纤维目数对纤维板力学性能和成本的影响研究*
2020-04-13张成旭陈光伟
张成旭 花 军 陈光伟
(东北林业大学,哈尔滨 150040)
纤维板是人造板中的主要板种之一,应用十分广泛[1]。纤维板是将木材或其他植物纤维原料分离成纤维,利用纤维之间的交织及其自身固有的粘结物质,或施加胶黏剂,在加热和(或)加压条件下制成的人造板材[2]。
近年来,国内外学者对纤维形态、热磨参数等因素对产品力学性能和成本的影响进行了大量理论研究与试验分析[3-4]。何爽爽等[5]以竹柳小径材、枝丫材为原料,对其进行纤维形态分析,对比两种原料制备的纤维板力学性能差异,结果表明:同等条件下用小径材制备的纤维板力学性能较好。郜云波等[6]研究了热磨过程中基于改进粒子群-支持向量机(IPSO-SVM)算法优化纤维制备质量及能耗,并建立了模型,结果表明:利用该算法获得的优化热磨参数,误差小于其他算法,可较好地应用到实际生产过程中。娄衡等[7]以异氰酸酯为胶黏剂制备低密度纤维板,并对其力学性能进行测试,探究了细纤维比例等工艺参数对板材力学性能的影响,结果表明:细纤维质量分数为60%时,板材力学性能较佳。Чистовa等[8]建立了纤维板生产过程中能耗的实验和理论模型,研究了热磨参数对于纤维板质量、能耗的影响,结果表明:在保证产品质量的前提下,纤维研磨度为18.5 μm(厚度)时,能耗较低。Benthien等[9]研究了纤维分离条件、纤维长度和中密度纤维板(MDF)性能之间的相互关系,结果表明:树种和磨片间隙是影响纤维尺寸的主要参数;纤维尺寸直接影响中密度纤维板的物理及力学性能。Evon等[10]以油麻秸秆为原料,对比了粗纤维、木质素添加量对两种预处理板材质量的影响,结果表明:在不添加木质素、纤维素的条件下仍能制备出性能较佳的P1型板(可以在干燥条件下使用的普通板)。
本文结合纤维板实际生产情况,研究纤维目数区间变化对纤维板力学性能和成本的影响。首先确定纤维目数区间,对其合理性进行验证;然后利用确定的纤维目数区间进行密度和施胶量的单因素对比分析,分析其对力学性能和成本的影响,实现纤维目数区间与制品质量等级的合理匹配,以达到合理应用提质降耗的效果,为我国纤维板生产行业技术进步提供理论基础与技术支撑。
1 材料与方法
1.1 材料
木片原料及纤维筛分:木片原料以杨木(PopulusL.)为主,含有少量柳木(Salix babylonica);利用振筛仪对纤维进行筛分,参考LY/T 1005—2016 《热磨机》[11],将纤维细分为粗纤维(10~20目),正常纤维(20~120目),细纤维(120~130目)。
胶黏剂:脲醛树脂胶粉(固体含量98%),广东东莞市龙大胶黏制品有限公司。
1.2 设备
纤维制备装置:削片机(型号2113-13),江苏青山机械有限公司;热磨机(48-EX系列1115),江苏镇江中福马机械有限公司;振筛仪(XSB-88型),筛具最大直径200 mm,绍兴市拓展仪器设备有限公司;多功能拌胶机,东北林业大学自制;干燥箱,上海一恒科学仪器有限公司。
1.3 试验方法
1.3.1 纤维筛分目数区间确定
依据相关标准和纤维板生产工艺要求[12],以及参考国内学者近些年在纤维形态相关领域的研究成果[13-14],在常规相对合理的纤维目数区间20~120目的基础上适当放大或缩小纤维目数区间范围,增设40~100目及10~130目两种纤维目数区间,在密度和施胶量均相同的条件下分别对所确定的这三种纤维目数区间的试件进行力学性能对比分析,进一步确定纤维目数区间合理性。
1.3.2 不同目数纤维配比设置
综合考虑不同纤维形态对试件力学性能的影响、不同目数纤维质量差异及纤维筛分实际情况,以40~100目纤维100%为基准,增加或减少粗细纤维比例,按一定梯度设计出三种区间不同目数纤维配比方案进行研究,见表1。
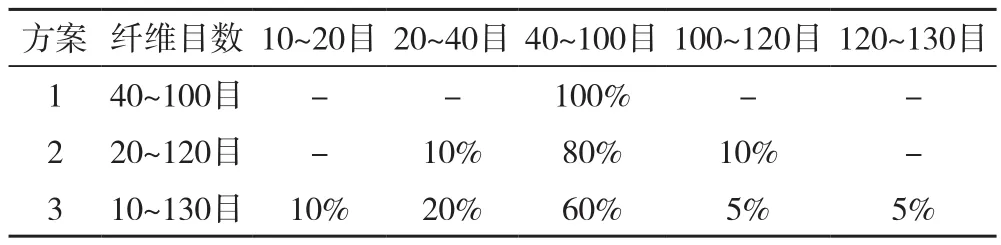
表1 三种区间不同目数纤维配比方案Tab.1 Three fiber proportion schemes with different meshes
1.3.3 试验方案设计
