国产硫磺回收催化剂在普光净化厂的工业应用
2020-04-16刘剑利张立胜刘爱华裴爱霞
刘剑利,张立胜,刘爱华,裴爱霞
(1.中国石化股份有限公司齐鲁分公司研究院,山东淄博 255400;2. 中国石化中原油田普光分公司天然气净化厂,四川达州 635300)
近年来,随着我国高含硫大型天然气田的陆续开发,对天然气净化工艺提出了新要求。迄今为止,中国石化中原油田普光分公司天然气净化厂(以下简称普光净化厂)是我国最大的天然气净化厂,该厂处理混合天然气能力为1.2×1010m3/a,配套建有12套单系列规模为200kt/a硫磺回收装置,硫磺回收装置采用美国Black&Veatch公司的工艺包,配套使用的催化剂均为进口产品,进口催化剂价格昂贵,更换一次催化剂花费巨大。天然气净化作为高含硫天然气生产的关键环节,开发使用拥有自主知识产权的催化剂是大势所趋。
为实现催化剂国产化,中国石化股份有限公司齐鲁分公司研究院(以下简称齐鲁研究院)在原有的LS-300型氧化铝基硫磺回收催化剂的基础上,通过研制大孔、大比表面积纳米氧化铝载体,创新催化剂熟化、焙烧等制备工艺,掌握了大孔、大比表面积催化剂制备的关键技术,开发出LS-02型新型氧化铝基硫磺回收催化剂,该催化剂具有较大的比表面积、孔体积及合理的孔结构,综合性能达到进口同类催化剂水平[1]。为提高硫磺回收装置的有机硫水解活性,在一级反应器配套使用水解活性更高的氧化钛基有机硫水解专用催化剂。2018年4月,普光净化厂122系列硫磺回收装置更换使用国产催化剂,装置稳定运行1年后,于2019年5月对装置运行情况进行系统标定,考察国产硫磺回收催化剂在天然气净化厂大型硫磺回收装置上的工业应用效果,为催化剂全面国产化提供技术支持。
1 催化剂工业应用试验
1.1 工业应用装置工艺流程
普光净化厂122系列硫磺回收装置设计产能为200kt/a,操作弹性30%~130%,年操作时间8 000 h,硫回收率在99. 8%以上[2]。制硫单元工艺流程见图1。

图1 制硫单元工艺流程
该制硫单元采用部分燃烧法硫回收工艺,为一段高温硫回收+两段低温催化硫回收配置,采用中压蒸汽加热作为一级反应器和二级反应器入口过程气的再热方式,制硫单元硫回收率在95%以上。
1.2 催化剂装填
普光净化厂酸性气中H2S含量较低,CO2含量较高,同时硫磺回收装置反应炉炉膛温度较低,造成反应炉中生成大量的有机硫化物。为了提高有机硫水解活性,合理级配了制硫单元的催化剂装填方案:制硫单元两级克劳斯反应器使用齐鲁研究院开发的催化剂,其中一级反应器上部装填1/2体积的LS-971型脱漏氧保护剂,下部装填1/2体积的LS-981G型有机硫水解催化剂;二级反应器全床层装填LS-02型新型氧化铝基硫磺回收催化剂。
一级反应器催化剂装填情况为:反应器由底部至顶部依次装填φ10 mm瓷球厚150 mm,LS-981G型有机硫水解催化剂厚563 mm,LS-971型脱漏氧保护剂厚563 mm,φ10 mm瓷球厚75 mm。
二级反应器催化剂装填情况为:反应器由底部至顶部依次装填φ10 mm瓷球厚150 mm,LS-02型硫磺回收催化剂厚1 125 mm,φ10 mm瓷球厚75 mm。
1.3 催化剂物化性能
硫磺回收催化剂的物化性能见表1。

