汽车杆式半轴裂纹分析及预防措施
2020-04-08
(西安航空职业技术学院,陕西 西安 710089)
汽车杆式半轴是驱动桥总成中驱动车轮的关键零件,对汽车安全正常的行驶至关重要,工作时主要承受驱动和制动扭矩,此外还受一定的冲击载荷,其结构特点是细长杆(见图1)。

图1 汽车杆式半轴
某公司在生产一批汽车杆式半轴过程中,发现该工件在中频淬火后出现裂纹,立即对该批工件进行磁粉探伤检测,发现共有7件有裂纹缺陷。该杆式半轴选用42CrMoH中碳合金结构钢,具体工艺流程为:圆钢下料—锻造—调质处理—压床校直—粗车加工—中频感应淬火处理—自回火—校直—磨削加工—探伤—打标识—浸油包装。进行调质热处理的目的是提高工件的强韧性;对工件表面进行中频感应淬火及自回火,其目的是增加表面的强度和压应力,以增强工件的抗疲劳性能[1-2]。本文通过对有裂纹的杆式半轴进行化学成分分析、宏微观断口分析、显微组织分析及感应淬火有效硬化层分析,目的是找到产生裂纹的主要原因并提出合理而有效的预防措施。
1 试验方法
1.1 试验原料
从有裂纹的工件上截取试样,采用日本岛津光电直读光谱仪PDA-5500S测量其化学成分,其结果如表1所示,结果表明该材料化学成分符合GB/T 3077—1999《合金结构钢》标准要求,但碳质量分数略高。

表1 失效汽车杆式半轴的化学成分 %
1.2 断口宏观形貌分析
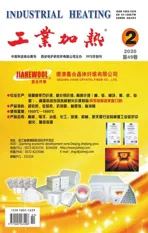
用丙酮超声波清洗有裂纹的杆式半轴,观察发现裂纹在杆式半轴表面呈一字直线纵向分布,长200 mm左右。断口宏观形貌如图2所示,裂纹向内延伸约12.8 mm,裂纹由粗变细且穿透淬硬层,在穿透淬硬层后呈无力状、无分支。
1.3 断口微观形貌分析
