基于矿山开采工程的乳化泵金属曲轴优化设计研究
2020-03-27刘明亮
刘明亮
(北京天地玛珂电液控制系统有公司,河北 秦皇岛 100013)
在矿山开采工程中,乳化液泵诸多传动构件中,金属曲轴占据着非常重要的地位,在实际运转过程中,曲轴需要承受较大的交变载荷,因此对金属曲轴系统性能也提出了较高的要求。一旦在实际设计过程中,没有做好曲轴设计,赋予其良好的性能,将会对矿山工程中乳化液泵实际稳定运转带来非常严重的影响。基于此,有必要将乳化液泵曲轴设计作为矿山施工过程中的研究重点,通过进行深入分析,这对于提升液泵整体运转稳定性具有非常重要的意义。
1 乳化液泵金属曲轴设计原则
在实际进行乳化液泵金属曲轴设计时,应遵循以下设计原则:
首先,需要拟定金属曲轴上各零件的装配方案,这是曲轴结构设计的前提,具体装配方案内容简图如图1 所示。同时在进行曲轴各部分尺寸与形状设计时,应要求相应形状尺寸能够有效满足强度与刚度要求,针对不会对的金属曲轴强度与刚度影响的部位,如果很容易通过制造工艺来实现,在设计时,可选择直接去除,主要目的是减轻曲轴重量,提高曲轴性能[1]。
其次,如果金属曲轴工作表面存在不同部件配合要求,在设计时,还应注重考虑相应部件之间尺寸数列的标准化,比如需要考虑曲轴与轴瓦、轴承之间的尺寸配合标准等。在此基础上,还应结合实际需求,做好尺寸圆整工作。在初次进行设计时,针对曲轴主要尺寸,还可以采用类比的方式,参考同类型乳化液泵尺寸,确定乳化液泵的曲轴尺寸。还应注意的是,上述选择的同类型乳化液泵与设计乳化液泵柱塞力量级相同[2]。
最后,在实际进行矿山工程的乳化液泵金属曲轴设计时,要求曲柄半径、曲柄间相位角之间地间距均等,同时尽量减小两主轴颈间跨距,尽可能保证曲轴几何中心对称,从而在乳化液泵曲轴后续运转时,保证惯性力矩处于平衡状态。在矿山施工条件情况下,针对乳化液泵的金属曲轴工作表面及过渡圆角,可以对其进行硬化处理,并保证相应尺寸有着足够的精度,表面光滑整洁,能够降低应力的集中影响,强化金属曲轴工作表面耐磨性,增强工作表面疲劳强度[3]。
2 确定乳化液泵金属曲轴各段轴直径与长度
2.1 确定曲柄销直径与长度
在初步确定曲柄销直径时,可以参考以下经验公式:

在上述(1)式中,P表示的是最大柱塞力,单位是KN。在选择公式右端根号系数时,需要结合实际情况考虑,如果P比较小,偏心距也比较小,且有少量的曲拐数,或者即使曲拐数比较多,但存在中间支撑,主轴承有着比较强大承载能力,曲轴所选用的金属材料本身又有着较高的许用应力,那么在系数选择上,宜偏小一些。反之,选择的系数宜偏大一些。在确定曲柄销轴颈长度时,应注意检查取得的长度值与连杆大头轴瓦宽度是否相适应。而在连杆定位方面,一般有两种方式可供选择,一种是大头定位,一种是小头定位。当选择前者时,应将连杆大头轴瓦两端面作为定位面,通过利用该端面与曲柄销两侧配合端面间轴向间隙,来进行连杆轴向窜动的控制[4]。在选择间隙大小时,应充分考虑传动端配合公差、曲轴轴向移动等多种因素,一般该间隙取值区间为0.25 至0.6mm。当选择后者时,针对曲柄销轴向两肩而言,不得将其作为定位端,同时要求曲柄销长度应比轴瓦宽稍大一些,保障轴瓦在曲柄销轴向运动时,能够有足够的窜动余量。图1 是乳化液泵曲轴局部结构图,L代表曲柄销长度,1D代表曲轴颈直径,D代表曲轴轴承内径,t代表曲柄厚度,1t代表的是曲柄两侧台肩厚度。
L应满足液缸中心距a要求:


