记号笔结构设计要点
2020-04-10许云波吴瑛戟张窘
许云波,吴瑛戟,张窘
1.真彩文具股份有限公司,昆山 215343 2.上海制笔技术服务有限公司,上海 201612
引 言
记号笔是诸多记号笔品类的统称,是用塑料、纤维等高分子材料制成笔头,可在纸张、木材、金属、塑料、搪瓷、陶瓷等一种或多种材料上作记号或标志的笔[1]。它可分为油性记号笔、水性记号笔、白板笔、荧光笔、水彩笔和微孔笔头墨水笔等。记号笔墨水按溶剂类型可分为油性墨水和水性墨水,特别是油性溶剂大多具有较强的挥发性,这就要求记号笔本身具有很好的密封性能,才能减缓其墨水的渗透、挥发等。特别在高温、干燥的环境下,即使是挥发性不强的水性墨水,同样需要记号笔具有良好的密封性能,来防止墨水挥发,更关键的是防止笔头干涸、堵塞引起书写不良等致命质量问题的产生。所以记号笔必须选用合适的材料,采用合理的结构,笔的相关零件的配合部分达到密封性能及力学性能等要求,才能维持记号笔在保质期内具有良好的使用性能。
一、记号笔结构设计性能要求
按照记号笔的特点,要求记号笔的结构设计必须满足以下性能要求:
1.密封性能要求
按照通用的设计要求,记号笔的保质期一般要大于2年,要求在常温储存的条件下,保质期内墨水挥发损失小于5%,初笔书写、书写长度等性能满足行业标准的各项要求。因而记号笔的密封性能是首先要满足的要求。
2.配合力要求
1)笔套与笔杆的拔出力满足4.9N至39.2N之间的要求[2];
2)对于出口欧美的外销产品尾塞与笔杆尾端间的配合力满足大于50N的要求,但尾塞如凹进或突出笔杆末端直身段的尺寸小于1mm的除外。要求做到笔套反套在笔杆尾端时,不会因为尾塞与笔杆配合松而在笔套拔出时将尾塞一并带出。
3.笔套安全性要求
笔套的安全性能要求。为避免因笔套误食时造成儿童室息的危险,必须满足GB21027中的相关要求[3]。
4.自动化装配要求
随着制笔企业自动化程度的提高,笔的结构通常都要满足自动装配机进行组装的要求。这也给结构设计人员提出了较高的要求,要求笔的装配部分结构要满足装配机的高效、可靠的特点。
二、记号笔结构设计要点
1.塑料材料的选择
记号笔所用的塑料材料的选用需要考虑多方面的要求,除了要考虑材料的加工性能、力学性能、热性能和物理性能外,还要考虑材料的耐化学腐蚀性和阻隔性,需要选用高耐腐蚀和阻隔性高的材料。
目前记号笔通常选用聚丙烯(PP)塑料,又称百折胶,由于PP料良好的流动性,不吸水,易着色,光泽好,与墨水接触不易产生化学变化,即化学稳定性好等特性,在制笔行业内作为记号笔的首选材料。各零件工厂用料常选用的PP料牌号有:PP—5090T、PP—5600、PP—RP344R等。另外,高密度聚乙烯(HDPE)也是记号笔通常采用的材料,此材料有优异的耐化学腐蚀性和对墨水溶剂的阻隔性。在记号笔设计试样后需要进行整体密封测试,来综合考察密封性能。
2.零件结构设计要点
储水芯式记号笔结构如图1所示。主要由笔套、笔头、笔杆、储水芯(内含墨水)、尾塞(也称端盖)等组成。当笔杆的外径尺寸较大及导向长度不够时,在笔套内应该还要设计一内导向套,既可以密封笔头,又可以起导向作用,防止碰伤笔头。中间段是笔杆、储水芯(内含墨水)等组成。其中笔杆一般有二种结构形式,分别是含尖套在内及含尾塞在内的一体式结构,文中研究的是前者,经常被设计师们选用。