根据产品标准[15]和工艺要求[16],中密度纤维板密度通常在0.585 ~0.880 g/cm3之间,施胶量通常在12%~15%之间。考虑到纤维形态、密度及施胶量均对力学性能有较大影响,因此对设计的三种纤维目数区间合理性进行验证,然后采用单因素试验设计方法研究密度和施胶量对力学性能的影响,分析其对力学性能和成本的影响。
步骤一:在确定的三种纤维目数区间方案下,基于生产实际情况考虑,确定制作密度均为0.70 g/cm3、施胶量均为15%的试件,根据力学性能对比试验结果,验证设计的纤维目数区间的合理性。
步骤二:对确定的纤维目数区间进行密度和施胶量的单因素试验,即在设定的试验条件下,改变密度或施胶量,其他工艺条件不变,分别探究密度和施胶量对力学性能的影响。根据力学性能试验的结果,实现纤维目数区间与制品质量的合理匹配;通过成本分析确定优化合理的纤维目数区间,寻求实现较好生产经济效益的途径。
1.3.4 试件制备
采用拌胶机对干燥后的纤维进行施胶,胶黏剂为脲醛树脂(胶液固体浓度50%,含固体浓度为20%的NH4Cl溶液为固化剂;NH4Cl含量为固体树脂的1%)[17-18];利用干燥箱对纤维进行干燥,干燥后纤维含水率为6.83%;手工铺装,三种纤维目数区间的铺装板坯规格均为340 mm×320 mm×12 mm;对板坯进行预压和热压:根据生产经验设定预压压力范围为3~4 MPa;预压时间15~30 s;采用热压板接触加热方式,上下压板温度取160 ℃;压力范围取9~10 MPa;板厚取12 mm;热压时间取5~6 min。
1.3.5 力学性能测试
按照试验方案与相关标准,每一方案制作5块试件,用于测试其力学性能。试件密度(ρ)、静曲强度(MOR)、弹性模量(MOE)、内结合强度(IB)、含水率(MC)及24 h吸水厚度膨胀率(TS)的测定参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》[19-20]。
2 结果与分析
2.1 纤维目数区间合理性验证
根据试验设计步骤一,在预设密度均为0.70 g/cm3、施胶量均为15%的条件下,分别利用40~100目,20~120目,10~130目纤维制备试件,根据力学性能对比试验的结果,确定纤维目数区间设定的合理性,试验结果见表2。

表2 三种纤维目数区间试件的力学性能Tab.2 Mechanical properties of specimens of three kinds of fiber mesh intervals
根据GB/T 11718—2018 《中密度纤维板》,对利用不同纤维目数区间制备的试件进行评价,试件均为合格产品。由表2可知,40~100目纤维形态好,试件的力学性能较好;20~120目纤维形态一般,试件的力学性能次之;10~130目纤维形态较差,但试件的力学性能也能达到合格品要求。随着纤维目数区间增大,力学性能指标MOR、MOE及IB值减小;ρ、MC值变化较小;20~120目、10~130目区间制备的试件TS值大于40~100目纤维试件。上述结果表明:在工艺条件相同时,纤维目数区间不同对制品的力学性能有较大影响,40~100纤维目数区间制品力学性能较好;其力学性能随着纤维目数区间增大而降低。
上述对比试验结果表明:三个目数区间纤维均可以应用于实际生产,可根据实际生产需要、不同的工艺条件要求选取合理的目数区间纤维。用40~100目纤维制备的试件力学性能较佳,但原料损耗率较高,在对制品质量要求较高的情况下,选用此纤维目数区间具有较大的优越性;用20~120目纤维制备的试件力学性能趋中,原料损耗率较前者降低,在对制品质量要求中等水平的工艺条件下实用性较强;用10~130目纤维制备的试件力学性能可达到合格品要求,且纤维利用率较高,在对制品质量要求较低的工艺条件下可以选用,以降低原料损耗。
2.2 纤维目数区间单因素试验分析
2.2.1 密度对力学性能的影响
根据试验设计方案步骤二,设定施胶量不变均为15%,对确定的纤维目数区间(40~100目、20~120目、10~130目)进行密度变化的单因素试验,改变不同纤维目数区间试件的密度,探究密度变化对试件力学性能的影响。40~100目纤维形态较佳,将密度设定为0.65 g/cm3;20~120 目纤维形态次之,密度设定为0.70 g/cm3;10~130目纤维形态较差,密度设定为0.75 g/cm3,测得力学性能结果见表3。