表1 硫磺回收催化剂的物化性能
2 装置工业标定
2019年5月,普光净化厂对122系列硫磺回收装置开展了装置性能标定试验,装置负荷分别为80%,100%,110%,其中80%和100%负荷下标定时间为72 h,110%负荷下标定时间为12 h。每个负荷阶段标定前需进行工况调整,待装置运行稳定后方可进行数据录取和分析,每天在10∶00、14∶00分别采样并记录操作参数。
2.1 装置运行参数
一级反应器入口温度控制在213 ℃左右,二级反应器入口温度控制在212~214 ℃。
122系列硫磺回收装置80%负荷下制硫单元操作工艺参数见表2。
122系列硫磺回收装置100%负荷下制硫单元操作工艺参数见表3。
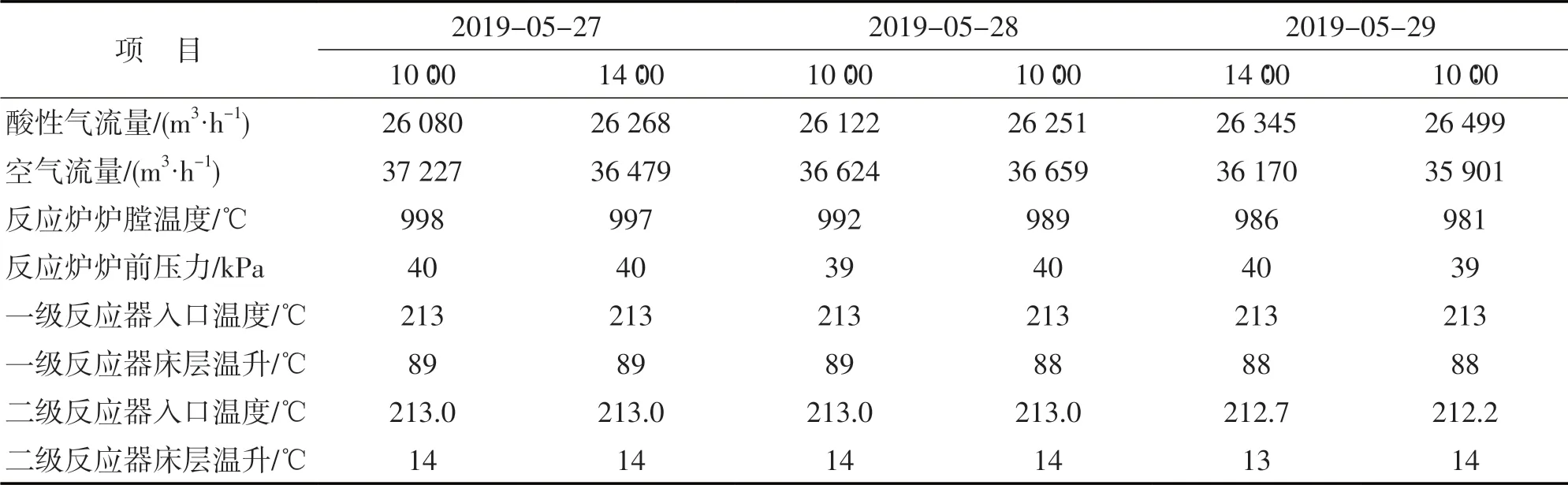
表2 80%负荷下制硫单元操作工艺参数

表3 100%负荷下制硫单元操作工艺参数
122系列硫磺回收装置110%负荷下制硫单元操作工艺参数见表4。

表4 110%负荷下制硫单元操作工艺参数
从表2~4可以看出:装置负荷在80%~110%的情况下,122系列硫磺回收装置制硫单元运行正常,一级反应器温升86~89 ℃,二级反应器温升13~14 ℃,表明绝大部分催化反应在一级反应器就已完成,只有少量反应在二级反应器进行。
122系列硫磺回收装置制硫单元一级反应器床层温度相比其他系列装置一级反应器温度升高10 ℃左右,这有利于促进有机硫水解反应的进行。这主要是由于122系列硫磺回收装置一级反应器采用了LS-971型脱漏氧保护催化剂和LS-981G型有机硫水解催化剂的级配,LS-971型脱漏氧保护催化剂可将反应炉残余的漏氧脱除,避免后面催化剂发生硫酸盐化,LS-971型脱漏氧保护催化剂脱氧反应产生的热量要高于克劳斯反应的放热量,可促进一级反应器床层温度的提高。
2.2 硫化氢酸性气组分分析
标定期间,不同负荷下硫化氢酸性气组分分析结果见表5~7。

表5 80%负荷下硫化氢酸性气组分分析数据

表6 100%负荷下硫化氢酸性气组分分析数据
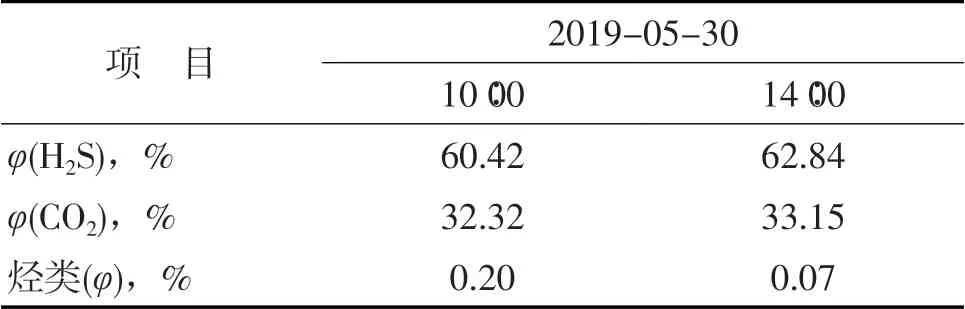
表7 110%负荷下硫化氢酸性气组分分析数据
从表5~7中数据可以看出:硫化氢酸性气组分比较稳定,与炼油厂硫化氢酸性气的组分相比,H2S体积浓度较低,CO2体积浓度较高。
2.3 制硫单元过程气组分分析
标定期间,不同负荷下各冷凝器入口气体组分分析数据见表8~10。
从表8~10数据可以看出:一级硫冷凝器入口φ(H2S)为8.78%~10.40%,φ(SO2)为4.40%~5.62%,φ(COS)为0.48%~0.57%,φ(CS2)为0~0.010 0%;二级硫冷凝器入口φ(H2S)为2.03%~2.55%,φ(SO2)为0.73%~1.13%,φ(COS)为0~0.005 9%,CS2未检出;三级冷凝器入口φ(H2S)为0.27%~0.96%,φ(SO2)为0.001 1%~0.40%,φ(COS)为0~0.010 0%,CS2未检出。