在开裂处横向截取试样,经磨制、抛光后在光学金相显微镜下观察,裂纹微观形貌如图3和图4所示,裂纹尾部有非金属夹杂物聚集。试样经4%硝酸酒精溶液侵蚀后裂纹微观形貌及显微组织,如图5~图9所示,裂纹两侧无脱碳,裂纹内无明显污物,淬硬层显微组织为回火马氏体组织,裂纹两侧的回火马氏体组织无明显差异;心部组织是回火索氏体组织;显微组织正常并符合技术要求。
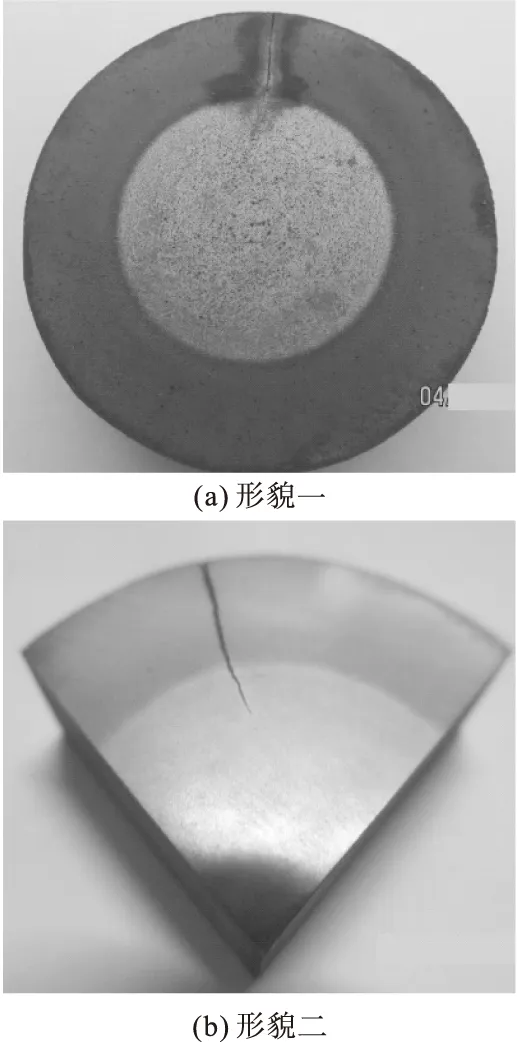
图2 试样断口宏观形貌
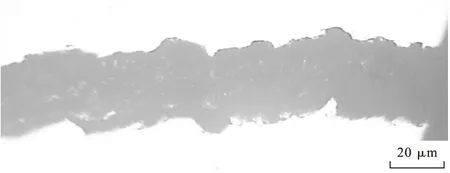
图3 裂纹前部(未侵蚀)
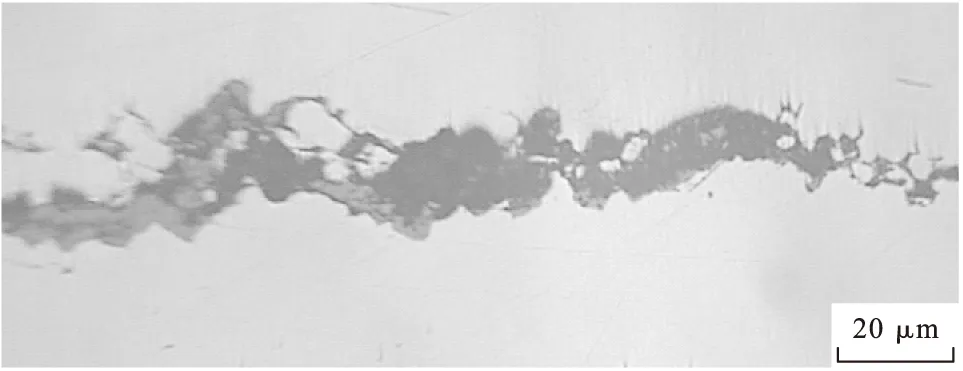
图4 裂纹尾部(未侵蚀)
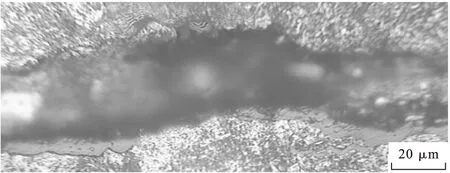
图5 裂纹前部
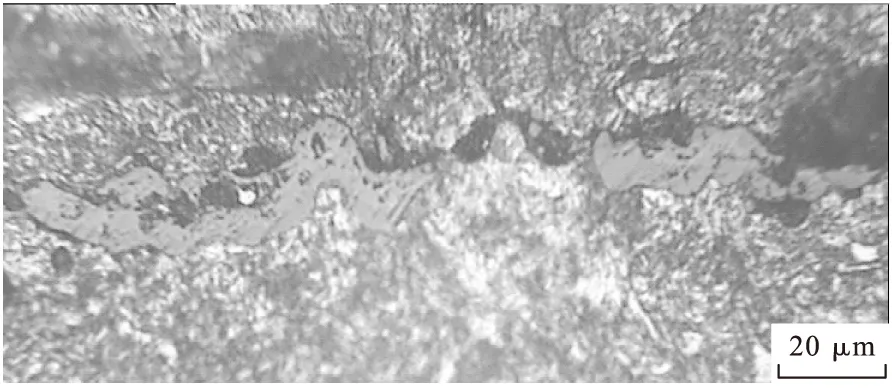
图6 裂纹尾部
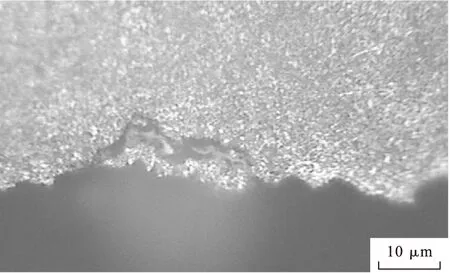
图7 裂纹一侧的显微组织
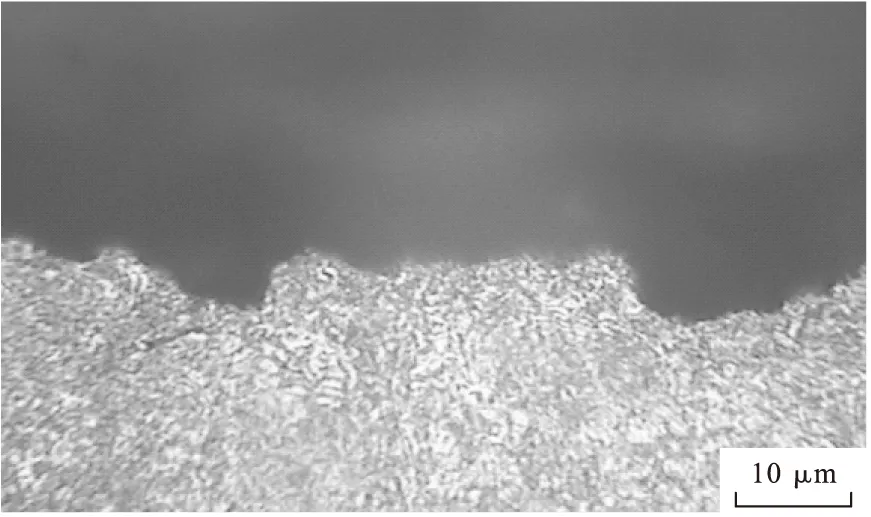
图8 裂纹另一侧的组织

图9 汽车杆式半轴心部组织
1.4 感应淬火有效硬化层深度分析
根据标准 GB/T 5617—2005《钢的感应淬火或火焰淬火后有效硬化层深度的测定》对试样进行有效淬硬层深度检测,用洛氏硬度计对该试样进行硬度测试,测试结果见表2,感应淬火硬化层深度Ds=8.5 mm,有效硬化层深度满足技术要求(Ds=7~10 mm)。
2 裂纹成因分析
经材料化学成分分析可知,杆式半轴材料中碳质量分数略高,虽对裂纹产生直接影响不大,但经调质、中频感应淬火后,会使杆式半轴硬度提高而塑性降低。由图2可以看出,裂纹两侧基本吻合,说明工件经过剧烈而反复锻打压力加工过程产生裂纹的可能性很小[3]。假设裂纹是锻造产生的裂纹,则经过 860 ℃±10 ℃淬火,必然会产生明显脱贫碳现象,但由图5~图9表明裂纹两侧无脱贫碳现象,说明调质处理前工件表面无裂纹。