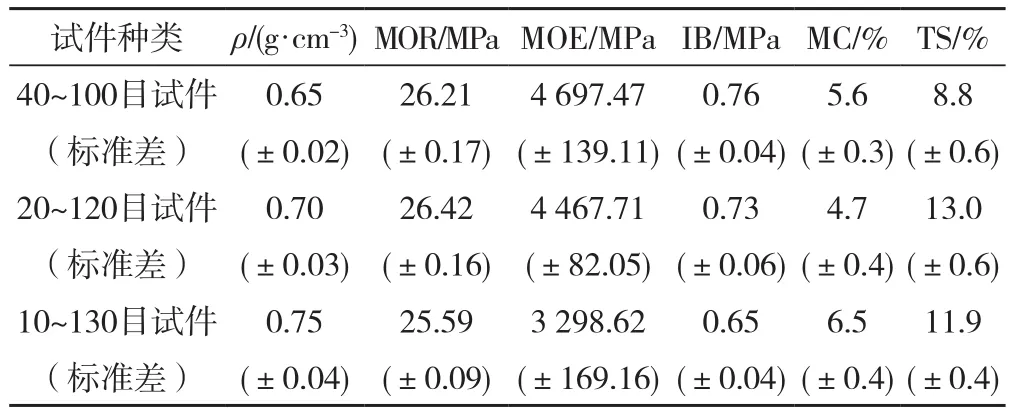
表3 改变密度三种纤维目数区间试件的力学性能Tab.3 Mechanical properties of specimens of three kinds of fiber mesh intervals with different densities
分析表3可知:相对于步骤一而言,40~100目试件ρ减小,其力学性能略有下降,其MOR、MOE及IB值减小,MC和TS值变化较小,但均在合格范围之内,说明在纤维形态好的条件下,试件ρ可以适当降低。10~130目试件ρ增大,其力学性能增强,MOR、MOE及IB值增大;MC和TS值变化较小,说明纤维形态差的条件下,可通过改变试件密度来改善其力学性能。试验结果表明:在施胶量相同时,合理确定制品试件密度,可获得质量合格的制品。40~100目试件密度的减小降低了纤维原料的用量,其力学性能下降但不明显;20~120目试件预设密度和步骤一中的相同,压制的试件密度、力学性能基本无变化;10~130目试件考虑纤维形态较差,增加制品试件密度,其力学性能略有提高,达到合格品要求。
2.2.2 施胶量对力学性能的影响
预设密度不变,均为0.70 g/cm3,用确定的纤维目数(40~100目、20~120目、10~130目)进行施胶量变化的单因素试验,改变不同纤维目数区间试件的施胶量,探究施胶量变化对试件力学性能的影响。40~100目纤维形态较佳,因此将施胶量设定为13%;对于20~120目和10~130目纤维,基于生产实际情况考虑,施胶量增加对试件力学性能指标的影响并不明显,且会导致成本增加,因此这两个区间的纤维施胶量不变,仍设定为15%。试验结果见表4。

表4 改变施胶量三种纤维目数区间试件的力学性能Tab.4 Mechanical properties of specimens of three kinds of fiber mesh intervals with different resin contents
从表4可知:相对于步骤一而言,40~100目试件施胶量减小,其力学性能有所下降,MOR、MOE及IB值减小,ρ、MC值变化较小,TS值略有增加,但仍在合格范围之内,说明纤维形态好的条件下,试件施胶量可以适当减小;20~120目、10~130目试件施胶量未变化,力学性能未变化。分析结果表明:在密度相同时,合理确定制品试件施胶量,可获得质量合格的制品。
3 制备成本分析
基于本研究确定的纤维目数区间,及工艺参数对纤维板试件性能影响的分析,在保证制品质量要求的前提下,综合考虑成本和价格因素,对制品生产成本进行分析,以寻找较佳的纤维制备方案,实现纤维目数区间与制品质量等级的合理匹配,达到合理利用原材料、提质降耗、降低生产成本的目的。
以某企业产品为例,木片价格为475元/t,脲醛树脂胶价格为1.6元/kg(含固化剂),纤维板优等品(2 440 mm×1 220 mm ×12 mm)售价为1 480元/m3,一等品售价为1 340元/m3,二等品售价为1 200元/m3,合格品售价为1 060元/m3。
根据试验分析结果,参考相关标准和企业价格信息,获得不同纤维目数区间制品不同品质等级和价格,见表5。

表5 三种纤维目数区间对应纤维板的品质等级和价格Tab.5 Quality grades and prices of three kinds of fiber mesh intervals corresponding to fiberboard
不同纤维目数区间纤维板制备过程中,根据设定密度和施胶量,计算树脂用量(包括纤维板试件实际消耗加损耗);根据设定密度、施胶量和原料损耗率,计算实际纤维及木片用量。根据实际树脂及木片用量、脲醛树脂和木片的价格核算制备1 m3纤维板(2 440 mm×1 220 mm ×12 mm)的原料成本(包括胶和木片的成本)见表6。

表6 1 m3纤维板制备成本Tab.6 Costs of 1m3 fiberboard preparation
根据1 m3纤维板制作成本和不同品质纤维板售价,综合分析可得出:
1)不同纤维目数区间1 m3纤维板制作成本。