图2 曲轴局部结构图
2.2 确定主轴颈及中间支承颈直径和长度
在确定1D时,可根据以下公式:
通常而言,有着比较大的变形倾角,因此在确定具体尺寸时,需要考虑是否满足主轴承倾角允许值,然后以主轴承内径为依据,做好相应的圆整处理。而对中间支承颈直径而言,通常与中间轴承安装方式有着密切的关系,一般情况下,中间金属轴承直径与曲柄圆半径应相等,或者比曲柄圆半径大一些。为有效降低曲轴总重量,文章选择中间轴承直径与曲柄圆半径应相等[5]。然后通过公差控制方式,促使其能够在后续装配得更加顺利。对乳化液泵主轴承而言,一般采用的轴承类型为滚动轴承,而对中间支承轴承而言,也可以选择差异滑动轴承。在实际设计主轴颈和中间支承颈长度过程中,需要结合轴承宽度与实际装配方法,做好灵活确定分析。
2.3 曲柄圆直径及长度的确定
在确定曲柄圆直径时,需要考虑曲柄半径与曲柄销直径带来的影响,在实际设计过程中,应注意曲柄圆将曲柄销圆包括在内,出于减轻曲轴重量的因素考虑,设计值应尽可能要小[6]。
3 金属曲轴轴向尺寸链设计分析
在实际进行的矿山施工中,乳化液泵金属曲轴轴向尺寸链设计时,只有保证整体设计的合理性,才能完成后续箱体与曲轴的装配,促使曲轴发挥出更大的作用价值。不仅如此,只有做好乳化液泵金属曲轴轴向尺寸链设计,才能进一步提升后续曲轴加工精度,减轻曲轴加工的难度,降低曲轴整体加工成本。因此我们需要提高对乳化液泵曲轴轴向尺寸链设计的重视,在实际设计过程中,一般包括以下三种方法可供选择。
第一种方法为绝对标注设计方法,主要是通过选择输入端金属主轴承颈的轴向定位面,并将其作为曲轴设计的重要基准。这种设计方法有着如下几点优势,首先,针对不同尺寸,通常相互独立,彼此不会影响,更加易于加工。另一方面,在尺寸与尺寸之间,一般不会出现误差累积现象。但也有一定的劣势:比如为了确保后续的金属曲轴能够顺利装配,针对曲轴各个部位尺寸,通常在加工精度上有着非常高的要求,因此在实际加工过程中,需要选择一些比较先进的加工机床,整体加工难度也比较大,无形之中增大了曲轴加工的成本。
第二种方法为相对标注设计方法。主要是选择两端主轴承颈的轴向定位面,并将其作为曲轴设计的重要基准。这种设计方法主要优势如下:在实际设计时,只针对一些关键尺寸,有着非常高的加工精度要求,因此整体加工难度与加工成本得到了有效降低。但这种设计方法的缺陷也比较明显,即在实际设计加工时很容易累积误差,因此对后续曲轴装配带来了不利影响。
第三种方法是上述两者的混合方法,并将二者尺寸相结合,如下图3 所示。通过将上述两种设计方法融合在一起,更有助于方法优势的集中。比如在实际设计时,通过将相对标注法中一条长尺寸链进行分解,使其成为两条短尺寸链,在相应尺寸链组成环公差不变时,只需要减少环数,便能够有着提升封闭环的精度;在封闭环公差保持不变的状态下,通过减少环数,同样能够有效方法各组成环公差,最终能够有效稀释加工误差,使其能够从曲轴基准面向曲轴的两端分散,从而有效规避了尺寸链在实际加工过程中,会出现误差累积的问题。同时还能够减小加工难度,降低加工成本。因此在具体实践方面,可以选择将绝对标注法与相对标注法混合应用[7]。
另一方面,还应做好金属曲轴轴向定位尺寸计算。如图4 所示,为曲轴尺寸链,其中0L′是间接保证的尺寸,为封闭环;其余是组成环,在计算时可以采用(4)公式,顺利计算出金属曲轴长度方向各尺寸的公差值。
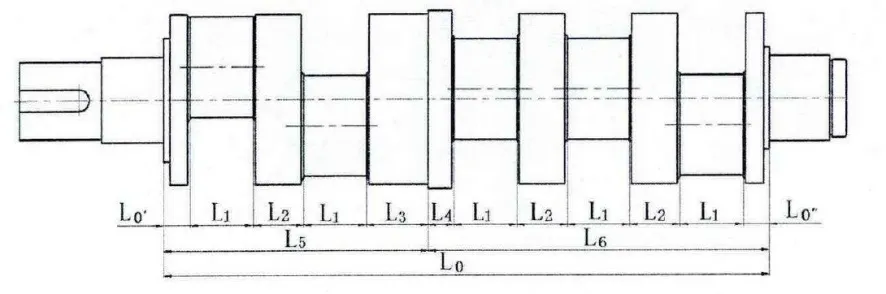
图3 绝对、相对坐标法相结合的尺寸链图

在上式中,T0是指封闭环公差,T1、T2、T3、T5分别表示对应的组成环公差。
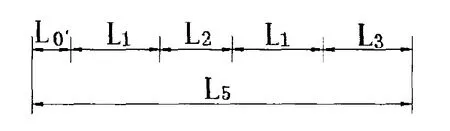
图4 曲轴尺寸链
4 总结
综上所述,矿山工程中的乳化液泵金属曲轴设计是一项较为系统复杂的工作,在实际设计过程中,应注重严格遵循相应的设计原则,并从乳化液泵金属曲轴各段轴直径与长度、曲轴轴向尺寸链设计入手,加强对乳化液泵曲轴设计的分析,提高乳化液泵曲轴设计质量,增强乳化液泵整体性能,促使乳化液泵能够发挥出应有的作用价值。