假设该杆式半轴的裂纹是调质淬火产生的,则有裂纹的工件经感应淬火后硬化层深度分布是不均匀的。这是因为工件表面经中频感应加热时,若基体是均质无缺陷的材料,磁力线分布是均匀的,产生的涡流分布也均匀,从而使涡流影响区加热均匀,再经快速淬火后硬化层深度分布是均匀的;若基体有裂纹等缺陷,缺陷内部空间中的磁导率下降,犹如“磁阻”,磁力线分布不均匀,缺陷处磁通密度增加,形成一个包络缺陷的高密度涡流区,该区域被异常加热,经快速淬火后硬化层深度分布是不均匀的,缺陷处硬化层深度值大[4]。由图2试样断口宏观形貌可以看出,该杆式半轴的硬化层深度是均匀的,所以可以判定裂纹为非调质淬火裂纹,即为中频感应淬火裂纹。
汽车杆式半轴经中频感应淬火时所产生的淬火应力一般由组织应力和热应力两部分叠加而成。由于该杆式半轴为细长轴,不仅在感应加热过程中会形成较大的热应力,尤其工件有聚集的非金属夹杂物缺陷区域会被异常加热,即此处热应力最大;而且在快速冷却过程中表层组织又迅速转变成一定的硬化层,即产生一定的压应力,中心冷却收缩形成的热应力远大于组织应力,从而使中心也产生很大的拉应力,这种现象随着截面尺寸的增大而加大,当材料中存在集中性非金属夹杂物且沿轴间呈条状和大块聚集状分布时,极易在工件夹杂物的薄弱区域形成应力集中而产生裂纹,并沿纵向夹杂物迅速扩展。由图3和图4可以看出,裂纹尾部有集中性非金属夹杂物,所以该杆式汽车杆式半轴材料内存在的非金属夹杂物以及感应淬火应力的作用是形成纵向开裂的主要原因。
3 结论及预防措施
(1)该汽车杆式半轴的裂纹是中频感应淬火后产生的,为原材料非金属夹杂物和淬火应力引起的淬火裂纹。
(2)严格控制原材料的成分及加强原材料的检验是避免汽车杆式半轴裂纹的有效方法。
(3)良好的设备维护,规范且负责任的操作及认真细致的定期检测汽车杆式半轴工件,是提高杆式半轴工件质量的最好方法。