图1 记号笔典型结构Fig.1 Typical structure of the marker
1)笔套与笔杆配合
记号笔的主要配合点分别为笔套与笔杆,以及笔杆与尾塞。其中笔套与笔杆的配合是重点,因为笔套与笔杆的配合不仅要密封,还要考虑笔套插拔时的使用性能。
通常在笔套内衬的内表面上,设计有一道环筋,环筋的宽度宜在0.8mm至1.5mm之间,环筋圆弧的最高点宜凸出内表面0.08mm至0.12mm之间,环筋采用强脱模的结构成型。笔套内环筋剖面的结构如图2所示。
在笔杆前端插入笔套内衬的外表面上也设计一道凸起的环筋结构(见图3)。当笔杆与笔套的两道环筋间配合时在径向和轴向上都应该要有一定的过盈量,形成密封环,达到密封和配合力要求。
这种配合方式对笔套与笔杆的尺寸精度要求比较高,不仅是径向之间的过盈尺寸精度,还有轴向之间位置配合的精度。如果能做好的话,密封效果是比较好的。此外,这种配合方式的笔套插拔力比较大,适合于笔杆密封处的外径尺寸小于φ8mm的记号笔。
另一种配合方式是笔杆前端插入笔套内衬的外表面上无凸起的环筋,由于注塑成型脱模需要有适当的锥度,通过笔杆前端外表面与笔套内的环筋配合,形成一道密封环,达到密封和配合力要求,见图4所示。
这种配合方式对笔套与笔杆的尺寸精度要求相对会低一些,并且笔套插拔力会比较小一些,适合于笔杆密封处的外径尺寸大于φ8mm的记号笔。
笔套与笔杆配合还需要考虑笔套的定位和插拔力的大小。通常在笔套内壁上会设计若干个卡点(见图2中圆弧状小凸点),一般是4~6个;在笔杆前端的外面会设计一道定位环筋(见图4中的定位环筋)。笔套的卡点与笔杆的定位环筋同样是过盈配合,当笔杆插入笔套时,笔套的卡点需要爬过笔杆的定位环筋,同时笔套端面与笔杆台阶作为定位限制。配合不能太紧,使得笔杆插入笔套很困难,或者笔套拉力超标;也不能太松,造成笔套窜动而不密封。
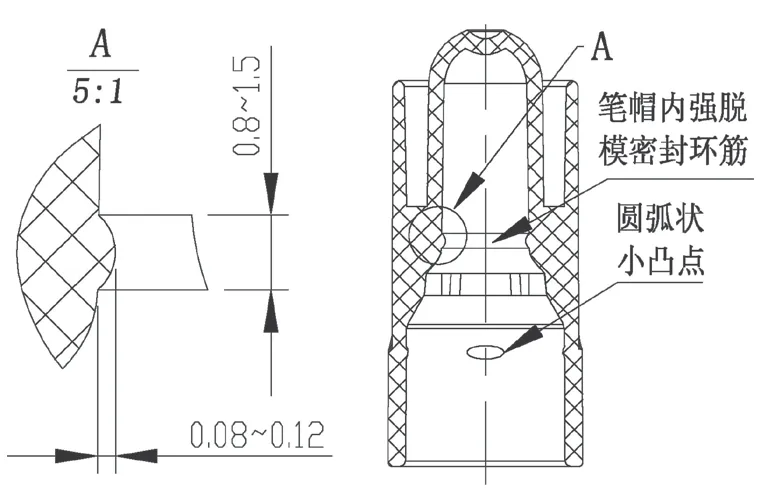
图2 笔套Fig.2 Cap of the marker

图3 笔杆1Fig.3 Barrel 1 of the marker
2)笔杆与尾塞配合
笔杆与尾塞的配合重点在于紧密,因此在笔杆尾端的内表面,以及尾塞与笔杆配合部位的外表面上各设计二道凸出的环筋(见图5和图6)。二道环筋间的轴向中心距离一般要求大于2.5mm,环筋宽度宜在0.8mm至1.5mm之间,环筋凸出表面宜在0.08mm至0.12mm,环筋间的配合有一定的过盈量,以达到零件间密封和配合力的要求。
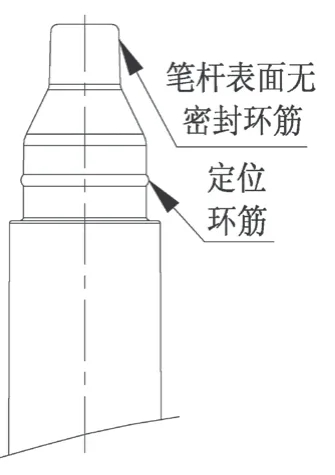
图4 笔杆2Fig.4 Barrel 2 of the marker

