5型700 kW背压式小型汽轮机拖动1台700 kW异步电机进行异步发电,本体结构包括汽缸、喷嘴组及转向导叶、轴承、汽封、调节系统和超速保护控制装置(ETS)。
2 汽轮机调节系统
汽轮机调节系统的基本作用是开停机、转速控制和负荷控制。该调节系统基本采用电子调节,由HJ03汽轮机调速器设定转速,3个转速传感器(MPU)将转速信号输入调节器,调节器将汽轮机实际转速和目标值比较求得差值,然后调整它的输出信号(4~20 mA)至NUCOM-10NS电动调节器,UCOM-10NS电动调节器控制调节阀调整其开度和进汽量,从而使转速或负荷趋向目标值。
汽轮机主汽阀是汽轮机调节系统中不可缺少的一部分,主汽阀与调节汽阀组成联合汽阀。主汽阀由阀杆、阀板、挂闸装置和操纵座等部件组成,其中挂闸装置含有弹簧、套筒、连接块、楔形键、手轮、连接杆和定位杆。挂闸装置挂闸成功后(需松开此装置中的定位杆),逆时针旋转主汽阀操纵座手轮,使操纵座内的弹簧向内压缩,即可开启主汽阀;顺时针旋转主汽阀操纵座手轮,操纵座内的弹簧向外伸开,即可关闭主汽阀。当汽轮机转速超过机组设定的3 360 r/min时,汽轮机超速保护装置的飞锤撞击主汽阀挂闸装置的定位杆,使定位杆与套筒脱扣,主汽阀关闭。
汽轮机调节汽阀由HJ03汽轮机调速器通过连接杆进行调节。汽轮机超速保护采用“三选二”冗余式电子超速保护装置(ETS),该装置由PLC和3块转速表组成,并配有3个磁电式转速传感器。3路转速信号在保护装置内进行比较,当2路及2路以上转速信号超过汽轮机设定动作转速时,该装置自动给出停机指令,使主汽阀挂闸装置动作,主汽阀迅速关闭,阻断蒸汽进入汽轮机。
3 存在问题及原因分析
汽轮机组自建成投产以来,主汽阀挂闸装置一直不能正常工作,主要存在以下问题:
1)机组开车时,将主汽阀挂闸装置开启后,松开此装置中的定位杆,定位杆与套筒(材质为铜合金)会自动脱扣,导致主汽阀关闭。
2)在汽轮机运行时,定位杆与套筒会自动脱扣,导致主汽阀关闭,引起机组跳停,给机组的正常运行带来很大隐患[1]。
3)楔形键与套筒之间的径向间隙尺寸不匹配。前2次检修时,发现主汽阀挂闸装置中楔形键有明显的磨损痕迹,由于是新机组,没有考虑楔形键与套筒之间的径向间隙尺寸。第3次检修时,经用游标卡尺和深度尺测量,楔形键与套筒之间的径向间隙尺寸有0.5 mm,不足以将套筒卡住,导致在蒸汽的冲击和操纵座内弹簧向外伸张的作用下,定位杆与套筒脱扣,造成主汽阀关闭。
