采用预压机构无心磨削三销架及操作方法
2020-03-26罗廷银
罗廷银
(杭州沃德汽车部件制造有限公司,浙江 杭州311200)
三销架是汽车传动轴总成的核心部件,传动轴通过传递差速器转矩到车轮上。三销架原采用工艺孔的方式,通过外圆磨削工艺完成。工艺孔加工在受力部位,对产品使用性能强度有一定影响。
为了进一步降低使用风险,防止产品在使用过程中的复杂路况下瞬间加载导致断裂失效,失效后汽车产生抖动和异响,无法正常行驶。但产品结构比较特殊,不能平衡磨削,无法光延磨削,导致产品磨削精度及烧伤存在缺陷,因此主要应解决现有技术中存在的不足,提供一种结构简单,重点攻克工件磨削中非常敏感的预压摩擦力、产品形状比较特殊、产品不能平衡运转、需要多重稳压,能够让产品平衡、顺畅地达到磨削精度的一种三销架的无心磨削预压机构及其操作方法。本研究的上述技术问题主要通过下述技术方案得以解决。
1 三销架的无心磨削预压机构设计
三销架的无心磨削预压机构包括工件1和磨床设备2及磨削组件和压料组件,工件1通过轴向导轮组件进行磨削、通过压料组件进行可调式压接。
磨削组件包括导板3、砂轮4和导轮5,导板3的底部与磨床设备2固定,工件1设在砂轮4与导轮5间,导轮5的转动带动工件1进行反向旋转,砂轮4与正向旋转的工件1进行切入磨削,导轮5、砂轮4和工件1呈配接式分布。磨床设备2上设有固定座6,固定座6中设有与工件1呈可调式轴向定位的可调螺栓7。导板3的上部设有倾斜端面8,可调螺栓7与固定座6通过可调螺母9进行调节定位。压料组件包括导向座板10、预压下板11和预压上板12,预压下板11的底部设有压料杆13,压料杆13中设有轴向分布的芯轴14,芯轴14的外端套有与工件1呈纵向旋转定位的轴承15,预压下板11的上方设有与预压下板11呈活动套接的预压上板12,导向座板10中设有可调式气缸16,可调式气缸16带动预压上板12进行向下位移,预压上板12带动预压下板11进行向下位移,预压下板11带动轴承15与工件1表面进行纵向滑动定位。压料杆13通过压料固定座17与预压下板11的底部固定,预压下板11与预压上板12通过多个导向杆18进行滑动套接,预压上板12与预压下板11间设有预压弹簧19,预压弹簧19通过预压弹簧可调螺栓20进行定位,预压弹簧可调螺栓20设在预压上板12与预压下板11间,预压上板12与导向座板10间通过若干导向立柱21进行滑动位移,可调式气缸16的上部设有调整可调式气缸16位移行程的气缸调节螺栓22,导向座板10与预压上板12间设有与导向立柱21相固定的气缸固定板23,可调式气缸16带动气缸固定板23与预压上板12呈活动式压接。导向座板10与导向板24固定,导向板24随导向轨25的调节进行位移,导向轨25设在调节座26中,调节座26的上部设有与导向板24呈调节式定位的导向板调节螺栓27,导向板24与调节座26通过多块横向分布的导向板固定螺栓30定位,调节座26中设有若干条纵向分布的调节长孔28,导向板固定螺栓30沿调节长孔28进行上下位移,调节座26通过连接座29与磨床设备2固定。可调螺栓7的位移行程为0~20mm,预压上板12与预压下板11间的位移行程为2~10mm,气缸调节螺栓22的位移行程为0~20mm,导向板调节螺栓27的位移行程为0~40mm。