图5 笔杆剖面结构简图Fig.5 Structural diagram of the barrel section

图6 尾塞外部结构简图Fig.6 External structural diagram of the tail plug
在笔套、笔杆和尾塞的内部结构设计时,通常都要设计若干条加强筋或定位筋,这些筋的宽度必须要小于该处壁厚,通常以该处最小壁厚的0.7倍设计。此外,为避免加强筋的收缩影响环筋的密封,应该尽可能避开有环筋的部位(见图3中B处局部图)。
3)笔杆结构设计要点
从笔杆的环筋成型的品质和方便出模等因素综合考虑,笔杆尾端内孔宜设计成阶梯状,即笔杆内环筋的内径尺寸A,要比笔杆型芯台阶B大0.15 mm至0.25mm(见图5中A和B),避免因型芯出模时把环筋碰伤、擦花等不良现象,保证笔杆、尾塞间的密封性能及配合力的要求。
4)异形笔杆与尾塞结构设计要点
在记号笔的结构设计时,经常会遇到笔的横截面为非旋转体的造型,如椭圆形、三角形、长方形等异形笔的设计,其密封结构的设计,由于径向上材料的各向收缩不一致,注塑成型的环筋很难达到密封性能所要求的尺寸精度。为解决异形笔杆、尾塞间的密封问题,通常根据超音波焊接的方法来解决密封问题。
超音波焊接结构设计时,要考虑的因素有很多[4],例如导能点和焊接面的结构形式将直接影响熔接及密封的效果;焊接面为一缩小的接触面,以利高音波高能量的集中,达到快速熔接的效果;固定在焊接下模中的料件,被熔接处需有足够的支撑面,以便上焊头在传递能量至料件时,上、下料件间可相对的自由振动来达到摩擦生热而互相熔接;焊接面还要预留足够的空间,让熔接的材料流通以防外溢,影响美观;焊头与料件间的接触面尽可能大而平坦以防伤到料件的表面等。
因此,异形笔杆、尾塞具体的结构设计应该关注以下的重点:
在笔杆的内侧表面上,宜将焊接的支撑面(见图7),设计成有一定角度的斜面或小平面,当尾塞和笔杆开始接触时的一周为线接触,利于能量集中,达到快速熔接目的。支撑面不宜太小,焊接开始时的接触面积应尽可能小,以防止焊接变形。
在尾塞外表面焊接处宜设计一周均匀料厚的小凸台作为导能点(见图8),确保有一定的熔融量与笔杆互相熔接在一起。小凸台高度一般在0.6mm至0.9mm之间,方便尖角处先熔融而被熔接。凸台如设计偏高,所需要的能量也要高,焊接材料尚未全部熔融就已固化了,会产生明显离缝及焊接不牢。凸台如设计偏矮,塑料熔融量不够,易出现焊接不牢、虚焊等不良现象。
凸台尺寸设计时可以把凸台的高度先定为下限尺寸,留有修模的余量,尾塞与笔杆成型后,根据试焊后的效果,再适当地加胶修改尾塞模具,避免因凸台设计过高,造成模具的补焊或重做问题。

图7 笔杆内侧(焊接斜面)结构简图Fig.7 Structural diagram of inside (welding bevel)

图8 尾塞外侧(小凸台)结构简图Fig.8 Structural diagram of outer side of the barrel (small boss) of the tail plug
三、性能检测
为了检验记号笔是否达到性能要求,在试装成成品笔后,需进行密封性能测试和零件间的配合力测试。
1.密封性能测试
将组装好的成品试笔,在笔杆的表面中间位置附近,钻一个一定直径的小孔,用一连接气泵软管插入小孔,确保软管与小孔间密封,并导入调好的气泵压力为1至1.5Kgf/cm²范围内的压缩空气至笔杆的内部,再将试笔放入盛水的容器中,观察笔杆的尾部和头部,即尾塞和笔套分别与笔杆的连接处,如无气泡冒出水面作为检验密封性能合格的标准。
同时将成品试笔平放在55±2℃烘箱内120hr后,取出试笔应书写正常,墨水减少量应达到小于3%规定,则密封性能合格。
计算公式:墨水减少量%=(未经测试笔重量G1-测试后笔重量G2)/总灌墨重量G3×100%
为了模拟长期存放的环境变化对产品的影响,可以考虑采用高低温交变试验方法进行测试,将成品试笔笔头向下放置于高低温交变试验箱内,设置高温55±2℃、低温-20±2℃,设置温度点维持4小时作为一个循环。进行二轮循环试验,观察渗漏墨情况,以及试验后书写是否正常等,来判定零件间配合和密封性能。
2.零件间配合力的测定
1)笔套拉力测试
将成品试笔固定于数显拉力仪的夹具上,开启拉力仪,使笔套与笔杆脱离时的最大数值,即为笔套拉力的大小。该值在4.9N至39.2N之间为合格。
2)尾塞配合力测试
将成品试笔固定于数显拉力仪的夹具上,开启拉力仪,使尾塞与笔杆脱离时的最大数值,即为尾塞配合力的大小,该值应该大于50N。
3)笔套的安全性能测试
笔套安全性能的测试可以按照GB21027的要求进行。
四、结论
综上所述,文中对储水芯式记号笔的结构设计要点进行了总结,记号笔结构设计主要围绕满足其密封性能要求展开。记号笔零件要选用对墨水溶剂阻隔性高的材料,零件间要配合可靠并有足够的配合力防止松脱,从而影响产品的密封性。密封结构宜采用环筋与环筋、环筋与面配合的型式,环筋尺寸要充分考虑材料的特性和成型工艺要求。异形笔杆和尾塞的密封宜采用超音波焊接的方式较为可靠。