(1)密度、施胶量均相同的条件下,40~100目纤维板的原料消耗较大,木片用量比20~120目纤维板增加0.24 t/m3,比10~130 目纤维板增加0.31 t/m3;成本比20~120目纤维板高114.00元/m3,比10~130目纤维板高147.25 元/m3;
(2)改变密度,施胶量相同的条件下,40~100目纤维板原料消耗减少,木片用量减少0.10 t /m3,树脂用量减少6.5×10-3g /cm3;成本降低57.90元/m3,比20~120目纤维板高46.60元/m3,比10~130目纤维板高69.45 元/m3;
(3)改变施胶量,密度相同的条件下,40~100目纤维板原料消耗减少,木片用量略有增加,树脂用量减少1.08×10-2g /cm3;成本降低7.78 元/m3,比20~120 目纤维板高101.47元/m3,比10~130目纤维板高144.22元/m3。
2)不同品质纤维板售价。
(1)密度、施胶量均相同的条件下,40~100目纤维板力学性能较好,为优等品,其价格为1 480元/m3,比20~120目纤维板售价高280元/m3,比10~130目纤维板售价高420元/m3;
(2)单一改变密度,合理降低密度,试验表明40~100目纤维板力学性能略有下降,为一等品,其价格为1 340元/m3,销售价格相对降低140元/m3,但品质仍优于20~120目和10~130目的纤维板,其售价比20~120目和10~130目纤维板分别高出140元/m3和280 元/m3(见表5);
(3)单一改变施胶量,合理降低施胶量,试验表明40~100目纤维板力学性能略有下降,为一等品,价格为1 340元/m3,价格相对降低140元/m3,但仍优于20~120目和10~130目的纤维板,但其价格比20~120目和10~130目纤维板分别高出140元/m3和280元/m3。
3)制作和销售成本综合分析。
综合考虑制作和销售成本,对不同纤维目数区间1m3纤维板收益进行核算后进一步分析可知:
(1)在密度、施胶量均相同的条件下,40~100目纤维板综合收益比20~120目纤维板高32.69%,比10~130目纤维板高68.00%;
(2)改变密度,施胶量相同的条件下,40~100目纤维板综合收益比20~120目纤维板高18.74%,比10~130目纤维板高55.24%;
(3)改变施胶量,密度相同的条件下,40~100目纤维板综合收益比20~120目纤维板高7.66%,比10~130目纤维板高33.46%。
综上所述,同等条件下40~100目纤维板制备过程原料成本虽然相对较高,但可以在保证力学性能达标的前提下适当降低密度或施胶量以节约原材料,弥补目数区间不同带来的成本增加;另外,还可将纤维废料作为燃料进行二次利用,为干燥、热压等流程提供热能;部分纤维废料可作为制备低档制品的原料,以减低原材料的损耗,且40~100目纤维板品质较好,在价格方面优势较大。在20万m3/a的生产规模下,采用40~100目纤维制备纤维板能带来显著的经济效益。
4 结论
采用热磨法研磨纤维,研究不同纤维目数对纤维板力学性能和成本的影响,得出如下结论:
1)不同纤维目数区间在密度、施胶量均相同的条件下,40~100目纤维区间试件力学性能较佳,但原材料消耗较大,在对制品质量要求较高的工艺条件下选用此区间具有较大的优越性;20~120目纤维区间试件力学性能次之,原材料消耗次之,在对制品质量要求处于中等水平的工艺条件下选用此区间实用性较强;10~130目纤维区间试件力学性能可达到合格品要求,且纤维利用率较高,在对制品质量要求较低的工艺条件下可以选用此区间,以降低原料损耗。
2)单因素对比试验分析结果表明:在纤维形态较好(40~100目)的条件下,改变密度或施胶量单一因素,适当降低试件密度或减小施胶量对其力学性能的影响较小,可通过单一因素的优化减少原料成本增加带来的不利影响。综合考虑成本及销售价格因素可知:40~100目纤维板制品销售可实现优质优价,收益明显高于其他两种纤维目数区间纤维板制品,可实现经济效益最大化。
3)从纤维板制备成本和销售价格综合分析得出:根据上述三种纤维目数区间,可实现纤维目数区间与制品质量等级的合理匹配,达到合理利用原材料降低生产成本的效果。