结构示意图如图1所示,侧视结构示意图如图2所示,调节座的侧视结构示意图如图3所示。
2 操作方法及进行步骤
2.1 工件调试定位
调试时将产品放入导板斜面与导轮中间,根据产品大小来调整可调螺栓定位长度位置和调整气缸上下位移的预压力行程,产品能通过导轮摩擦带动自传。
2.2 磨削操作
自动加工时产品通过自动上料机构推入导板斜面和导轮中间,同时压料气缸位移下降压紧,产品自传,进给轴进给磨削;磨削进给参数设定,快趋量为4040μm,快趋速为300mm/min,粗磨I量为150μm,粗磨I速为50mm/min,粗磨II量为40μm,粗磨II速为5mm/min,半精磨量为35μm,半精磨速为1.5mm/min,精磨量为20μm,精磨速为0.6mm/min,精磨延时为1s,消隙量为32μm。
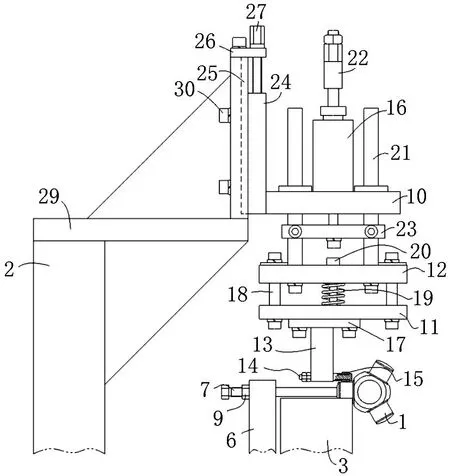
图1 结构示意图
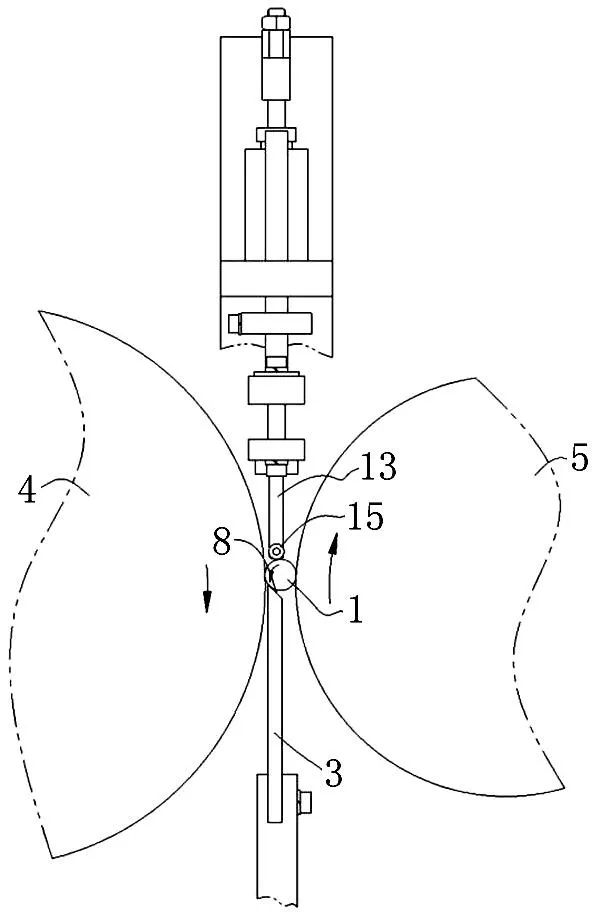
图2 侧视结构示意图
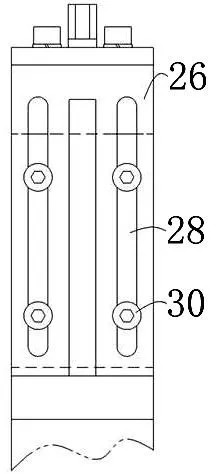
图3 调节座的侧视结构示意图
2.3 磨削修整
磨削中砂轮修整频次根据设定数量执行,修整参数设定补偿轴参数快退速为2000mm/min,空程速为200mm/min,直线修整速为250mm/min,补偿速为3mm/min,补偿量为30μm,消隙量为5μm;往复轴参数快退速为1000mm/min,空程速为300mm/min,消隙量为5μm。
2.4 磨削完成
磨削完成以后进给轴退回,进给轴参数快退速为600mm/min,补偿速为3mm/min,跟踪补偿量30μm;同时压料气缸回位,产品由自重掉入自动皮带上进入理料阶段。
板的位移间距和可调式气缸的位移间距进行微调,以达到最佳的磨削效果。
工作原理:工件通过自动上料放置到导板和导轮之间,通过压料组件下降压紧。导轮旋转带动工件旋转,压料组件中轴承压降让工件平衡旋转,砂轮进给磨削。导轮、工件、砂轮相互间相反方向旋转。
工件验收精度:磨削面无烧伤,磨削形状无棱角,磨削精度符合要求。
3 结束语
本方案主要在汽车实际使用工况下进行了FMEA失效模式分析,为了降低失效风险的可能性,从而策划了产品的优化设计方案。同时,需要研制新的工艺来满足新的产品结构的加工,新工艺的研制过程需要研究新的机构装置来满足工艺设计的要求。
对于本研究中的三销架无心磨削预压机构及其操作方法,其结构紧凑,进一步提升了磨削精度、产品品质。产品方面结构优化,取消了受力部位的工艺孔,避免了工艺孔影响产品性能强度,降低了产品的断裂失效风险。新结构的产品需要保证滚道配合尺寸的精度,需要研制新的工艺、预压机构实现工艺过程的控制,从而保证产品的质量、稳定性。