表8 80%负荷下各冷凝器入过程气组分分析数据

表9 100%负荷下各冷凝器入口过程气组分分析数据

表10 110%负荷下反应器进出口过程气组分分析数据
2.4 装置运行效果考察
2.4.1 单程总硫转化率及总硫回收率
硫磺回收装置单程总硫转化率η按下式计算:

式中:n1——第三硫冷凝器出口气体H2S+SO2+COS+ 2CS2总物质的量,mol;
n2——入反应炉气体H2S+SO2+COS+2CS2的 总物质的量,mol。
n1和n2的计算方法为:n1=第三硫冷凝器出口过程气H2S+SO2+COS+2CS2体积分数×克劳斯尾气流量÷22.4;n2=酸性气流量×酸性气中H2S+SO2+COS+2CS2体积分数÷22.4。
硫磺回收装置总硫回收率的理论计算方法为:总硫回收率=[1-烟气总硫/(原料潜硫量)]×100%。烟气总硫=烟气流量×烟气φ(SO2),原料潜硫量=酸性气流量×酸性气中φ(H2S+SO2+COS+2CS2)。
硫磺回收装置COS总水解率计算方法为:(1-第三硫冷凝器出口COS的物质的量/第一硫冷凝器入口COS的物质的量)×100%。
硫磺回收装置CS2总水解率计算方法为:(1-第三硫冷凝器出口CS2的物质的量/第一硫冷凝器入口CS2的物质的量)×100%。
标定期间,硫磺回收装置单程总硫转化率、总硫回收率、COS总水解率及CS2总水解率数据见图2。

图2 单程总硫转化率、总硫回收率、COS总水解率及CS2总水解率数据
从图2可以看出:装置标定期间,装置单程总硫转化率均高于97%,硫回收效率均在99.96%以上,COS水解率均高于98%,CS2水解率为100%,均优于装置设计值。
2.4.2 一级反应器性能考察
一级反应器内主要进行有机硫的水解反应,同时兼顾克劳斯反应进行。高温有利于有机硫水解反应的进行,在300 ℃以上的反应温度下才能保证有机硫的水解反应达到较高的转化率。为保证一级反应器内有机硫水解反应彻底,一级反应器床层温度一般控制在280~320 ℃。标定期间一级反应器克劳斯转化率和有机硫水解率数据见图3。

图3 一级反应器克劳斯转化率和有机硫水解率数据
从图3可以看出:在不同反应负荷下,一级反应器平均克劳斯转化率均在80%以上,随着装置负荷的提高,克劳斯转化率略有下降;有机硫平均水解率均在99%以上,在一级反应器中水解反应进行得比较彻底,同时也进行了大部分克劳斯反应。
由此可见,LS-971型脱漏氧保护剂与LS-
981G型有机硫水解催化剂组合使用具有较高的克劳斯转化活性和较高的有机硫水解活性。
2.4.3 二级反应器性能考察
有机硫的水解反应在一级反应器内已经基本完成,为提高总硫回收率,二级反应器主要进行克劳斯反应。较低的反应温度有利于克劳斯反应的进行,通常控制二级反应器床层温度在210~230 ℃。标定期间二级反应器克劳斯转化率数据见图4。

图4 二级反应器克劳斯转化率数据
从图4可以看出:不同负荷下二级反应器平均克劳斯转化率在68%以上,催化剂表现出较高的克劳斯反应活性。
2.5 尾气排放情况考察
标定期间采用现场在线分析仪监测122系列硫磺回收装置排放尾气SO2浓度情况,数据见图5。
从图5可以看出:标定期间硫磺回收装置排放尾气ρ(SO2)在250~400 mg/m3,远低于国家环保法规规定的排放最高质量浓度限值960 mg/m3。
3 结论

图5 硫磺回收装置排放尾气SO2浓度数据
1)分别在80%、100%和110%运行负荷下对122系列硫磺回收装置进行了标定试验,标定期间装置运行正常,COS总水解率均在98%以上,CS2水解率为100%,装置单程硫回收率均在97%以上。
2)122系列硫磺回收装置在80%、100%和110%这3种负荷下总硫回收率均在99.96%以上。
3)在液硫脱气废气引入尾气焚烧炉的工况下,122系列硫磺回收装置在不同负荷下排放尾气ρ(SO2)均低于400 mg/m3,远低于国家环保法规规定的960 mg/m3排放标准。
4)LS-971型脱漏氧保护剂和LS-981G型有机硫水解催化剂组合使用,具有较高的克劳斯转化活性和有机硫水解活性,催化剂国产化工业应用试验取得成功。