4 处理方法
2015年1月,技术人员对热工联产汽轮机主汽阀挂闸装置故障进行维修。将主汽阀挂闸装置和操纵座拆下,在楔形键与套筒的键槽之间增加1块0.5 mm的铜皮。将挂闸装置和操纵座回装后,在挂闸的过程中,主汽阀不能正常打开,分析其原因为铜皮的厚度过大。楔形键与套筒键槽之间增加的铜皮示意见图1。
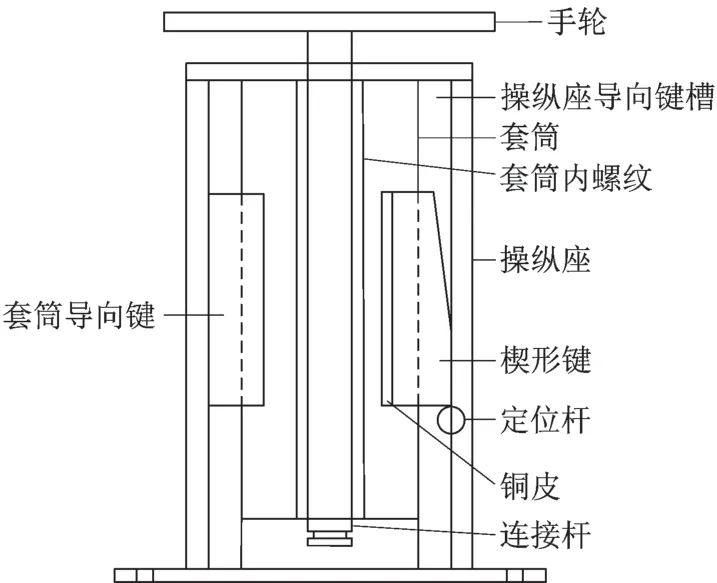
图1 楔形键与套筒键槽之间增加的铜皮示意
再次将主汽阀挂闸装置和操纵座拆下,将厚度0.5 mm的铜皮改成0.2 mm的铜皮,楔形键与键槽径向之间的间隙尺寸为0.3 mm。将挂闸装置和操纵座重新安装后,挂闸过程中无卡涩现象,主汽阀开启后,松开主汽阀挂闸装置中的定位杆时,定位杆与套筒没有脱扣,主汽阀不会关闭。随后,汽轮机暖管、冲转、并网发电过程中,主汽阀仍没有自动关闭,机组运行正常。由于铜皮材质较软,不宜长期使用,技术人员绘制楔形键的图纸,请厂家加工备件,随时可更换楔形键,消除了隐患[2]。
5 运行情况
汽轮机主汽阀挂闸装置存在的自动脱扣故障解决后,汽轮机运行平稳,保证了热工联产汽轮发电机组长周期稳定运行。B0.7-1.0/0.5型汽轮机主要运行参数见表1。
在2015年1月前,此套发电机组的年开车率只有20%左右,基本是停产状态。主汽阀挂闸装置自动脱扣的故障解决后,年开车率达到90%以上。按此套发电机组2015年1—9月发电量计,月平均为306 764 kWh,每年可发电3 681 168 kWh。电价按0.391元/kWh计,可节约电费143.9万元/a。由此可见,此套发电机组开车时间越长,给红磷化工带来的经济效益越大。
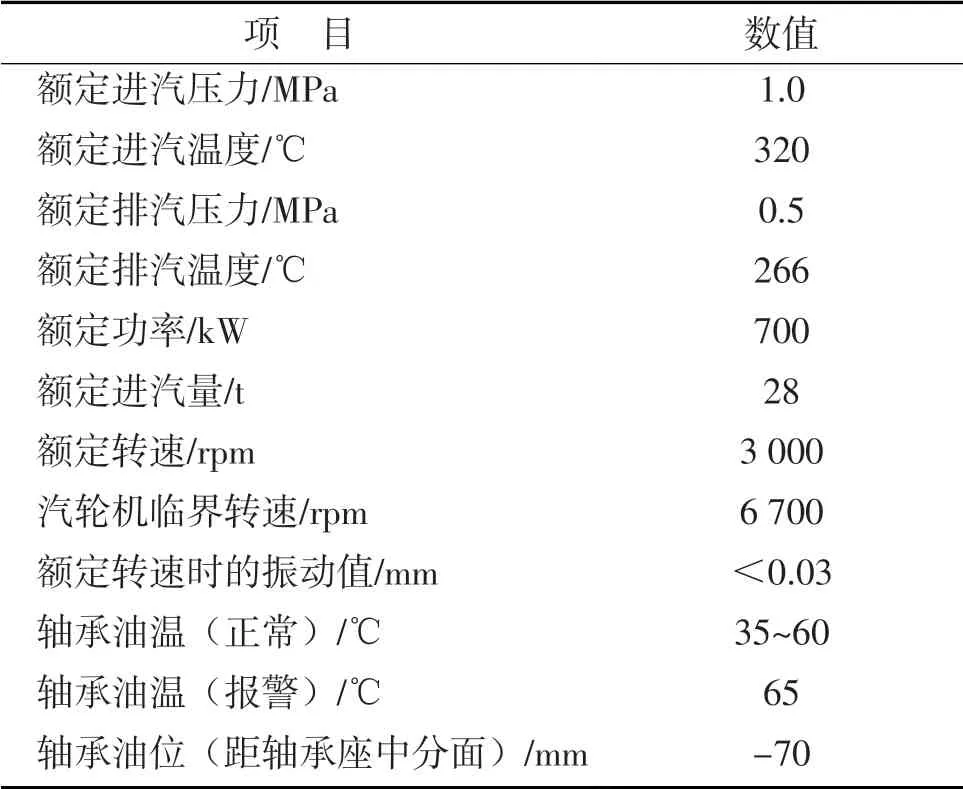
表1 汽轮机主要运行参数
6 结语
通过对热工联产汽轮机主汽阀挂闸装置存在的自动脱扣故障进行分析,在楔形键与套筒的键槽之间增加0.2 mm铜皮,解决了上述问题,使发电机组的年开车率从20%提高到90%以上,每年可节约电费143.9万元,取得了显著的经济效益。
